
Fターム[4F204AA41]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 樹脂材料等(主成形材料) (5,525) | 硬化性樹脂 (3,171) | 不飽和ポリエステル、アルキド樹脂 (161)
Fターム[4F204AA41]に分類される特許
81 - 100 / 161
人造大理石
【課題】本発明は、機械的強度に優れ、尚且つ従来の人工大理石にはない質感を有する人造大理石を提供することを目的とする。
【解決手段】バサルト繊維を含む繊維補強材と、熱硬化性樹脂と、添加剤とを含有する材料100質量部に対し、厚さ100μm以下、平均径0.1〜10mmの着色高分子フィルム細片5質量部以下を添加した成形材料を加熱加圧成形して得られる人造大理石である。繊維補強材は、10質量%〜100質量%のバサルト繊維を含むことが好ましい。この人造大理石は、キッチン天板に好適に用いることができる。
(もっと読む)
磁性シートの製造方法及び磁性シート

【課題】 エージングによる厚みの変化を低減し、極めて高品質の磁性シートを製造する。
【解決手段】 磁性シートを製造するにあたっては、少なくとも磁性材料と溶媒に溶解した高分子結合剤とを混合して作製された磁性塗料を用いて形成された磁性シート10を所定のプレス板20,21を用いて押圧して圧縮する際に、少なくともプレス板20,21と磁性シート10の片面との間に、ベック平滑度が150秒/ml以下である通気材30,31を介在させる。
(もっと読む)
航空機用の複合翼スラット
航空機の翼スラットは、レイアップおよび減圧バッグ技術を用いて複合材料から形成される。スラットのレイアップは、上側複合外板と下側複合外板との間に挟まれた中心ハニカムコアと、予備硬化された桁と、予備硬化された補強材とを含む。レイアップが硬化され、レイアップ用鋳型から取出された後、前縁補強リブと予備形成された複合機首外板とが装着され、スラットが完成される。 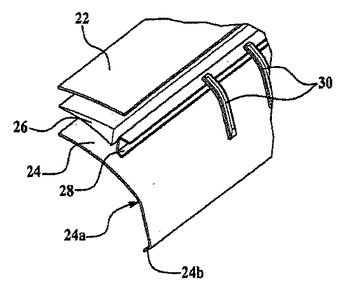 (もっと読む)
(もっと読む)
型内被覆成形方法及び型内被覆成形品
【課題】植物繊維を強化材とした熱硬化性成形材料の圧縮成形や射出成形において、平滑性に優れ、ヒケの少ない型内被覆成形品を得る成形方法を提供する。
【解決手段】(A)キャビティ内で熱硬化性成形材料の圧縮成形又は射出成形により、植物繊維を強化材とする樹脂成形品を成形する工程、
(B)前記樹脂成形品が熱硬化性樹脂からなる型内被覆用組成物の注入圧力及び流動圧力に耐え得る程度に硬化した後、前記金型温度又は該樹脂成形品の型内被覆する表面側の金型温度を、前記熱硬化性成形材料を硬化させる温度よりは低いが、型内被覆用組成物が十分硬化する温度にする工程、
(C)該樹脂成形品の型内被覆する表面と金型の内壁との間に型内被覆用組成物を注入し、該樹脂成形品の表面上に被膜として硬化させる工程、を含むことを特徴とする、型内被覆成形方法である。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】精度よく複雑な形状に成形することができるとともに、生産性が高いFRPの製造方法を提供する。
【解決手段】FRP製タンクの製造方法では、金属製の中子5に強化繊維を巻き付けて被覆する被覆工程を行った後、強化繊維に母材樹脂を含浸させる含浸工程を行う。その後、母材樹脂を加熱してプリキュアするプリキュア工程と、母材樹脂をプリキュア工程より高い温度で加熱してアフターキュアするアフターキュア工程とを行う。中子5は、プリキュア工程での加熱温度より高く、アフターキュア工程での加熱温度以下の融点を有する金属からなる。そして、アフターキュア工程においては、中子5を溶かして流し出す。
(もっと読む)
シートモールディングコンパウンドの成形方法および成形品
【課題】上金型に設けられた凹部へのシートモールディングコンパウンドの充填が十分に行われ、成形品の表面の艶に優れ、意匠性の向上したSMCの成形方法およびそれにより得られた成形品を提供する。
【解決手段】少なくとも不飽和ポリエステル樹脂と架橋性モノマーと硬化剤とガラス繊維とを含有するシートモールディングコンパウンドを複数枚積層して成形するSMCの成形方法であって、上記SMCに配合されるガラス繊維は、バインダーで集束されたガラスロービングを解繊して使用し、各SMCに含まれる補強用ガラス繊維は、それぞれ解繊度が異なっているとともに、これらのSMCを積層し、上下一対の金型内で加熱加圧するシートモールディングコンパウンドの成形方法および成形品。
(もっと読む)
紫外線硬化発泡シートの製造方法
【課題】表面粘着性が無く、品質の安定した発泡シートが得られる製造方法の提供を目的とする。
【解決手段】少なくとも一方が紫外線透過性を有する2つのプラスチックフィルム11,31における何れか一方のプラスチックフィルム11に、機械発泡させた紫外線硬化性樹脂原料Pを塗布し、機械発泡させた紫外線硬化性樹脂原料Pの表面に他方のプラスチックフィルム31を積層し、紫外線透過性のプラスチックフィルム31を介して紫外線を照射することにより紫外線硬化性樹脂原料を硬化させて紫外線硬化発泡シートAとし、その後、2つのプラスチックフィルム11,31を紫外線硬化発泡シートAから剥がす。
(もっと読む)
FRP成形品の製造方法および浴槽
【課題】ローコスト化を実現するために、成形品の表面にのみ処理を施すにもかかわらず、層間剥離が生じにくく安定した品質が得られ、また、一体感があって深みのある質感を容易に得る。
【解決手段】不飽和ポリエステル樹脂を主成分とするSMC材料を金型12に入れて硬化させることでベース部を成形しつつ、このベース部が完全に硬化する前に成形を中止して金型を開く。不飽和ポリエステル樹脂を主成分とするSMC材料に柄材を均一に混入した添加物混入SMC材料を予め作成しておき、この添加物混入SMC材料を、金型内の完全硬化前のベース部に重ねて配置する。次いで、金型を閉じ、ベース部と表層部とを一体的に硬化させて成形する。
(もっと読む)
曲面パネルの製造方法、その施工方法およびその製造装置
【課題】熱硬化性樹脂を含有する材料を用いて低コストで製造でき、かつ良好に構造物の曲面部を被覆できる曲面パネルの製造方法、その施工方法、および、その製造装置を提供する。
【解決手段】曲面パネルの製造方法では、平面パネル成形工程と、硬化工程とを実施する。平面パネル成形工程では、熱硬化性樹脂を含有する被成形材料を、平面状のプレス型枠を用いてホットプレスして、軟化状態の平面パネル1Bを成形する。硬化工程では、当該軟化状態の平面パネル1Bを、トンネル状水路の下部インバート部に対応する曲面形状を有した矯正台2で曲面状に形成した後に硬化させる。プレス型枠に掛かるコストを大幅に低減でき、矯正台2も安価に製造できるので、熱硬化性樹脂を含有する曲面パネルの製造コストを大幅に低減できる。下部インバート部を曲面パネルで好適に被覆でき、パネルの施工性も向上できる。
(もっと読む)
型内被覆組成物及びそれを用いた型内被覆成形品
【課題】本発明は、樹脂成形品の表面に生じる巣穴、波打ち及びひけ等を効果的に埋め、平滑な塗膜が得られる被覆組成物を提供することが可能となり、さらに、この型内被覆組成物を使用することによって、容易かつ実用的に優れた被覆成形品を提供する。
【解決手段】本発明は、(A)少なくとも2個の(メタ)アクリレート基を有するオリゴマー、または不飽和ポリエステル樹脂、(B)前記(A)成分と共重合可能なエチレン性不飽和モノマー、(C)セルロース系樹脂化合物、ポリ乳酸系樹脂化合物の少なくとも一種、(D)有機過酸化物開始剤を必須成分とし(A)/(B)=90/10〜5/95(質量部)であり、(A)+(B)100質量部に対し、(C)成分を10〜100質量部、(D)成分を0.2〜10質量部であることを特徴とする、型内被覆組成物である。
(もっと読む)
シートモールディングコンパウンドの製造方法及び繊維強化プラスチック製品の製造方法
【課題】繊維強化プラスチックから回収したガラス繊維を再利用して、SMC工法に適用できるシートモールディングコンパウンドを経済的に製造する方法を提供する。
【解決手段】エステル結合を有する高分子化合物を含む繊維強化プラスチックから繊維を回収する工程、前記工程で回収された回収繊維をエステル結合含有高分子前駆体とロール混練機で混練する工程、前記工程で得られた混練物をシート状物に作製する工程とからなるシートモールディングコンパウンドの製造方法。
(もっと読む)
成形方法及び成形品
【課題】流れ模様の模様層を容易に形成することができ、良好な流れ模様を安定して表出させることができるようにすること。
【解決手段】成形品10は、ベース層15と、このベース層15に積層されて流れ模様を表出する模様層16とを備えている。成形品10の成形は、先ず、材料温度25℃の条件下で粘度が100〜5000万mPa・sとなる材料に、着色材料を混練して模様層用成形材料を作製する。次いで、模様層用成形材料をシート状に延伸形成して型20の成形面21Aにセットした後、ベース層用成形材料を流し込む。その後、前記模様層用成形材料及びベース層用成形材料を略同時に硬化した後、脱型する。
(もっと読む)
成形方法
【課題】型構造の簡略化を図ることができ、成形品の精度や品質を向上させることができるようにすること。
【解決手段】板状の金属板を曲げ加工して形成された一対の型形成体15,15によりスペーサ16を挟み込み、型形成体15,15の相対面間にキャビティCを形成する。キャビティCに成形材料を注入した後、型10を液体Lに浸漬することにより、キャビティCで成形材料を硬化する。この硬化中、カウンタ12の端面領域を除く形成面が略鉛直方向に沿って位置するように型10が配置され、液体Lから型10に対して圧力が付与される。
(もっと読む)
繊維強化樹脂板および製造方法
【課題】樹脂を効率よく、含浸、拡散し、未含浸、ボイド、ピットなどの欠点がないか、ほとんど欠点がない良好な厚物成形品の繊維強化樹脂板および製造方法を提供する。
【解決手段】繊維強化層と含浸補助層とが交互に積層一体化された繊維積層体で形成されているとともに、前記含浸補助層が樹脂の含浸を促進する基材に熱硬化性樹脂が含浸されたものであることを特徴とする繊維強化樹脂板。
(もっと読む)
スタンピング可能な強化複合材の半製品を生産する方法
一つ以上のプラスチック及び細断した繊維又は連続したフィラメント(4)を含む、スタンピング可能な強化複合材の半製品を生産する方法において、前記繊維又はフィラメント(4)の軟化温度が、前記材料の軟化温度の最高の温度より高く、前記繊維又はフィラメント(4)を特に重力によってコンベヤ(1)上に堆積させるステップと、総重量の5%と90%の間の割合で前記プラスチックの粉末の粒子(6)を前記繊維又は前記フィラメント(4)上に散布するステップと、前記粒子(6)を前記繊維又は前記フィラメント(4)と混和するステップと、混和物を前記材料の軟化温度より高い温度まで加熱するステップとを含み、混和ステップが、前記混和物(4、6)に、前記コンベヤ(1)の前進方向(15)にほぼ垂直な少なくとも1つの電界をかけるステップを含む方法。 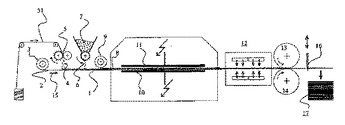 (もっと読む)
(もっと読む)
FRP成形品の製法
【課題】表面に所望の模様等を付し、中間層を従来のSMCによるFRP成形品を得ることを目的とするものであり、表面層と内面(中間)層とを構成するSMCを変えることにより、両層の樹脂が混じり合って表面に出てきてしまうということもないという優れた特徴を有するものである。
【解決手段】FRP成形品の表面層を形成するSMC・Aと成形品の裏面層を形成するSMC・Bとを、好ましくはガラスクロス或いはやポリエステル不織布である繊維状多孔質材料を挟んでモ−ルド内にセットし、加圧・加熱下にて成形することを特徴とするFRP成形品の製法。
(もっと読む)
柄付け成形品の成形方法。
【課題】 基材にあらかじめ樹脂を含浸させる必要がなく、また、一体成形後にクリア塗装等で表面被覆をする必要がなく、耐久性に優れた柄付け成形品を提供する。
【解決手段】 樹脂が浸透可能な材料よりなる基材1の表面の一部に柄材2を固定したものを柄シート3として、この柄シート3に成形材料4を積層一体成形して表面に柄付けした柄付け成形品5を成形する。
(もっと読む)
発泡体コアを有するFRP製成形品の成形法
【課題】FRP製成形品あるいはその部品として使用される、発泡体コアを有するFRP製成形品を、生産効率良く成形する方法を提供すること。
【解決手段】発泡体コアを有するFRP製成形品を成形するに際し、(1)目的とする成形品の成形型と相似な縮小型を用いて、発泡体コアを加圧・圧縮法によって作成する工程、(2)前記成形品の成形型の内表面に沿ってプリプレグを敷設した後、このプリプレグ上に発泡性シートを重ねて配置し、次いで、(1)で得られた発泡体コアを、前記成形品の成形型内部に、前記プリプレグ及び発泡性シートを介して配置する工程、(3)前記成形品の成形型内部を減圧して後又は減圧しながら、成形型を加熱し、前記発泡性シートを発泡させると共にプリプレグを硬化させる工程からなる成形法。
(もっと読む)
樹脂成型体用組成物及び燃料電池用セパレータ
【課題】 実質的に冷却工程無しに、導電性や機械的特性に優れる樹脂成型体を与えることのできる樹脂成型体用組成物、および該樹脂成型体用組成物より得られる優れた導電性や機械的特性を有する燃料電池セパレータを提供すること。
【解決手段】 ポリフェニレンスルフィド樹脂、芳香族ポリエステル、エポキシ樹脂および導電性フィラーを含有する樹脂成型体用組成物により、樹脂成型体用組成物を溶融成型する際に、ポリフェニレンスルフィドと芳香族ポリエステルとが反応を生じ、さらに該芳香族ポリエステルがエポキシ樹脂と反応することにより、樹脂成型体中に架橋構造が形成される。このため、本発明の樹脂成型体用組成物は、溶融成型後に短い冷却固化時間で、あるいは冷却工程を経なくても成型された形状を保持できる。
(もっと読む)
透明シートとその製造方法並びに防音方法
【課題】 透明で且つ多数の孔を備え、窓ガラスとの間に空気層を形成するように配置して吸音効果に優れた防音構造を形成可能な不燃性の透明シートを提供する。
【解決手段】 経糸2a、緯糸2bを備えたガラス繊維織物2に硬化性樹脂3を含浸、硬化させ、そのガラス繊維織物の経糸、緯糸で囲まれた目の中に貫通した孔4を形成して透明シート1とする。この透明シートに使用する硬化性樹脂とガラス繊維織物中のガラス繊維を構成するガラス組成物との屈折率の差を0.02以下として、ガラス繊維織物を視認できなくすると共に透明性を付与し、アッベ数の差を30以下として着色を抑え、見栄えを良くする。
(もっと読む)
81 - 100 / 161
[ Back to top ]