
Fターム[4F204AG14]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 一般形状、構造物品(用途物品優先) (4,801) | 棒状体(←紐状体) (66)
Fターム[4F204AG14]に分類される特許
1 - 20 / 66
製品情報を付した電気ケーブル及びその製品情報付加方法
【課題】モールド装置や金型の構造を大幅に変更せず、また、製品情報の刻印工程をモールド成形工程と別途に行うことなく電気ケーブルの樹脂成形部に製品情報を付加する。
【解決手段】機能性部品19を支持ピン51で支持しモールド成形することにより、樹脂成形部13を形成してなる電気ケーブルにおいて、樹脂成形部には、製品情報に応じた支持ピンの組み合わせによる複数の貫通孔15a-hが形成されており、支持ピンの断面形状及び/又は断面の向きを変えることにより、前記複数の貫通孔の組み合わせに複数のパターンを与えることで、製品情報を判別できるようにした。
(もっと読む)
転写ローラ、その製造方法および画像形成装置

【課題】低硬度で良好な密着性を有する転写ローラ、およびその転写ローラを装着した画像形成装置を提供する。
【解決手段】芯金の周りにポリウレタンフォーム層が成形型内で形成された転写ローラであって、該ポリウレタンフォーム層の表面の平均開口径(A)が0.05mm以上0.5mm以下であり、表面から1mm芯金側にある該ポリウレタンフォーム層の平均セル径(B)が0.1mm以上1.0mm以下、該ポリウレタンフォーム層の表面の平均セル壁(C)が0.03mm以上0.5mm以下である。
(もっと読む)
免震プラグの製造方法および製造装置並びに免震プラグ
【課題】成形不良の発生を抑制しつつ空気含有率の低い免震プラグを製造することができる免震プラグの製造方法および製造装置を提供する。また、端面が平坦で空気含有率が低い、減衰性能や変位追従性に優れる免震プラグを提供する。
【解決手段】塑性流動材および硬質充填材を含有する粉体材料を金型内で加圧成形して免震構造体用の免震プラグを製造する方法であって、金型内に充填された粉体材料の少なくとも一方側を、加圧方向側に位置する頂辺で交差する二つの平面を加圧面として有する楔形プッシャーを用いて加圧する予備加圧成形工程と、予備加圧成形工程において楔形プッシャーで加圧した粉体材料を、加圧方向に直交する平面を加圧面として有する平面プッシャーを用いて加圧して免震プラグとする最終加圧成形工程とを含む免震プラグの製造方法である。また、その製造方法に適した製造装置および該製造方法で作製した免震プラグである。
(もっと読む)
傾斜機能性複合材料の製造方法
【課題】製品構成の自由度が図れ、目的とする寸法形状や必要な強度を得ることが可能な傾斜機能性複合材料の製造方法を提供する。
【解決手段】円柱の半径方向の外側に材料11を、内側に材料12を、その間に傾斜機能材料13を、それぞれ同心円状に配置した傾斜機能性複合材料10の製造方法であり、傾斜機能材料13を、材料12の粉末に材料11の粉末を傾斜配合した積層体とし、しかもこの積層体を、材料11の粉末の配合割合ごとに圧縮成形した径の異なる円筒状圧粉体で構成し、材料11、積層体、及び材料12を、融点の高い側から低い側へかけて、順次、加圧加熱処理をすることで材料11、積層体、材料12、及びそれらの界面も結合する。
(もっと読む)
ポリウレタンフォームローラの製造方法
【課題】内層と外層の境界部分が連続したセル構造を有し層間剥離等の問題がない二層のポリウレタンフォーム層を有するローラの提供。
【解決手段】円筒状部材1、上駒部材と下駒部材4を備えたローラ成型用金型と、発泡材料受け部5とを有する発泡成形装置を用いて、芯金2を上駒部材と下駒部材4で保持した状態で、発泡材料受け部5内に2種類のポリウレタン発泡材料をそれぞれ下層と上層に分離配置した後に該発泡材料受け部5を該下駒部材4に結合する工程、上層のポリウレタン発泡材料8をローラ成型用金型内に発泡注入させて円筒状部材1の内壁面にポリウレタンフォーム層の外層を形成する工程、次いで下層のポリウレタン発泡材料7を前記ローラ成型用金型内に発泡注入させて前記芯金2と前記外層との間にポリウレタンフォーム層の内層を形成する工程、によってポリウレタンフォームローラを製造する。
(もっと読む)
液体現像電子写真装置用転写ローラー、及び、液体現像電子写真装置用転写ローラーの製造方法
【課題】樹脂フィルムを被印刷物としながらも印刷精度に優れた液体現像電子写真装置を提供すること。
【解決手段】感光体に接する外周面がポリウレタン弾性体で形成されている液体現像電子写真装置用転写ローラーであって、前記感光体の画像を転写させる被印刷物が樹脂フィルムであり、前記外周面が、ポリエステルポリオールと二官能イソシアネートとを反応させてなるポリウレタン弾性体で形成されており、且つ、イソシアネートによって硬化処理されていることを特徴とする液体現像電子写真装置用転写ローラーなどを提供する。
(もっと読む)
樹脂ピストンの成形方法及び樹脂ピストン
【課題】樹脂廃棄材料を低減させることができ、また、樹脂ピストンの外周面に対して円筒研磨等の追加工を不要にすることができる樹脂ピストンの成形方法を得る。
【解決手段】予熱した樹脂タブレット63を成形型21のキャビティ22に投入し、加熱しつつ圧縮成形する樹脂ピストンの成形方法であって、成形型21における加圧代分を加圧しキャビティ22内圧が所定圧に到達した時点で、キャビティ内圧をこの所定圧範囲に維持しつつ、成形型21から溢れ出す樹脂をピストン外周面を除く領域に設定した通路53から排出して、熱成形サイクル終了後に成形型21を開放する。
(もっと読む)
現像ローラ及びその製造方法、プロセスカートリッジ並びに電子写真画像形成装置
【課題】当接する他部材との間の電位差により引き起こされる電流リークを抑制し、長期間にわたって安定した画像形成が可能な現像ローラを提供する。
【解決手段】軸芯体、シリコーンゴムを含む弾性層及び樹脂層をこの順で具備する現像ローラであって、該弾性層の端面にSiO2が偏在していることを特徴とする。なお、このシリコーンゴム弾性層端面にSiO2を偏在させることで、該弾性層の端部は高抵抗化されている。また、該SiO2の偏在は、弾性層端部に直流電流を印加することにより達成できる。
(もっと読む)
弾性ローラ成形金型、および弾性ローラ成形方法
【課題】脱型時の剥離性が良好な状態を長期にわたって維持することが可能な弾性ローラ成形金型を提供する。
【解決手段】上端開口と、下端開口と、円筒形状の内部空間と、を備えた母型2と、母型2の上端開口に取り付けられ、母型2の内部空間に配置される芯材8の上端を支持する第1の駒3と、母型2の下端開口に取り付けられ、芯材8の下端を支持する第2の駒4と、を有し、第1の駒3を母型2の上端開口に取り付けたときに、第1の駒3と母型2との間に、第1の空隙7aと、第1の接触面6aと、が母型2の周方向に連続して形成され、第2の駒4を母型2の下端開口に取り付けたときに、第2の駒4と母型2との間に、第2の空隙7bと、第2の接触面6bと、が母型2の周方向に連続して形成され、少なくとも前記内部空間と、前記第1の空隙と、前記第2の空隙と、を構成する面に離型膜を有している。
(もっと読む)
複合材料の接続ロッドを製造する方法
本発明は、繊維プリフォーム(2)を使用する複合材料接続ロッドを製造する方法であって、繊維プリフォームが連結部によって共に接続された繊維の複数の主層を具備し、連結部により層がプリフォームを形作るときに互いに対して摺動することができ、プリフォームが接続ロッドの本体を形成する中央部(8)を具備し、かつ2つの対向する側縁部(6,7)と接続ロッドのヨークを形成する延長部(9)とを具備し、中央部において開放輪郭を有する繊維プリフォームを提供するために対向する側縁部同士が距離を保ちつつ、中空形状を有するプリフォームを提供するために繊維プリフォームを形作る段階を含み、次いで、樹脂を注入し、かつこの樹脂を重合させるように続く方法に関する。 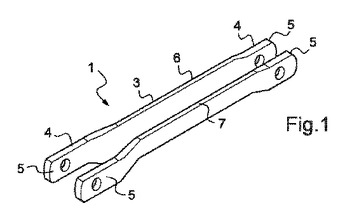 (もっと読む)
(もっと読む)
プラスチックレンズの製造方法
【課題】注型重合法により複数のレンズを同時に製造することのできるプラスチックレンズの製造方法を提供すること。
【解決手段】プラスチックレンズの製造方法は、所定の間隔で対向配置された成形型11、12、13、14と、その周縁に巻かれた粘着テープ31とで形成された成形用モールド10のキャビティC1、C2、C3に、硬化性の原料組成物を充填する注入工程と、前記原料組成物を重合硬化させる重合工程と、を有する。
(もっと読む)
免震装置用の免震プラグの製造方法及びその製造装置
【課題】材料に鉛を使用することなく、免震装置の減衰性能及び変位追従性を向上させ得る免震プラグの製造方法、並びにかかる製造方法を実施し得る免震プラグの製造装置を提供する。
【解決手段】金型3内に充填された粉体材料2を、スタンパ5を用いて加圧成形する免震プラグ6の製造方法において、該加圧成形を複数回行い、かかる複数回の加圧成形のうち、少なくとも1回の加圧成形を、軸線方向に対して傾斜した加圧面4を有する第一のスタンパ5を用いて行なう免震プラグ6の製造方法である。また、かかる製造方法を用いて製造される免震プラグ6である。更に、かかる製造方法を実施し得る金型3及びスタンパ5を具える製造装置である。
(もっと読む)
免震装置用の免震プラグの製造方法及びその製造装置
【課題】材料に鉛を使用することなく、免震装置の減衰性能及び変位追従性を向上させ得る免震プラグの製造方法、並びにかかる製造方法を実施し得る免震プラグの製造装置を提供する。
【解決手段】金型3内に充填された粉体材料2に加圧成形を行って免震装置8用の免震プラグ6を成形するに当たり、粉体材料2を、周辺部に比し中央部が陥没した形状に加圧成形し、次いで、かかる加圧成形された粉体材料2の受圧面7を加圧方向に対し直交する平面状に加圧成形する製造方法である。また、かかる製造方法を用いて製造される免震プラグ6である。更に、かかる製造方法を実施し得る金型3及びスタンパ5を具える製造装置である。
(もっと読む)
免震装置用の免震プラグの製造方法及びその製造装置
【課題】材料に鉛を使用することなく、免震装置の減衰性能及び変位追従性を向上させ得る免震プラグの製造方法、並びにかかる製造方法を実施し得る免震プラグの製造装置を提供する。
【解決手段】側壁を形成する中型7を有する金型3内に充填された粉体材料2に、加圧成形を行って免震装置用の免震プラ6グを成形するに当たり、かかる中型7と粉体材料2との界面においてせん断応力が生じるように中型7に対して外力を付与しつつ加圧成形を行なう製造方法である。また、かかる製造方法を用いて製造される免震プラグ6である。更に、かかる製造方法を実施し得る金型3及びスタンパ5を具える製造装置である。
(もっと読む)
免震装置用の免震プラグの製造方法及びその製造装置
【課題】材料に鉛を使用することなく、免震装置の減衰性能及び変位追従性を向上させ得る免震プラグの製造方法、並びにかかる製造方法を実施し得る免震プラグの製造装置を提供する。
【解決手段】金型3内に充填された粉体材料2に加圧成形を行って免震装置用の免震プラグ6を成形するに当たり、金型3内に隙間を設けて粉体材料2を充填し、かかる隙間の存在下に、鉛直方向を横切る向きからの加圧成形を開始する製造方法である。また、かかる製造方法を用いて製造される免震プラグ6である。更に、かかる製造方法を実施し得る金型3及びスタンパ5を具える製造装置である。
(もっと読む)
補強された両端部を有する複合材料ロッドを製造する方法
本発明は、複合材料接続ロッド(24)を製造する方法であって、複合材料から作成されたスリーブ(24)と、固い全体を構成するために、前記スリーブ(24)の両端部(35、40)に固く接続された複合材料の中実の挿入体(26、27)と含むマンドレル(22)を製造するステップと、繊維を編み組みする装置を用いて編み組みされた繊維の1又は複数の層を前記マンドレル(22)の周りに適用するステップと、補強された両端部(28、29)を有するロッド本体を接続する複合材料を形成するために、編み組みされた繊維の層(23)とマンドレル(22)の少なくとも両端部とを固く接合させる結合を確立する、編み組みされた繊維の1又は複数の層(23)に樹脂を注入するステップと、接続ロッド本体のそれぞれの端部(28、29)に、編み組みされた繊維の層と挿入体(26)とを貫通する孔(31、32)を作成するステップとを含む方法に関する。航空分野において、本発明を使用することができる。 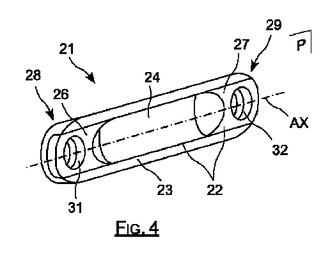 (もっと読む)
(もっと読む)
免震装置用の免震プラグの製造方法及びその製造装置
【課題】材料に鉛を使用することなく、免震装置の減衰性能及び変位追従性を向上させ得る免震プラグの製造方法、並びにかかる製造方法を実施し得る免震プラグの製造装置を提供する。
【解決手段】金型3内に充填された粉体材料2に加圧成形を行って免震装置8用の免震プラグ6を成形するに当たり、粉体材料2の流動を伴う加圧成形を複数回行う製造方法である。また、かかる製造方法を用いて製造される免震プラグ6である。更に、かかる製造方法を実施し得る金型3及びスタンパ5を具える製造装置である。
(もっと読む)
成形品の成形装置及び成形方法
【課題】樹脂の無駄、バリの除去工程、型からの成形品の取り外しによる無駄時間、ハンドリングによる不良品の発生等を排除できる成形品の成形装置を提供する。
【解決手段】第1のプレート3に設けられた複数の本体部用型部11と、第2のプレート4に設けられた複数の微細針部用型部12と、各本体部用型部11に樹脂チップ8を搬入する樹脂チップ搬入手段1と、第1のプレート3及び第2のプレート4を加熱する加熱手段13、14と、溶融された樹脂チップ8を加圧して本体部及び微細針部を成形する加圧手段2と、本体部及び微細針部が加圧成形された段階で加圧手段2を加圧動作状態のまま加熱手段13,14の加熱動作を停止し第1のプレート3及び第2のプレート4を冷却して成形品を固化する冷却手段15とを備える。
(もっと読む)
紐状反応性樹脂発泡成形体の製造方法並びにその製造装置
【課題】複数の紐状反応性樹脂発泡成形体を製造するに当り、安定して分液吐出できる分液反応性樹脂気泡化原料製造装置と、下部と上部の位置での密度差のない紐状樹反応性脂発泡製品の製造方法を提供する。
【解決手段】メカニカルフロス用攪拌機と特定条件の分液コートハンガー形ダイ1との組み合わせにより、前もって初期発泡を済ませ、充填時にはほぼ発泡を完了させることにより、例え原料充填量が過多になったとしても低い発泡圧のため平行ガイドレールに発泡圧がかからず安定した生産が可能となり、製品の上下位置での密度差もほとんどない紐状樹反応性脂発泡製品を得ることができる。
(もっと読む)
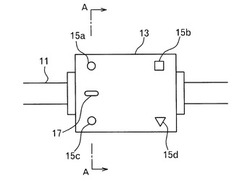
絶縁部品およびその製造方法
【課題】硬化応力を低減してインサート部品と絶縁樹脂との界面剥離を防止可能な絶縁部品およびその製造方法を提供する。
【解決手段】絶縁樹脂1を間に挟んで円筒体2の外周側を取り囲むようにシールド4が配置されている。円筒体2の円筒形状の内周面を、絶縁樹脂1を介在してシールド4側に向けて押し拡げるように円筒体2内に円柱導体3が配置されている。
(もっと読む)
1 - 20 / 66
[ Back to top ]