
Fターム[4F204AM03]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 成形装置、成形操作のその他の特徴 (1,253) | 成形装置又は装置部材のシール (60)
Fターム[4F204AM03]に分類される特許
1 - 20 / 60
樹脂注入成形装置およびそれを用いたRTM成形方法

【課題】樹脂注入成形型のシール性能を向上でき、シール材と溝の清掃を不要化可能であり、かつ、シール材の傷つきを防止可能であり、しかも、シール材の装着性を向上させつつ、シール材が成形品と一緒に抜けることを防止可能な樹脂注入成形装置、およびそれを用いたRTM成形方法を提供する。
【解決手段】互いに対向し樹脂が注入されるキャビティを形成する少なくとも一対の型と、一方の型のキャビティ周囲に設けられた溝と、溝中に装着され他方の型の型締めにより押圧されるシール材を備えた樹脂注入成形装置において、シール材の断面形状が、溝の両内側面に沿って延びる側面を有し、シール材装着時の溝からの突出部が矩形に形成されていることを特徴とする樹脂注入成形装置、およびそれを用いたRTM成形方法。
(もっと読む)
インサート成形用金型構造及びインサート成形方法

【課題】金型キャビティ内の必要な部分にのみ樹脂を充填させることが可能であり、脱型不良や成形品の寸法バラツキ等のないインサート成形を実施可能なインサート成形用金型構造及びインサート成形方法を提供する。
【解決手段】インサート部材本体9と、樹脂が充填される領域を制限可能な調整手段10とを具備したインサート部材2を、金型本体1の内部に形成された部材配置部7に配置する。このときインサート部材本体9と部材配置部7の間に形成される隙間12を調整手段10によって液密に封止する。そして、金型本体1の内部に形成された成形キャビティ5に溶融状又は液状の樹脂を注入し、成形キャビティ内に充填した前記樹脂を硬化させて所望の成形品を形成する。
(もっと読む)
成形型およびプラスチックレンズの製造方法
【課題】プラスチック材料の液面の高さを精密に制御する必要がなく、かつ、プラスチック材料の流量を大きくして生産性の向上を図ることができるようにすること。
【解決手段】成形型1は、モールド組立体2と、モールド組立体に取り付けられる注入補助部材3とを備えている。モールド組立体2は、対向する第1のモールド21及び第2のモールド22と、第1及び第2のモールド21,22の外周間を連結するテープ部材23からなり、プラスチックレンズ材料が注入されるキャビティ24と、キャビティ24にプラスチックレンズ材料を注入するための注入部23aを有する。注入補助部材3は、筒状に形成された補助部材本体31と、補助部材本体31の内部に設けられ、プラスチックレンズ材料を吐出するノズルが嵌合される嵌合部32と、補助部材本体31の一端に設けられ、モールド組立体2の注入部23aの周囲に密着する取付片33とを有する。
(もっと読む)
樹脂成形品及びその製造方法
【課題】注型成形にて多層の樹脂成形品を成形するに当たり、構造を簡略化した金型により成形することができ、且つ煩わしい作業を省略させることができる樹脂成形品及びその製造方法を提供する。
【解決手段】本発明の樹脂成形品は、第1の樹脂成形層1と、注型成形により成形された第2の樹脂成形層2とを備えた樹脂成形品である。前記第1の樹脂成形層1が、前記第2の樹脂組成物を前記キャビティ38内に注入する際に当該キャビティ38内のエアを抜くためのエア抜き用溝13の痕跡であるエア抜き用溝跡16を背面に有し、当該エア抜き用溝跡16が、第1の樹脂成形層1と第2の樹脂成形層2との境界部分に位置すると共に前記第1の樹脂成形層1及び前記第2の樹脂成形層2からなる成形品端面86に露出している。
(もっと読む)
レンズの成形型及びレンズの製造方法
【課題】成形型の隙間に樹脂が浸入するのを防止し、成形されるレンズにバリが発生するのを防止する。
【解決手段】上型及び下型、並びに前記上型及び前記下型の周囲を囲む胴型を含み、前記胴型内で前記上型と前記下型との間に樹脂を挟んで該樹脂を所定のレンズ形状に成形する成形型は、対向する前記胴型の内周面と前記上型の外周面との間、及び対向する前記胴型の内周面と前記下型の外周面との間を充填する充填体を備える。
(もっと読む)
圧縮成形型及び圧縮成形方法
【課題】離型フィルムを用いずに圧縮成形を行うことができ、且つ、圧縮成形型の構造をシンプルにすることができる圧縮成形型及び圧縮成形方法を提供する。
【解決手段】シール用樹脂材料20でダミー成形品21と溝部充填部材24を圧縮成形する。溝部はアンダーカット部142を有し、溝部充填部材24はそのまま型抜きできないようになっているため、キャビティからダミー成形品を取り外すとき、ダミー成形品と溝部充填部材が分離する。この結果、底面部材14上面の外周縁部に形成された溝部に溝部充填部材24が残留し、底面部材14と枠部材15の間の隙間が完全に塞がれる。そのため、次にキャビティ13内に封止用樹脂材料22を供給して基板60上の電子部品61を樹脂封止する際に、その隙間に封止用樹脂材料22が入り込むことがない。
(もっと読む)
樹脂基複合材の製造方法
【課題】樹脂基複合材の板厚をより高精度に制御することができる製造方法を提供する。
【解決手段】所定形状の治具20に、繊維で強化された樹脂からなるプリプレグ30を所定の厚さまで積層する工程と、積層されたプリプレグ30と治具20とを包装材35で被覆し、包装材35を加圧しながら加熱処理して第1の半成形品40aと第2の半成形品40bとを形成する工程と、第1の半成形品40a及び第2の半成形品40bの板厚を計測する工程と、計測された板厚と、樹脂基複合材の所望の板厚と、追加プライ42の物性とを基にして、追加プライ42の数を決定する工程と、所定形状の治具41a,41bに設置された第1の半成形品40aと第2の半成形品40bとの間に、所定枚数の追加プライ42を積層した積層体43を形成し、積層体43と治具41a,41b,44とを包装材47で被覆し、包装材47を加圧しながら加熱処理する工程とを備える樹脂基複合材の製造方法。
(もっと読む)
発泡成形体の製造方法、発泡成形体の製造装置および発泡成形体
【課題】発泡成形体を高精度に形成すること。
【解決手段】キャビティ面21a、22aによって画成されたキャビティ23を備える製造装置20のキャビティ23は、発泡原料が供給される発泡開始空間24と、発泡開始空間24に連なり発泡開始空間24内の発泡原料が発泡することで到達して充満される発泡終端空間25とを備え、ガス抜き孔26が開口する開口キャビティ面21aの周縁部21eは、発泡終端空間25を画成し、開口キャビティ面21aに通気性部材3を配置してガス抜き孔26を覆わせる配置工程と、発泡開始空間24に発泡原料を供給する供給工程と、発泡原料を発泡終端空間25に到達させて該発泡終端空間25内が発泡原料で充満されるまで発泡させる発泡工程とを有し、配置工程は、前記周縁部21eに形成されたガス逃げ凹溝27に通気性部材3を接続させて開口キャビティ面21aに配置する発泡成形体の製造方法を提供する。
(もっと読む)
プラスチックレンズ成型用粘着テープおよびこれを用いたプラスチックレンズ成型方法
【課題】樹脂をキャビティに確実に封止しつつ、重合硬化に伴う体積縮小によるレンズ周面のテープシワの発生を確実に抑制する。
【解決手段】重合性モノマーが充填される一対のモールド30,30間をその周方向に沿って連続的に封止するためのプラスチックレンズ成型用粘着テープ100であって、テープ状の基材10に、これをモールド30,30側に粘着させるための粘着層20を有すると共に、粘着層20が、モールド30,30間に充填された重合性モノマーが重合収縮する温度域で凝集力が低下する粘着剤からなる。これによって、樹脂注入時から樹脂の体積が縮小を開始するまでは、十分な粘着力および凝集力を発揮する。また、重合硬化に伴う樹脂の体積縮小時には、凝集力が弱まってテープ基材10の幅方向に作用する力が減少してテープ基材が潰れたりすることがなくなる。
(もっと読む)
樹脂シートの連続的製造方法
【課題】 移送されるベルト上に活性エネルギー線重合性液体を供給し、その上にフィルムを被せて前記液体を硬化されて樹脂シートを連続的に製造する際、前記フィルムの幅方向の両端部から前記液体が漏洩せずに樹脂シートを製造する方法を提供する。
【解決手段】 移送されるベルト上に活性エネルギー線重合性液体を供給し、供給された前記液体上に活性エネルギー線透過性フィルムを被せ、該フィルムの上から前記液体に活性エネルギー線を照射して硬化させることにより樹脂シートを連続的に製造する方法であって、前記フィルムの幅を、ベルト上に展開した前記液体の幅以上とし、前記フィルムの幅方向の両端部をそれぞれ粘着性テープでベルトに貼り付け、該両端部を封止する樹脂シートの連続的製造方法である。
(もっと読む)
真空プレス装置及び真空プレス方法
【課題】安定したプレス条件で被加工物のプレスを行うことのできる真空プレス装置及び真空プレス方法を提供する。
【解決手段】真空プレス装置が、定盤上に配置された被加工物が弾性を有するリリースシートに覆われるようにリリースシートを定盤に向けて押圧してリリースシートを定盤に密着させることによって定盤とリリースシートの間に密閉された第1の空間を形成する枠体と、第1の空間を真空引きするための真空ポンプと、定盤に対して枠体を相対的に移動させる駆動手段と、定盤と枠体との間の領域にリリースシートを搬入すると共に被加工物のプレス成形後にこの領域からリリースシートを搬出するリリースシート搬送手段とを有する。
(もっと読む)
弾性ローラの成形金型、および弾性ローラの成形方法
【課題】キャビティを形成する部材間の接触面への材料付着を低減でき、長期にわたりキャビティ内面の離型膜状態を維持できる弾性ローラの成形金型を提供する。
【解決手段】内面に離型膜を有するキャビティ5が形成された、弾性ローラの成形金型1において、中空の円筒状に形成されたパイプ金型2と、パイプ金型2の上端部を閉鎖するように設けられた上駒3と、上端部が開口した円筒状に形成され、パイプ金型2の下端部に設けられた下駒4とを有し、キャビティ5が、パイプ金型2と上駒3と下駒4とにより形成され、パイプ金型2の上端部内周面と上駒の外周面との間、およびパイプ金型の下端部外周面と下駒の上端部内周面との間には、それぞれ気密な接触面6a、6bが形成され、各接触面6a、6bに沿って各接触面6a、6bに隣接する領域には、キャビティ5に開口し、内面に離型膜を有する空間7a、7bが形成されていることを特徴とする。
(もっと読む)
シールフレームならびに構成要素をカバーする方法
本発明は、成形材料でカバーしようとする構成要素(7)の面を画成するためのシールフレームに関しており、上位のフレーム部分(5)および下位のフレーム部分(3)が設けられており、上位のフレーム部分(5)と下位のフレーム部分(3)とは、相互に着脱可能に結合できるようになっており、成形材料でカバーしようとする構成要素(7)は、上位のフレーム部分(5)および下位のフレーム部分(3)によって包囲されるようになっており、シールフレーム(1)と構成要素(7)とによって形成されるキャビティ(25)に導入される成形材料用の該キャビティ(25)がシールされている。さらに本発明は、シールフレーム(1)を用いて成形材料で構成要素をカバーする方法に関しており、上位のフレーム部分(5)および下位のフレーム部分(3)に構成要素(7)を嵌め込み、上位のフレーム部分(5)と下位のフレーム部分(3)とを結合してシールフレーム(1)を形成し、シールフレーム(1)の形成によりキャビティ(25)が形成され、キャビティ(25)は、構成要素(7)と上位のフレーム部分(5)とによって包囲されており、キャビティ(25)に成形材料を導入し、成形材料を硬化して、カバー(29)を形成し、上位のフレーム部分(5)と下位のフレーム部分(3)との結合を解除することにより、シールフレーム(1)を離間し、構成要素(7)を取り外す。 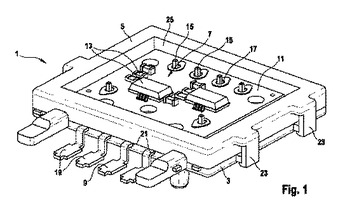 (もっと読む)
(もっと読む)
モールド・アッセンブリおよびモールド部品製造用の減衰光方法
本発明は、サイクル数を改善するための、フランジ、モールドおよび電磁放射線フィルターを含むモールド・イン・プレースによるガスケット形成アッセンブリに関する。本発明は、さらにモールド・イン・プレースによるガスケッティング方法に関する。 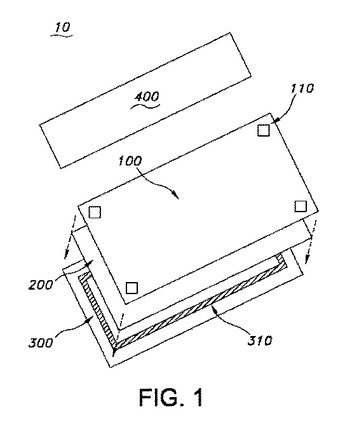 (もっと読む)
(もっと読む)
発泡成形用の金型及び発泡成形方法
【課題】パッキンによるシール性が良好であり、成形品にバリが発生することを十分に防止することができる発泡成形用の金型と、この金型を用いた発泡成形方法を提供する。
【解決手段】溝6は、合わせ面3aから深く凹陥する深溝部6aと、この深溝部6aのキャビティ7側に位置し、該深溝部6aに連なる浅溝部6bとを有している。パッキン5は、深溝部6aに挿入された基部5aと該基部5aに連なり、浅溝部6bに係合した張出部5bとを備えている。パッキン5の上面は、キャビティ7側の内側上面5eと、キャビティ7から離隔する側の外側上面5fとからなり、これらの境界に突出部5cが設けられている。型締め状態において張出部11bのキャビティ7側の先端部がキャビティ7へ若干突出する。
(もっと読む)
発泡成形用の金型及び発泡成形方法
【課題】パッキンによるシール性が良好であり、成形品にバリが発生することを十分に防止することができる発泡成形用の金型と、この金型を用いた発泡成形方法を提供する。
【解決手段】下型3の合わせ面3aにパッキン取付用の溝6がキャビティ7に沿ってキャビティ7を取り巻くように延設されている。溝6は、合わせ面3aから深く凹陥する深溝部6aと、この深溝部6aのキャビティ7側に位置し、該深溝部に連なる浅溝部6bとを有している。この浅溝部6bは、深溝部6a側が最も深く、キャビティ7側ほど浅くなるように設けられている。パッキン5の張出部5bと浅溝部6bの底面との間に空隙部8が形成されている。型締め時に張出部5bはこの空隙部8に押し込まれる。
(もっと読む)
電子部品の圧縮成形方法及び金型
【課題】電子部品の圧縮成形用金型1・2において、キャビティ底面部材10と(分割)キャビティ側面部材(11)との隙間(摺動部14)に発生する異物を効率良く防止し得て、キャビティ底面部材10の摺動不良を効率良く防止する。
【解決手段】金型1・2を型締めしてキャビティ底面部材10を上動することにより、下型キャビティ6内の樹脂を加圧して電子部品3をキャビティ6の形状に対応した樹脂成形体15内に圧縮成形する。このとき、空気圧送機構72によって、分割キャビティ側面部材11の本体11aと小片部材71との隙間73にシール部材74にて形成した外気遮断空間部75に対して圧送路76を通して空気を圧送することにより、小片部材71を圧送空気による所要の押圧力にてキャビティ底面部材10に押圧した状態で、キャビティ底面部材10を上動する。
(もっと読む)
シャッタ開閉装置
【課題】空間を仕切る隔壁に設けられた開口を単一のシャッタ板の移動により確実かつ簡便に開閉でき、しかもシャッタ板を移動させるときの隔壁との摩擦を抑えたシャッタ開閉装置を提供することを目的とする。
【解決手段】シャッタ開閉装置10は、隔壁の壁面に設けられた開口28を開閉するシャッタ板26と、シャッタ板26の先端側を壁面に圧着する傾斜受面27aが設けられた受け部材27と、シャッタ板26の後端側を壁面に圧着する押圧傾斜面24aが設けられた押圧部材24と、シャッタ板26と押圧部材24とを連結する連結板25と、シャッタ板26を移動させるシリンダヘッド29によって構成される。連結板25はシャッタ板26が壁面との間に僅かな隙間を保って往復移動するとともに壁面に圧着されることを妨げないようにシャッタ板26を保持する。
(もっと読む)
現像ブレード用金型及び現像ブレードの製造方法
【課題】弾性部材の形状に応じて形成したキャビティ部が材料を充填し難い複雑な形状でも、確実に充填して現像ブレードを製造できる金型を提供する。
【解決手段】長尺形状の硬質プレート2上に長手方向LDに沿って弾性部材を接着し、更に前記硬質プレートが長手方向での両側部に切欠き部を有すると共に、当該切欠き部を跨ぐようにして前記弾性部材が成型してある現像ブレード1の製造用金型30であって、前記弾性部材の形状に応じた形状のキャビティ部CAに材料を注入するゲート部35の位置が、前記長手方向LDで前記切欠き部と本体部中央側との境界CL上或いはこれより外側、または、前記境界より内側に10mm以内に設定してある。この金型のキャビティCA内に材料を注入するゲート部35の位置が、長手方向LDで最適に設定してあるので、切欠き部に対応する細径部が存在している場合でも材料を確実に充填し、充填不良やバリの発生を抑制可能となる。
(もっと読む)
RTM成形用樹脂注入装置およびそれを用いたRTM成形装置とRTM成形方法
【課題】注入樹脂の不都合な硬化を防止して望ましい円滑な樹脂注入操作を可能とし、かつ、使い捨てのチューブ等を用いなくても樹脂流路の開閉を可能とする熱硬化性樹脂を用いてRTM成形を行う方法の提供。
【解決手段】熱硬化性の液状樹脂28を、強化繊維基材5が配置された金型4内部へと注入するために金型4に取り付けられ、外部から供給される液状樹脂28を導入する樹脂導入路と、導入された液状樹脂28を金型4内へと注入する樹脂注入路8とからなる樹脂流路が内部に形成され、樹脂導入路と樹脂注入路8が連通される樹脂注入状態と、該連通が遮断される流路閉止状態とを切り替え可能な樹脂流路開閉機構10と、樹脂導入路の温度T1と、樹脂注入路8の金型側先端部の温度T2の差(T2−T1)を30℃以上とする温度調整手段とを有することを特徴とするRTM成形用樹脂注入装置1、およびそれを用いたRTM成形装置とRTM成形方法。
(もっと読む)
1 - 20 / 60
[ Back to top ]