
Fターム[4F204EL12]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 発泡注型成形の特有技術 (553) | 発泡方法 (269) | 発泡性樹脂の回り込みの工夫 (23)
Fターム[4F204EL12]に分類される特許
1 - 20 / 23
ウレタン発泡成形体、その製造方法、およびウレタン発泡成形装置
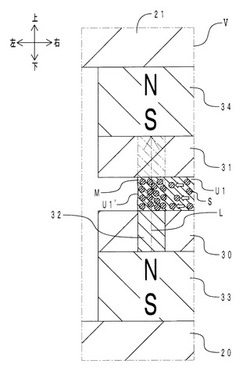
【課題】 欠肉等の欠陥が少なく、薄くて低密度なウレタン発泡成形体を提供する。また、このようなウレタン発泡成形体を、簡便に製造することができる製造方法、およびウレタン発泡成形装置を提供する。
【解決手段】 ウレタン発泡成形体の製造方法を、対向して配置された第一基材30と第二基材31との間に、磁性体粒子Sを含む液状の発泡ウレタン樹脂原料U1を配置する原料配置工程と、第一基材30と第二基材31との間の、発泡ウレタン樹脂原料U1の周囲の少なくとも一部に形成された、発泡ウレタン樹脂原料U1の流動方向と交差する方向に磁力線Lが集中した磁力線集中領域Mにより、発泡ウレタン樹脂原料U1の流動をせき止めながら、発泡ウレタン樹脂原料U1を発泡成形する発泡成形工程と、を有するように構成する。
(もっと読む)
発泡成形体の製造方法および発泡成形体の製造装置、並びに発泡成形体

【課題】供給部分から発泡原料が溢れ出るのを抑制すること。
【解決手段】発泡成形体の製造装置10を型開きした状態で、下型20の金型面24に形成された凹部23のうち、供給空間51を画成する供給部分27に発泡原料Mを供給する供給工程と、上型30を、その金型面33が下型20の金型面24に向けて上方から接近するように回動させながら、該上型30の金型面33に突設された突部40を凹部23内に進入させて半閉めする半閉め工程と、上型30および下型20を上下方向に沿って相対的に接近移動させ、突部40の外面と凹部23の内面との間に隙間を設けた状態で凹部23の全体を閉塞することによりキャビティを形成し型閉めする型閉め工程と、を有し、供給部分27内の発泡原料Mが発泡し該供給部分27の上端開口面29に到達する前に、型閉め工程に先立って、供給部分27を上方から閉塞する発泡成形体の製造方法を提供する。
(もっと読む)
車両内装部材
【課題】全体としてソフトな質感を有すると共に見栄えがよい車両内装部材を提供する。
【解決手段】車両内装部材は、一般部14から裏側へ凹んだ凹部16が設けられた基材12と、前記一般部14の表側から前記凹部16の側面の少なくとも一部にかけて覆うように設けられ、該基材12より柔らかい第1表皮材22と、前記第1表皮材22において前記凹部16の側面を覆う第1シール部26に当接する第2シール部32および前記凹部16を塞ぐように延在する部位を有し、基材12より柔らかい第2表皮材28と、前記凹部16および第2表皮28の間で発泡成形された発泡体34とを備えている。
(もっと読む)
発泡成形体の製造装置および発泡成形体の製造方法
【課題】ガス抜き孔内への発泡原料の流入を抑制するとともに、発泡成形体を高精度かつ容易に形成すること。
【解決手段】キャビティ11内に連通するガス抜き孔12が形成され、該ガス抜き孔12が開口するキャビティ面14に通気性を具備する補強部材3を配置した状態で、キャビティ11内で発泡原料を発泡させることにより、発泡体2を形成するとともに該発泡体2の表面に補強部材3を一体に固着させて発泡成形体を形成する装置であって、補強部材3に取り付けられた非通気性を具備する被着体4が補強部材3を介して磁着するとともに、ガス抜き孔12の少なくとも一部を画成する磁着部材17を備えている発泡成形体の製造装置10を提供する。
(もっと読む)
発泡体の充填方法
【課題】パネルを介して隣り合う中空部において、一方の中空部への発泡体の充填を利用して他方の中空部においても発泡体を充填することのできる発泡体の充填方法を提供する。
【解決手段】車両用ピラー51の中空部Sの一部は、リンフォースパネル54を介して隣り合う主充填部S1及び副充填部S2に区画される。流路用部材22は、リンフォースパネル54と間隙Gを有した状態とされている。流路用部材22は、主充填部S1側からリンフォースパネル54を越えて副充填部S2側へ延出されている。流動規制部材23は、主充填部S1に配置されている。流動規制部材23は、発泡性材料11の流動を規制することで、発泡性材料11の流動を流路用部材22へ指向する。流路用部材22と流動規制部材23の間で加熱された発泡性材料11の一部は、流路用部材22とリンフォースパネル54との間隙Gを流路として副充填部S2へ流入される。
(もっと読む)
衝撃エネルギー吸収材成形用金型の衝撃エネルギー吸収材取付用クリップ保持構造及び衝撃エネルギー吸収材取付用クリップ
【課題】金型内面にインサート物を容易に且つしっかりと保持しておくことができ、脱型時には容易にクリップからピンを抜くことができる金型のインサート物保持構造と、この構造を利用した発泡成形方法と、この構造及び方法に用いることができるクリップと、このクリップを備えたEA材を提供する。
【解決手段】段部43付きの貫通孔42を有したこのクリップ40にクリップ係止ピン50が挿入係止されることにより、EA材1が金型60に取り付けられる。この金型60内にてウレタン等の発泡成形が行われ、EA材1が表面部に埋設されたEA材1が製造される。クリップ40の内面に凸部47が設けられているので、発泡成形時にクリップ40が動かない。クリップ40を介してEA材1が自動車のドアトリム等に取り付けられる。
(もっと読む)
複合成型体
【課題】難燃性であるとともに、発泡成型樹脂の補強材表面への染み出しが防止されており、補強材が柔軟性を有し、且つ、異音発生を防止できる複合成型体を提供する。
【解決手段】発泡成型樹脂と、該発泡成型樹脂の補強材である捲縮長繊維スパンボンド不織布とを有する複合成型体であって、該捲縮長繊維スパンボンド不織布が、繊度0.5〜10dtex及び捲縮数2〜40個/25mmであるポリプロピレン系捲縮長繊維を少なくとも用いて構成されており、該捲縮長繊維スパンボンド不織布が、部分熱圧着率2〜15%で熱圧着されており、該捲縮長繊維スパンボンド不織布が、目付50〜200g/m2、厚み0.5〜2.0mm、通気性0.1〜150cm3/cm2/sec、及びJIS−K−7201に従って測定される酸素指数(LOI)20以上を有する、複合成型体。
(もっと読む)
弾性ローラの成形金型、および弾性ローラの成形方法
【課題】キャビティを形成する部材間の接触面への材料付着を低減でき、長期にわたりキャビティ内面の離型膜状態を維持できる弾性ローラの成形金型を提供する。
【解決手段】内面に離型膜を有するキャビティ5が形成された、弾性ローラの成形金型1において、中空の円筒状に形成されたパイプ金型2と、パイプ金型2の上端部を閉鎖するように設けられた上駒3と、上端部が開口した円筒状に形成され、パイプ金型2の下端部に設けられた下駒4とを有し、キャビティ5が、パイプ金型2と上駒3と下駒4とにより形成され、パイプ金型2の上端部内周面と上駒の外周面との間、およびパイプ金型の下端部外周面と下駒の上端部内周面との間には、それぞれ気密な接触面6a、6bが形成され、各接触面6a、6bに沿って各接触面6a、6bに隣接する領域には、キャビティ5に開口し、内面に離型膜を有する空間7a、7bが形成されていることを特徴とする。
(もっと読む)
発泡成形型及び発泡成形方法
【課題】異硬度クッション体を成形する発泡成形型において、下型のホグリング用溝形成のための突条部に対する上型の任意の位置に、膨張するウレタン発泡体を遮蔽する遮蔽部材を保持することが可能な発泡成形型及び発泡成形方法を提供する。
【解決手段】異硬度部を有するクッション体を一体成形する、上型2及び下型よりなる発泡成形型において、上型2の成形面8から少なくとも一対のピン21を下型を指向する向きに突出させた。そのピン21を用いて膨張するウレタン発泡体を遮る遮蔽部材20を保持するようにした。そして、そのピン21の成形面8から露出している部分の根元付近には、環状の突条部をピン21の外周に形成し、その突条部と成形面8の間の括れ部に遮蔽部材20を保持するようにした。
(もっと読む)
シート用パッド及びその製造方法、並びに、シート構成部材の製造方法
【課題】パッド主体部の背面側から後方に一体に延設された内向きの張り出し部を備えるシート用パッドを欠肉の発生を抑えつつ発泡成形する方法及びその方法により得られるシート用パッド、並びに、該シート用パッドを用いたシート構成部材の製造方法を提供する。
【解決手段】軟質フォームからなるパッド主体部16と、パッド主体部16の背面側の辺部から後方に一体に延設された内向きの張り出し部18と、を備えシート用パッド10において、張り出し部18に一対のスリット24,24を設け、張り出し部18において一対のスリット24,24に挟まれた部分22aを他の部分22b、22bより後方Z1に引き起こした形状でシート用パッド10を発泡成形し、張り出し部18において一対のスリット24,24に挟まれた部分22aを前方Z2に押し込み変形させた状態で表皮5を被覆する。
(もっと読む)
クッション体の製造方法
【課題】成形型の構造を複雑化することなく、シートバックパッドの突出部に欠肉が発生することを防止しながら、突出部をバッキングシートで覆うことができるようにする。
【解決手段】成形型の中型36に通気性を有する第1のバッキングシート16を取り付けて、中型36の突出部成形用凹部41を第1のバッキングシート16の開口部26で露出させた後、突出部成形用凹部41及びその付近に通気性と自己保形可能な剛性を有する第2のバッキングシート17を取り付けて、第2のバッキングシート17の周縁で第1のバッキングシート16の開口部26の周縁を支持する。この後、成形型内に注入したウレタン発泡体原料Pを発泡膨張させてキャビティ39内に充填する。その際、突出部成形用凹部41内の気体を第2のバッキングシート17を介して逃がしつつウレタン発泡体原料Pの発泡流動を進行させて突出部成形用凹部41内にウレタン発泡体原料Pを充填する。
(もっと読む)
サンドイッチパネル製造設備
【課題】上下面材間に供給する原液の逆流を抑制し、均質な発泡を行うことが可能なサンドイッチパネル製造設備を提供する。
【解決手段】上下両面に対向配置された面材間に発泡性樹脂芯材が発泡成形されてなる帯状のサンドイッチパネルPを製造するためのサンドイッチパネル製造設備であって、帯状の下面材1を搬送する下面材搬送機構7と、帯状の上面材を搬送する上面材搬送機構8と、下面材1と上面材2の間に発泡性樹脂芯材の原液を供給するミキシングヘッド10と、を備え、このミキシングヘッド10による原液の吐出位置から下流側にわたる所定領域Aにおいて、下面材1が下流側にいくほど下方向に傾斜した状態になるように下面材搬送機構7が構成されている。
(もっと読む)
シートパッドの成形方法
【課題】組成の異なる複数の原液を用いてシートパッドを成形する場合に、各原液が混ざり合うことが防止され、しかも全体として一体性に優れたシートパッドを効率よく成形することができるシートパッドの成形方法を提供する。
【解決手段】下型11の底面から、シートパッド1の溝7を形成するための凸条13が突設され、この凸条13から突起14が突設されている。ワイヤ2を凹条14aに嵌めるようにして突起14上に架け渡すと共に、仕切材9を凸条13の上に立設する。この仕切材9を縫糸15などによりワイヤ2に保持させる。その後、中央キャビティ11aに低硬度ポリウレタンフォーム用ウレタン原液を供給し、サイドキャビティ11bに高硬度ポリウレタンフォーム用ウレタン原液を供給した後、上型12を下型11に被せて型締めし、ウレタン原液を加熱発泡させる。
(もっと読む)
発泡ローラの成型金型および成型方法
【課題】空間容積を持たせた駒を用いることによって、液受けカップのコスト、さらには液受けカップの処理装置のコスト等が削減され、および、ウェルドやボイド等の異常発泡の少ない高品質な発泡ローラ成型金型を提供する。
【解決手段】発泡ローラ成型金型の駒が従来成型で使用されていた液受けカップの役割機能を有している、すなわち駒が発泡弾性層を形成する材料を受けて溜めるための空間容積を有している、ローラ成型金型を提供する。
(もっと読む)
ポリウレタン発泡成形型
【課題】本発明は、従来技術の問題点を解消して、発泡成形型の下型底面に注入されたポリウレタン原料が、発泡反応によりその粘度を高める前に、下型底面に立設された壁面が交差して形成される隅部に到達できるポリウレタン発泡体成形用の発泡成形型を提供することにある。
【解決手段】ポリウレタン発泡体を成形する発泡成形型の下型30において、下型30の中央底面33に注入されたポリウレタン原料が流れ広がる際に、隅部へ向かって流れる原料の中央部の流れがその外側の原料の流れよりも速くなるようにした流速調整部を設けた。一実施形態としての流速調整部は、下型30に立設された壁面221と壁面222とが交差する交差部および中央底面33で形成される隅部に向かって、中央底面33に平面視ハ字状に配置される突条部50である。
(もっと読む)
クッションパッドの成形方法及びクッションパッドの発泡成形型
【課題】成形型に注入された発泡樹脂の原液の発泡工程において、下型に設けられた複数条の突条部の交差部の隅部にエアポケットが生じるのを防止することができる
クッションパッドの発泡成形型を提供する。
【解決手段】下型42の底面に形成された突条部46A及び突条部46Bが直交する交差部の隅部53にエア逃し溝54を形成する。このエア逃し溝54の上端開口部54aの近傍に閉塞防止部55を一体に形成する。この閉塞防止部55のエア逃し溝57と前記エア逃し溝54を連通する。前記突条部46Aの左側の第3領域50から発泡樹脂が矢印で示すように突条部46Aを乗り越えて第1領域48側に移動されたとき、発泡樹脂が遮蔽部56によって上端開口部54aの側方に導かれ、開口部54aが閉塞されるのを防止し、隅部53のエアがエア逃し溝54,57を通して排出され、隅部53にエアポケットが形成されるのを防止する。
(もっと読む)
発泡成形用の金型及び発泡成形方法
【課題】ガス排出用ガス通路の構成が簡易であり、しかも成形品の成形効率が高い発泡成形用の金型及びその成形方法を提供する。
【解決手段】金型1は、下型2と上型3とからなり、下型2にキャビティ4が設けられている。このキャビティ4の内面にフィルム10が設けられ、チャンバ22からの空気の給排によりフィルム10が密着したり、押し上げられたりする。上型3にガス抜き用ガス通路を構成する溝6が設けられている。溝6からキャビティ4内を吸引しても、フィルム10をキャビティ面に密着させるために、吸引孔11が設けられている。発泡成形時にウレタンの一部が溝6内に入り込む。この溝6に入り込んだウレタンは、溝6の途中で硬化し、それ以上溝6には侵入しないようになる。脱型時には、成形品本体30に連なって、溝6内のバリ部31が金型1から取り出される。
(もっと読む)
発泡形成型及びシート用パッドの製造方法
【課題】下型に設けられた幅狭な縁成形部へ発泡原料を容易に注入することができ、かつ、バリ取りが容易な発泡成形型およびそれを用いたシート用パッドの製造方法を提供する。
【解決手段】上型76と下型72の間のキャビティ82内で発泡原料を発泡硬化させる。下型72は、突条97により仕切られて下型72の周縁部分の該縁部分に形成された縁成形部88を備える。下型72における上型76との合わせ面80の前記縁成形部88を臨む箇所に、前記キャビティ82に対して開口し前記合わせ面80内において終端するようにキャビティ82側へ傾斜する案内面98aを有する注入口98が形成されている。注入口98のキャビティ82に望む部位の開口幅が凸部100、102によって狭められている。
(もっと読む)
断熱箱体及びその製造方法
【課題】断熱箱体の製造方法において、断熱性能の大幅な低下を防止しつつ硬質ポリウレタンフォームの使用量を低減して原価低減を図ると共に、良好な箱体外観を維持すること。
【解決手段】断熱箱体の製造方法は、外箱1の側壁と内箱3の側壁との間に形成される側面空間の中間部分にパネル状の樹脂発泡体5を配置した箱体21を形成し、この箱体21の貯蔵室の開口面を下にした状態で、硬質ポリウレタンフォーム2を側面空間の底部側から樹脂発泡体5の両側を通して上方に発泡させ、当該樹脂発泡体5を埋設するように充填する方法である。
(もっと読む)
不燃性パネルの製造方法
【課題】不燃性を高めたポリウレタンフォーム不燃性パネルの製造方法を提供する。
【解決手段】成形型内でイソシアネートとポリオールを主原料とし、該主原料を触媒および発泡剤の存在下で反応させて成形されるポリウレタンフォーム成形体の両面に不燃性ボードが具備された不燃性パネルを製造する方法であって、
一方の成形型の上にトレーを載置し、
該トレー上に一方の不燃性ボードを載置し、
該一方の不燃性ボードの周囲に成形体の厚みを確保する外周枠体を配置し、
該外周枠体の上に他方の不燃性ボードを載置し、
該他方の不燃性ボードの上に他方の成形型を載置し、
該一方および他方の不燃性ボード間に該主原料を注入し、
触媒および発泡剤の存在下で、該一方および他方の成形型を70℃以上の温度に加熱した状態で、該一方および他方の不燃性ボードの間で該主原料を加熱により反応させるとともに発泡成形させることを特徴とする不燃性パネルの製造方法。
(もっと読む)
1 - 20 / 23
[ Back to top ]