
Fターム[4F204EL21]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 発泡注型成形の特有技術 (553) | 表面材の調整 (146)
Fターム[4F204EL21]の下位に属するFターム
表面材の材質、物性 (37)
表面材の化学的処理 (2)
表面材の端末、開口縁の工夫 (51)
シートからの形成 (26)
シート以外からの形成 (7)
Fターム[4F204EL21]に分類される特許
1 - 20 / 23
クッションパッド及びその製造方法
【課題】シート材を発泡型にセットし易いばかりか脱型も容易で、シート材の垂れ下がりをなくし、作業性向上,品質向上に貢献するクッションパッドの製造方法を提供する。
【解決手段】シート材8を発泡型1にセット後、発泡原料fの注入,型閉じを経て、裏面F1にシート材8が被着一体化されるパッド本体Fを発泡成形するクッションパッドPの製造方法で、シート状裏面材8bとプレスフェルト8aとを固着した積層シート部8Aが形成され且つ積層シート部8Aを貫通する通孔80が形成されたシート材8と、通孔80を塞いで窪み穴uになるよう積層シート部8Aのシート面85に貼着一体化される強磁性体入りテープ片9と、キャビティC側へ張り出し且つ窪み穴uに嵌合する突出磁石5が設けられた発泡型1とを具備し、窪み穴uに突出磁石5を嵌入し、その上端面52bに強磁性体入りテープ片9を磁力吸着させてシート材8を発泡型1にセットする。
(もっと読む)
表皮一体発泡品

【課題】インストルメントパネル等に好適な装飾性の高い溝状模様と皺模様を有する表皮一体発泡品を提供する。
【解決手段】可撓性のプラスチックからなる一枚の表皮15と、表皮15の裏面で発泡形成された発泡体とを有する表皮一体発泡品10において、表皮15には、発泡体の発泡形成時の発泡圧により表皮15の溝16が押圧されて溝幅が開口部側よりも底部側で狭くされた溝状模様Mを表面に有し、溝状模様Mの両端には、発泡体の発泡形成時の発泡圧により表皮15の溝16が押圧されて溝幅が開口部側よりも底部側で狭くされる際の表皮15の変形により発生した皺模様17を有する構成とした。
(もっと読む)
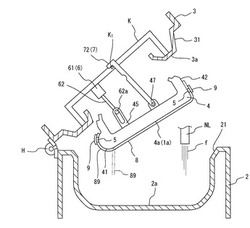
発泡成形部材及びその製造方法
【課題】発泡成形部材を金型から脱型し易く、且つ発泡成形体の発泡成形時に補強材の凸部が変形することを防止することができる発泡成形部材及びその製造方法を提供する。
【解決手段】発泡成形体は、第1の部分3と、該第1の部分3から延出した第2の部分4,5とを有している。発泡成形体は、発泡合成樹脂が第1の部分3から第2の部分4,5に向かって膨張することにより成形されたものである。第2の部分5は、その延出方向の途中部が先端側よりも厚さが大きなものとなっている。第2の部分5に補強材10が配設されている。第2の部分5の途中部において、補強材10に、該第2の部分5の内部側へ膨出した膨出部13が設けられている。膨出部13の第2の部分5と反対側に、発泡成形体2の成形時に該膨出部13の変形を防止するための変形防止部材15が設けられている。
(もっと読む)
紐状反応性樹脂発泡成形体の製造方法
【課題】本発明は一枚のシート状基材を繰り出してシート状基材の進行方向に放射状成形ガイドと押圧冶具を用いて複数列の溝成形体を製造すると共に該溝内に反応性樹脂気泡化原料を充填、反応、硬化させて同時に複数本の紐状樹脂成形体を製造するに当たり、シート状基材の幅中心部の製品から端部の製品まで良好な製品を製造すること、並びにより多列数の製品を同時に製造すること並びに他の部材との一体品を製造することを目的とする。
【解決手段】連続して繰り出す一枚のシート状基材を放射状成形ガイド並びに押圧冶具を用いて溝成形体を製造した後、複数列の進行方向に広幅で、幅方向の中心線がシート状基材の進行方向に平行な略台形状のせり上げ平行ガイドレールに沿わせた後、反応性樹脂気泡化原料を放射状成形ガイド以降からシート状基材からなる溝の上部が閉ざされる前までで吐出充填させて、溝成形体の上部を閉じ反応硬化することを特徴とする。
(もっと読む)
ヘッドレスト
【課題】本発明は、トリムカバーに設けられた開口部の壁部の湾曲部分に皺を寄り難くして、開口部の外観品質を向上させるようにしたヘッドレストを提供する。
【解決手段】ヘッドレストHRにおいて、開口部12の壁部をなすトリムカバー2の開口形成部12Aは、トリムカバー2の前部2bの一部として帯状に形成された第1の開口形成半部21と、トリムカバー2の後部2bの一部として帯状に形成された第2の開口形成半部22とで2分割され、重ね合わされる第1の開口形成半部21の湾曲部21aと第2の開口形成半部22の湾曲部22aとの少なくとも一方には、湾曲形状の保形板23,24が逢着され、第1の開口形成半部21と第2の開口形成半部22と保形板23,24とを重ね合わせて開口部12の壁部が形成されている。
(もっと読む)
発泡成形品及びその製造方法
【課題】被装材一体形のシートパッド等の発泡成形品における被装材への樹脂の過度な浸透を防止する。ウレタン量を増加させることなく、硬度特性に優れ、ボイド等の欠陥がなく、摺れ音も防止されるシートパッドを提供する。
【解決手段】樹脂発泡体からなるパッド本体2と、該パッド本体2の裏面に一体化された補強布3とを有するシートパッド1。該補強布3のパッド本体2側にフィルム4が設けられている。
(もっと読む)
表皮材及びその積層体
【課題】外観を損なわずにソフト感を向上させることのできる表皮材及びその表皮材を用いた積層体を提供する。
【解決手段】表皮材は合成樹脂製であり、片面に凸部10を有し、該凸部10の体積が全体の12.5%〜90%を占める。また上記凸部を有する面40の垂直投影面に対し、該凸部10の垂直投影面の占める面積の割合が10%を超え100%未満である。積層体は、上記表皮材の凸部を有する面40に隣接して、密度100kg/m3〜250kg/m3の半硬質熱硬化性ウレタンフォームなどの発泡材を積層する。
(もっと読む)
表皮一体発泡成形用の表皮材
【課題】袋状の表皮材中に発泡樹脂を入れて発泡成形する際、樹脂の染み出しを防止しつつ、内部の気体を表皮から滞りなく排出出来る表皮材を提供すること。
【解決手段】表生地11と、その内側に接着されるポリウレタンフォーム12と、その内側に接着される耐水圧450mmH2O以上、好ましくは500mmH2O以上、更に好ましくは550mmH2O以上で、通気度0.1〜20cc/cm2/s、好ましくは5〜15cc/cm2/sであり、平均ポアサイズが0.1〜20μm、好ましくは5〜15μmである不織布13とからなる表皮材10を提供する。
(もっと読む)
RTM成形方法
【課題】所望のキャビティ形状が要求されるのを下型のみとして成形型の製作費用の大幅な低減を可能とし、かつ、従来の両面型を用いる場合と同等の品質のFRP成形品を容易にかつ確実に得ることが可能なRTM成形方法を提供する。
【解決手段】所望の形状に形成されたキャビティ2を有する下型1に強化繊維基材3を配置し、下型1にキャビティ2の周囲で密閉するように上型5を重ね、発泡樹脂8を上型5と強化繊維基材3の間の空間6に注入し、マトリックス樹脂10を強化繊維基材3に向けて注入し含浸させることを特徴とするRTM成形方法。
(もっと読む)
サンドイッチパネル製造設備及びサンドイッチパネル製造方法
【課題】塗装が施された鋼板製の面材と発泡性樹脂芯材との密着性をコストを抑制しながら改善することが可能なサンドイッチパネル製造設備を提供する。
【解決手段】上下両面に対向配置された面材間に発泡性樹脂芯材が発泡成形されてなる帯状のサンドイッチパネルを製造するためのサンドイッチパネル製造設備であって、帯状の鋼板製の下面材1を第1面材ロール3から繰り出して搬送する下面材搬送機構7と、帯状の鋼板製の上面材2を第2面材ロール4から繰り出して搬送する上面材搬送機構8と、搬送される下面材1と上面材2の間に発泡性樹脂芯材の発泡原液組成物を供給するためのミキシングヘッド10と、供給された発泡原液組成物の発泡処理を行いながら下面材1及び上面材2を搬送するための発泡室11と、を備え、ミキシングヘッド10の搬送上流側に、面材の内表面を荒くするための機械的な荒し手段5を備えている。
(もっと読む)
硬質ポリウレタンボードの製造方法
【課題】幅方向両端部を大きく切断・除去することなく、それでいて安定した両端部の寸法安定性を確保できる硬質ポリウレタンボードの製造方法を提供する。
【解決手段】走行する下面材1上に硬質ポリウレタンフォーム原液組成物を吐出すると共に、その上方から上面材2を供給し、上下面材1,2の間で吐出した硬質ポリウレタンフォーム原液組成物を発泡・硬化させて長尺状の硬質ポリウレタンボードを連続製造する。下面材1または上面材2として、芯材1aに対してその幅方向長さより長い樹脂製フィルム1bをラミネートしたラミネート面材を使用すると共に、吐出された硬質ポリウレタンフォーム原液組成物を吐出後、抑えバー6により樹脂製フィルム1bの幅方向端部を略直角方向に屈曲させることにより、吐出された硬質ポリウレタンフォーム原液組成物の幅方向の拡がりを抑える。
(もっと読む)
表皮一体発泡品
【課題】インストルメントパネル等に好適な装飾性の高い溝状模様を有する表皮一体発泡品を提供する。
【解決手段】表皮15と、前記表皮15の裏面で発泡形成された発泡体とを有する表皮一体発泡品10において、表皮15には、発泡体の発泡形成時の発泡圧により押圧されて溝幅が狭くされた溝状模様Mを表面に有し、溝状模様Mの両端には、前記溝幅が狭くされる際に発生した皺模様17を有する構成とした。また、前記溝状模様Mは、開口部側よりも底部側で溝幅を狭くし、これによって、溝状模様Mが表皮15の表面を糸で表皮の裏面側へ引っ張ることにより形成されたものであるような印象を表皮一体発泡品の使用者等に与え、高級感を奏することができるようにした。
(もっと読む)
溝状模様を有する表皮一体発泡品の製造方法
【課題】インストルメントパネル等に好適な溝状模様を有する表皮一体発泡品を容易に、かつ良好に製造する。
【解決手段】成形型30の下型31の型面32に表皮15を配置した後、成形型30内に発泡原料19aを注入し、発泡させることにより、表皮15と発泡体が一体になった表皮一体発泡品を製造する方法において、表皮15には、表皮15の表面側から裏面側へ窪んだ有底の溝16を予め設け、成形型30には、表皮15の溝16が配置される型面32から突出及び後退可能にスライド板33を設け、スライド板33を表皮15の溝16に挿入した状態で発泡原料19aの発泡を進行させ、発泡の完了前にスライド板33を後退させて表皮15の溝16から抜き取る。
(もっと読む)
自動車用の軽量の遮音カバーを製造するための改良された方法および、そのカバー
自動車のボディコンポーネント用の軽量の遮音カバー(1、1’、1’’、1’’’)、特に軽量のダッシュボードカバー、を製造する方法であって、
ここでカバー(1、1’、1’’、1’’’)は、ポリオールとイソシアネートを含む反応性混合物を発泡工具(9)の空洞(11)への注入することによる単一段操作で、発泡吸音成形部品として製造され、
ここで、該発泡成形部品が、一方の側に少なくとも0.5mmの厚さを伴う合体して実質的に小孔のないスキン(1.1)を有し、且つ前記スキン(1.1)の反対側に開口した多孔性表面(1.2)および/またはより薄くて音を浸透するスキン(1.4)を有するようなやり方で、注入の前および/または間に、発泡工具(9)の空洞(11)を画定する少なくとも一つの所定の表面部分(17)が温度制御される。
(もっと読む)
ヘッドレストの製造方法及びヘッドレストカバー並びにヘッドレストの発泡成形型。
【課題】
ウレタンの発泡後における開口部の変形やウレタンのはみ出しがなく、美観及び歩留まりが向上されたヘッドレストを提供すること
【解決手段】
カバー101内部に発泡原液を注入し発泡させるヘッドレスト100の製造方法であって、カバー101は注入開口105を有し、その内部に発泡した弾性部材104が充填される袋状の本体部と、注入開口105から延在して設けられ注入開口105の一周に亘って帯状に形成され注入開口105において本体部の内側に折り込まれた環状帯部106とを備え、カバー101を発泡成形型200に装着し、本体部に注入開口105から発泡原液を注入し、環状帯部106の注入開口105の反対側端部が閉じるように、環状帯部106の内周側の注入開口105側端から外れた位置において互いに離れる方向に力を加え、力を加えた状態において発泡原液を発泡させる。
(もっと読む)
クッション体の製造方法及びクッション体用裏打材
【課題】発泡体の裏面側における凹凸部の形状に、良好に裏打材を追従させて固着することができるクッション体の製造方法及びクッション体用裏打材を提供すること。
【解決手段】発泡体の裏面側に布状の裏打材3を固着してなり、裏面側に凹凸部を形成してなるクッション体を製造する。複数のスリット31を設けたことにより、変位可能部32Aと連結部33とを備えた裏打材3を準備する。上型5に裏打材3を配置し、下型6内に発泡樹脂原料20を注入する。裏打材3に形成した連結部33により、変位可能部32Aの垂れ下がりを防止して、上型5と下型6とにより成形キャビティ7を形成する。成形キャビティ7内において発泡樹脂原料20を発泡流動させて、発泡体を成形すると共に、発泡樹脂原料20の発泡流動により、変位可能部32Aを上型5の型凸部51に倣って変位させて、発泡体に裏打材3を固着させる。
(もっと読む)
ポリウレタンフォーム製品及びその製造方法
【課題】 ポリウレタンフォームコアの表面部分又はその塗膜がフィルムにより覆われて保護され、塗膜の表面欠陥が生じにくく、離型時にはコア表面部分又は塗料が剥がれにくく、製造後には製品表面が傷付きにくく且つ汚れにくいポリウレタンフォーム製品を提供する。
【解決手段】 まず、表皮形成工程で成形型10の成形面13に透明なTPU製のフィルムF1、F2を吸着させる。次に、塗膜形成工程で、そのフィルムF2の内面にポリウレタン系の着色塗料Pを塗布して乾燥させ塗膜22を形成する。その後、コア形成工程で、前記成形面13にて形成されるキャビティにポリウレタン発泡原料Uを流し込み発泡させポリウレタンフォームコア21を成形する。
(もっと読む)
複合成形品の製造方法
【課題】 全周を外皮に覆われた複合成形品予備成形体を切断することにより、発泡体の一部を露出させた軽量な複合成形品の製造方法を提供する。
【解決手段】 押出ヘッド9から押し出した熱可塑性樹脂製のパリソン10を一対の分割金型1a,1b内に配置する。一対の分割金型1a,1bを型締めするとともに加圧流体吹込み手段より加圧流体をパリソン10内に導入してパリソンを一対の分割金型1a,1bのキャビティに沿った中空体形状に押圧形成する。ついで一対の一対の分割金型1a,1bのパリソン10内に予備発泡樹脂粒子充填手段より予備発泡樹脂粒子を充填する。さらに水蒸気供給手段より水蒸気を吹き込むことにより、該粒子を互いに融着させた発泡体が内装された複合成形品予備成形体を成形する。複合成形品予備成形体を切断することにより発泡体の一部を露出させた複合成形品を得る。
(もっと読む)
発泡成形品の製造方法
【課題】ベントホールから原料が排出されることなく、成形品のベントホール近傍部分が硬くなり過ぎることがない発泡成形品の製造方法を提供すること。
【解決手段】ベントホール8が設けられた成形金型1内に発泡樹脂原料16を供給して発泡硬化させる発泡成形品の製造方法において、ベントホール8の開口部15を覆いうる非通気性シート11が貼付された板状スラブ9を成形金型1内に配設し、非通気性シート11をベントホール8に間隔を設けて対向させる工程と、成形金型1内に発泡樹脂原料16を供給して発泡硬化させる工程と、発泡樹脂原料16の発泡圧により板状スラブ9をベントホール8側に押圧し、非通気性シート11によりベントホール8の開口部15を閉塞する工程とを備える。
(もっと読む)
シートクッションパッド
【課題】 シートクッションパッドを薄肉化した場合における底付き感を解消し、またシートバック下端との隙間の発生を解消する。
【解決手段】ポリウレタンフォームからなりシートクッションパッドであって、ポリウレタンフォーム原料として、水酸基価が20〜40mgKOH/gのポリエーテルポリオール65〜80重量部と水酸基価が15〜30mgKOH/gのポリマーポリオール35〜20重量部とからなるポリオールを含有するものを用いてなる、コア密度が70〜80kg/m3のクッションパッドである。また、シートバック9との合わせ部となる後端部に着座面12aに対して上方に隆起して左右方向に延びる凸状部16を備え、この凸状部に補強用ワイヤ26C,D,Eが埋設されている。
(もっと読む)
1 - 20 / 23
[ Back to top ]