
Fターム[4F204FA13]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の区分 (2,504) | バッグ成形(加圧バッグ、真空バッグ) (221)
Fターム[4F204FA13]に分類される特許
201 - 220 / 221
FRP用インサート
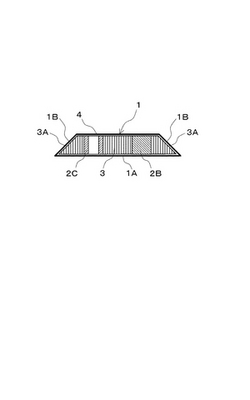
【課題】 FRP積層品の所定部位に複数のインサート部材を容易かつ高精度に配置して埋設することができ、しかも、FRP積層品の成形時の加圧環境下においても不用意に潰れることがなく、また、FRP積層品の成形時における本来の熱硬化を妨げることのないFRP用インサートを提供する
【解決手段】 CFRP積層品を成形する際にその所定部位のCFRP層の層間に設置されて埋設されるFRP用インサート1は、コア材3によってインサート部材2B,2Cが設置面1Aに沿う方向の所定位置に相互に位置決めされて保持されているため、インサート部材2B,2CがCFRP積層品の所定位置に容易かつ高精度に配置されて埋設される。FRP用インサート1は耐圧強度の高いCFRP被覆層4で覆われているため、CFRP積層品の成形時の加圧環境下で不用意に潰れることがなく、また、CFRP被覆層4が内部の湿気の放出を遮断するため、CFRP積層品の成形時における本来の熱硬化を妨げることがない。
(もっと読む)
真空圧力制御システムおよびこのシステムを備えた加熱装置

【課題】架台とバックフィルムとによって形成される空間を複数、同時に真空状態にする際に、バックフィルムの破損による影響を最小限に抑えることができる簡便で、低コストの真空圧力制御システムおよびこのシステムを備えた加熱装置を提供する。
【解決手段】圧力センサ9がバックフィルム内部空間Sの真空状態が開放された所定圧力以下の圧力を検知すると、制御装置7が複数のそれぞれの分岐吸気管4に設けられた開閉弁6の開閉を制御する開放箇所特定ステップをすべてのバックフィルム内部空間Sに対して実施して、真空状態が開放されている架台11を特定するとともに、この特定した架台11に接続している分岐吸気管4に設けられた開閉弁6のみを閉弁し、それ以外の開閉弁6を開弁した状態にする。
(もっと読む)
VaRTM製造法による繊維強化樹脂成形物の製造方法及びその製造装置
【課題】分割注入によりモールドや成型品に加工を施すことなく成形できるVaRTM製造法による繊維強化樹脂成形物の製造方法及びその製造装置を提供する。
【解決手段】金属製のモールド1上に、分割された所定の厚さを持ち、断面方形状の樹脂供給通路3を形成したゴム状弾性シート2を敷設し、樹脂供給通路3には、複数の樹脂抽出孔4を備え、かつゴム状弾性シート2の表面と面一となるカバー部材5を着脱可能に装着し、このカバー部材5は、断面凹状の樋型に形成され、前記樹脂供給通路3とカバー部材5とで常温硬化型の反応樹脂材料Qが流通する中空部を区画形成するものである。中空部内の樹脂供給通路3の一端側には、反応樹脂材料Qを収容した供給タンクや供給容器等の供給手段6に接続する供給パイプ7を接続し、また樹脂供給通路3の他端側には、吸引ポンプ等のバッキューム手段8を接続する吸引パイプ9が接続される。
(もっと読む)
FRP中空構造体の成形方法
【課題】膨縮可能な中空中子を用いてFRP中空構造体を安定して成形でき、ボイドレス成形による成形収率の向上、補修などの仕上げ加工の不要化あるいはその負担軽減が可能な、FRP中空構造体の成形方法を提供する。
【解決手段】外周に強化繊維基材を配置した中空中子を、複数の型からなる成形型のキャビティ内に配設し、型締めした後、中子内を加圧しながら成形型内に樹脂を注入して成形するFRP中空構造体の成形方法であって、キャビティ内に、中空中子に対し強化繊維基材非配置部分を設けることを特徴とするFRP中空構造体の成形方法。
(もっと読む)
FRP製中空部材の樹脂トランスファー成形法
【課題】
RTM成形法によって、特に大型の、パイプ形状ないし中空状のFRP製中空部材を一体的に成形する方法を提供すること。
【解決手段】
金型の上型と下型に繊維強化材料を敷設し、次いで、上型と下型の間にフィルムバッグを挟みこんで上型と下型を型締めし、その後、フィルムバッグに圧力を加えて繊維強化材料を金型形状に密着させつつ、又は密着させた後、金型内部とフィルムバッグの間に樹脂を導入して繊維強化材料に樹脂を含浸させ、更に、必要に応じて硬化せしめる。
(もっと読む)
真空注入法によりファイバ複合成形品を製造する方法及び装置
【課題】
【解決手段】鋳型キャビティを有する鋳型と、鋳型キャビティ及び液体供給ポリマーを有するポリマー供給源7と連通する複数の入口通路3、21、22と、鋳型キャビティと真空圧源10と連通する複数の真空圧通路2と、前記鋳型を充填する過程の前に、ファイバ材料14が鋳型キャビティ内に挿入され、負圧が真空圧通路2内に、従って、鋳型キャビティ内に発生され、その結果、液体ポリマーが入口通路3、21、22を介してポリマー供給源7から鋳型キャビティ内に吸引される真空注入法によりファイバ複合材成形品を製造する装置及び方法である。1つ又はより多くの入口通路3、21、22は、真空圧源とも連通し及び(又は)1つ又はより多くの真空圧通路2は、ポリマー供給源7とも連通することもできる。  (もっと読む)
(もっと読む)
曲面構造物のラミネート装置及びこれを用いた曲面構造物のラミネート方法
【課題】曲面状の太陽電池モジュール等の曲面構造物のラミネートを容易に行なうことができ、装置コストの上昇や生産性の低下を抑制できる曲面構造物のラミネート装置及びこれを用いた曲面構造物のラミネート方法を提供する。
【解決手段】曲面構造物のラミネート装置を、曲面構造物3を載置するための曲面状の載置面11aを有する熱伝導可能な構造物支持台11が、ベース部材13上にヒータプレート12を介して配置された下体部1と、下面が開口した内部空間22を有すると共に、その内部空間22を上下に遮断するように設けられた弾力性膜23を有する蓋部21と、構造物支持台11を内包するように、下体部1に蓋部21を被せた状態で、下体部1と弾力性膜23とで形成される密閉空間を真空状態に吸引する真空引手段と、で構成する。
(もっと読む)
繊維強化樹脂成形物の製造方法
【課題】樹脂トランスファー成形法またはバキューム樹脂トランスファー成形法において樹脂成形物の硬化不良を有効に防止する樹脂成形物の製造方法を提供する。
【解決手段】図2(a)に示す金属製のベース部材1上に、図2(b)に示すゴム状弾性シート2を敷設する。次いで、ゴム状弾性シート2上にネット等のマット材3、ガラス繊維等の繊維補強基材4、コア材5、繊維補強基材4、ネット等のマット材3を順次積層させて敷設する。そして積層体全体を図2(c),(d)に示すように、樹脂材料投入口6とバキューム配管7を周縁の一部に配設したフィルム状のバキュームバック8で覆い、周縁部をベース部材1上に接着テープ9等で密閉する。その後、バキュームバック8内の積層体をバキューム配管7に接続した図示しないバキュームポンプ等でバキュームし、真空状態にした状態で樹脂材料投入口6から積層体に常温硬化型の反応樹脂材料を供給して含浸硬化させる。
(もっと読む)
金属層と繊維強化プラスチック層とからなるラミネートの製造のための方法
金属層(7)と繊維強化プラスチック接着層(8)からのラミネートの製造において、2次成型用具(1)上に位置されているパック(6)が、形成されている。このパックの上に渡って排気用の媒体(12)と真空フィルム(13)とが、このパックが、真空の影響の下で前記2次成型用具上に押し付けられることができるように、位置されている。最終的に、前記層は、熱と圧力との影響の下で、互いに接着される。特に、比較的大きな製造工程にある製品の場合、様々な前記層が、互いに関してずれるという問題が起こる。本発明に係われば、この目的のために、前記2次成型用具に関して固定されているピン(4)が、設けられている。様々な前記層は、これらの層が、前記ピンに関して前記2次成型用具上の正しい位置に位置されることができるように、穴(9)を有している。  (もっと読む)
(もっと読む)
内圧成形法
【課題】本発明の課題は、FRP製中空部材の内圧成形法であって、作業効率やエネルギー効率の良い成形法を提供することにある。
【解決手段】FRP製中空部材を内圧成形法により成形するに際し、加圧用バッグの加圧に加熱媒体を用いることを特徴とする内圧成形法である。具体的な操作としては、例えば、加熱空気、熱水、水蒸気、ポリアルキレングリコール、シリコーンオイル等の加熱媒体を、中空の成形素材の中に配置された加圧用バッグに加圧下に導入し、成形素材を金型に密着させると共に加熱・硬化を行わせる。
(もっと読む)
断面異形のFRP製中空部材の成形法
【課題】断面が異形のFRP製中空部材を、内圧成形法で容易に、且つ均質な成形体として得る方法を提供することにある。
【解決手段】断面異形のFRP製中空部材を成形するに際し、(1)断面が円形のマンドレルにプリプレグを巻回し、その後マンドレルを引き抜いてプリプレグの中空部材を作成し、(2)該プリプレグの中空部材の中空部分に圧力バッグを挿入し、(3)該圧力バッグが挿入された中空部材を、中空部材の異形状に対応した形状を有する金型であって異形部に補充用のプリプレグを配置した金型内に設置し、(4)次いで、内圧成形法により成形することによって、均質な断面異形のFRP製中空部材が得られる。
(もっと読む)
FRP製中空部材の成形方法
【課題】複雑な形状を有するFRP製中空部材、特に、本体部とこれにほぼ直角の曲部を有するFRP製中空部材を、内圧成形法で一体的に成形する方法を提供すること。
【解決手段】本体部と本体部にほぼ直角の曲部を有するFRP製中空部材を成形するに際し、曲部に、補強用の織物プリプレグを、本体部のプリプレグと繊維方向を揃えて重層し、本体部のプリプレグの外周の少なくとも60%を覆う様に巻付け、次いで内圧成形法により一体成形する成形方法である。
(もっと読む)
蓋
【課題】 成型用鋳型の上面に施蓋するための蓋であって、薄いポリマーシートを成形する際、プレポリマー原料を無駄にせず、気泡が混入する危険性が低く、しかも、成形後にポリマーシートのハンドリング治具としても使用できるを容易に鋳型から剥離することができる蓋を提供する。
【解決手段】 ポリマーシート成型用鋳型の上面に施蓋するための蓋であって、着脱可能な厚板シートと、薄板シートとからなり、前記薄板シートは、支持基板と、該支持基板の一方の面側のポリジメチルシロキサンからなる薄膜と、該ポリジメチルシロキサン薄膜上に形成された離型膜とからなる一体構造を有し、前記厚板シートと薄板シートは同じ位置に少なくとも1個の貫通孔を有することを特徴とする蓋。
(もっと読む)
真空積層装置および真空積層方法
【課題】 前工程から送られる種々の積層体に不良品を発生させることなく、真空積層装置の加圧膜体により加圧して積層成形することを可能とする。
【解決手段】 相対向する上盤12と下盤13のそれぞれに加圧膜体18,29が設けられ、上盤12と下盤13の間に真空室14を形成して、加圧される種々の積層体Cまたは積層体Dに対応して、加圧膜体18を下盤13に向けて膨出、または加圧膜体29を上盤12に向けて膨出させることにより、積層体Cまたは積層体Dの上面および下面のいずれか一方の面のみを、選択的に加圧する。
(もっと読む)
型
【課題】熱可塑性プラスチック表面材料と構造材料との積層体を含む大型構成部品の製造を可能にし、装飾的表面品質の改良及び積層体の改良を含む方法及び成型品を提供する。
【解決手段】型は、表面材料を成形するための閉鎖的で空気非透過性の第一型面22と、型に対して位置する空気透過性ライナ24とを含む。ライナは、型内真空圧がライナに加えられた後、表面材料26が第二型面に接触し、型の形状に合致するよう構成されている。
(もっと読む)
自動車のヘッドライナー用の再生可能な複合プラスチック
表面曲率が不連続であるパネルを製造する方法であって、第1のポリマーで互いに平行な長繊維及び/又は連続繊維強化熱可塑性プラスチックの第1の強化層(102a、104a)を提供する工程と、第1のポリマーと相溶性である第2のポリマーを少なくとも約70容量%有する熱可塑性プラスチックのコア層(106)を提供する工程と、第1のポリマーで互いに平行する長繊維又は連続繊維強化熱可塑性プラスチックの第2の強化層(102b、104b)を提供する工程と、コア層によって強化層を離間するように層を積層する工程と、積層体をパネルの金型に導入すると共に金型を少なくとも所定のポリマーの融点まで加熱する工程であって、それにより層を圧密化してパネルを形成する工程とを含むパネルを製造する方法。 (もっと読む)
FRP製プリフォームの製造方法
【課題】 リプレグを複数積層した状態で、FRP製構造体を成形するとともに、各プリプレグにおける皺の発生を抑制し、もって効率的にFRP製プリフォームを製造する。
【解決手段】 FRP製プリフォームを製造するにあたり、複数のプリプレグを積層したプリフォーム基材10を用いる。プリフォーム基材10には、所定枚数から2枚の数を減じた数のプリプレグ1,1…を積層するとともに、その最上層および最下層にそれぞれ半硬化プリプレグ2,2を積層する。このプリフォーム基材10を所定の形状の凸型形状をなすプリフォームツール23が載置されたベッド20上に置く。それから、フレーム30におけるゴム膜32でプリフォーム基材10をベッド20に押し付けながら、真空引きすることによりプリフォームPを製造する。
(もっと読む)
繊維強化樹脂製中空成形体の製造方法
【課題】 本発明はこのような外観上の欠点が生ずることなく繊維強化樹脂製中空成形体を製造することができる方法を提供する。
【解決手段】 強化繊維に熱硬化性樹脂を含浸させてなるプリプレグであって、前記熱硬化性樹脂を硬化深度5〜10%に予備硬化させたプリプレグの複数枚を可撓性中空芯材の周囲に積層状態で巻きつけ、冷却してプリフォームを形成後、このプリフォームを加温して軟化させた状態で金型内に入れ、前記芯材に空気を圧入しながら加熱して前記プリプレグを硬化させ、最後に芯材を取り除く。
(もっと読む)
高分子複合体の形成もしくは硬化方法
本発明によれば、加熱された蒸気の存在下、高分子複合体を形成もしくは硬化させる工程を含む、高分子複合体の形成もしくは硬化方法が提供される。 (もっと読む)
ジベンゾジアゾシンポリマー
ジベンゾジアゾシンポリマー、ジベンゾジアゾシンポリマーの製法、ジベンゾジアゾシンポリマーから形成される生成物、及びかかるジベンゾジアゾシンポリマーの使用が提供される。 (もっと読む)
201 - 220 / 221
[ Back to top ]