
Fターム[4F204FA13]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の区分 (2,504) | バッグ成形(加圧バッグ、真空バッグ) (221)
Fターム[4F204FA13]に分類される特許
81 - 100 / 221
強化繊維複合材ビームの製造方法
【課題】強化繊維シートの積層体の積層枚数が変化し長手方向に厚さが変化する部分を有する強化繊維複合材ビームを、所定形態に、容易にかつ精度良く成形する。
【解決手段】横断面にT形の形状部を含むとともに、長手方向に厚さが変化する部分を有する強化繊維複合材ビームの製造方法であって、(a)横断面に、L形部を持つ2つの強化繊維シートの積層体2a、2bを背中合わせにしたT形部を含み、長手方向に、強化繊維シートの積層枚数が変化する部分を有し、L形部の屈曲部の谷側の曲率半径R1が長手方向に一定である予備成形体1を製造する予備成形体製造工程と、(b)予備成形体1のより厚い部分において、T形部における垂直部5を水平部6に向けて近づけることにより、その部分における前記曲率半径R2を他の部分における曲率半径よりも小さくした曲率半径変化成形体10を成形する曲率半径変化成形体成形工程を含むことを特徴とする。
(もっと読む)
繊維強化プラスチックの成形方法

【課題】上型を使用しないVaRTM法にて繊維強化プラスチックを成形する方法に関し、樹脂の廃棄量削減と成形品の収率の向上との両立を可能ならしめて、複合材料の高強度化、軽量化することが可能な繊維強化プラスチックの成形方法。
【解決手段】成形型1の上に強化繊維材2、副資材を配置し、強化繊維材、副資材を密閉媒体8で覆い、密閉媒体8と成形型1の間を気密にシールし、密閉媒体8と成形型1との間を排気すると共に強化繊維材2に樹脂を注入して硬化させる繊維強化プラスチックの成形方法において、樹脂注入路5と真空吸引路6を設けて、真空吸引路6から排気しながら、樹脂注入路5から規定量の樹脂を注入・含浸した後、樹脂の注入を停止し、且つ真空吸引路6から樹脂が流出する前に、排気を停止し、実質的に強化繊維材2に注入・含浸した樹脂を真空吸引により除去しないで、樹脂を硬化させることを特徴とする繊維強化プラスチックの成形方法。
(もっと読む)
複合材料から成る部品を製造するための可撓性膜
本発明は、複合材料から成る部品を製造するのに用いられる成形装置に関する。この成形装置は誘導性の可撓性膜(1)と導電性の剛体部分(2)を含む。誘導性の可撓性膜は磁界を発生し、それが剛体部分に渦電流を生成し、熱の流れを生む。この熱の流れが伝導によって複合材料から成る部品を加熱する。 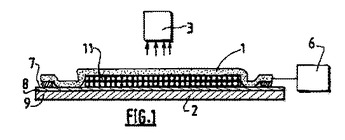 (もっと読む)
(もっと読む)
電子写真用ベルトの製造方法
【課題】電子写真用ベルトに求められる均一な表面性と導電性、及び機械的強度を満足させる電子写真用ベルトの製造方法を提供する。
【解決手段】結晶性熱可塑性樹脂を主成分とする樹脂組成物からなる管状フィルムを、円筒状外型と膨張可能な機構をもつ円筒状内型に挟持し、加熱冷却処理する電子写真用ベルトの製造方法であって、該管状フィルムが非晶状態であり、該加熱冷却処理を、下記の(1)〜(3)の条件で行う:(1)一段目の加熱冷却処理の加熱温度が、該結晶性熱可塑性樹脂のガラス転移温度(Tg)以上で結晶化速度が最速である温度(Tx)以下であり、かつ、10℃/min以上の速度で加熱温度に到達する;(2)二段目以降の加熱冷却処理の加熱温度が、Tx超該結晶性熱可塑性樹脂の融点(Tm)未満である;(3)加熱冷却処理の冷却到達温度が、Tg以下である。
(もっと読む)
複合炭素繊維基材、プリフォームおよび炭素繊維強化プラスチックの製造方法
【課題】賦形性に優れて、成形後の耐衝撃性に優れる複合強化繊維基材を提供することにある。また、前記の複合強化繊維基材を使用して、繊維配向が乱れず、ハンドリング性および成形されたときに耐衝撃性に優れるプリフォームを提供すること
【解決手段】強化繊維からなるシート状の強化繊維基材の少なくとも片面に、短繊維からなる不織布が積層され、該不織布を形成する短繊維が該強化繊維基材に貫通することにより、該強化繊維基材と該不織布が一体化されていることを特徴とする複合強化繊維基材。
(もっと読む)
バリア層と共に粘弾性層を含む複合物品
第1及び第2の樹脂マトリックスを含む繊維強化樹脂マトリックスの第1及び第2の層と、i)少なくとも1つの粘弾性層と、ii)少なくとも1つのバリア層と、を含む、繊維強化樹脂マトリックスの第1の層と第2の層との間に位置決めされ、第1及び第2の樹脂マトリックスに結合されている粘弾性構造体と、を含む、繊維強化樹脂マトリックス複合材料積層体が提供される。いくつかの実施形態において、粘弾性構造体は、少なくとも1つの粘弾性層と組成が異なる少なくとも2つのバリア層を含み、少なくとも2つのバリア層は、前記第1及び第2の樹脂マトリックスに結合されている。いくつかの実施形態において、1つ以上のバリア層は有機溶媒に対して実質的に不透過性、及び/又は水に対して実質的に不透過性、及び/又はガスに対して実質的に不透過性であってもよい。 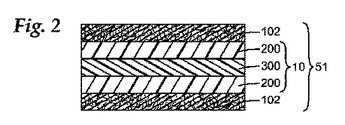 (もっと読む)
(もっと読む)
湾曲形状強化繊維基材、およびそれを用いた積層体、プリフォーム、繊維強化樹脂複合材料とそれらの製造方法
【課題】長手方向に沿って湾曲し湾曲形状に沿って強化繊維が望ましい形態で配向された強化繊維基材、それを少なくとも1層積層した湾曲形状強化繊維積層体とそれを効率よく短時間で作製可能な方法、および、その積層体を用いたプリフォームとその効率の良い賦形方法、そのプリフォームを用いた長尺の湾曲形状繊維強化複合材料とその製造方法を提供する。
【解決手段】平面形状が湾曲形状であり、複数の強化繊維糸条が湾曲形状の周方向に沿う方向に並行に配列されており、該周方向の一方向に配列されている複数の強化繊維糸条と交差する方向によこ糸の補助糸条が配列されていることを特徴とする湾曲形状強化繊維基材、該基材を用いた湾曲形状強化繊維積層体、プリフォーム、強化複合材料とそれらの製造方法。
(もっと読む)
複合構造を作製するためのプロセス及び装置
【課題】航空エンジンナセル及びダクト部品に適した吸音外板等の有孔複合構造を作製するためのプロセス及び装置を提供する。
【解決手段】このプロセスは、マット部材、非含浸織物部材、樹脂フィルムを工具表面上に配置して、このマット部材上に配置されたピンを、織物部材と樹脂フィルムとを貫通して突出させ、穴を形成するステップを含む。織物部材は、マット部材と樹脂フィルムとの間に位置し、織物部材と樹脂フィルムとは、マット部材と工具表面とに沿う積重体を形成する。次にコール部材を積重体上に配置して、ピンをコール部材の孔に挿通させる。積重体を加熱することで、樹脂フィルムを溶融させ、溶融樹脂を織物部材に注入し、樹脂注入織物積重体を得た後、樹脂注入織物積重体中の溶融樹脂を少なくとも部分的に硬化させる。
(もっと読む)
繊維強化樹脂成形品の製造方法
【課題】過剰な手間・コストを要することなく、中空部を有する繊維強化樹脂成形品を精度高く製造する方法を提供する。
【解決手段】中空部5bとその開口部20bを有する成形品を製造する繊維強化樹脂成形品の製造方法において、その真空バッグ10は、被成形物3の中空部5b内に挿入させて内側から密着する内バッグ10bと、外型21,22の外面総てを覆って密着する外バッグ10aとからなり、内バッグ10bの開放側端縁が外バッグ10aの切り欠き部端縁に内外気密的に接続されてなり、真空バッグ10内を減圧することで外バッグ10aを外型21,22の外面に密着させて外側から押圧するとともに、内バッグ10bを内側から密着させて被成形物3を外型21,22の内面に押圧し、且つ非加圧雰囲気内で加熱する。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】搬送治具自体にプリフォーム基材に有する樹脂材料を介して接着させ、搬送することで、取扱性・搬送容易性に優れ、プリフォームの賦形形状を維持したまま、かつプリフォームの品位を損ねることなく、成形型まで搬送し、かつ成形型の所定の位置に精度良く、毎回同じ位置に配置することができるプリフォームの搬送方法を提供する。
【解決手段】強化繊維基材の表面に樹脂材料を有するプリフォーム3を、該樹脂材料を介してプリフォーム搬送治具2に仮接着した状態で成形型に搬送し、設置した後、プリフォーム搬送治具2をプリフォーム3から取り外して、プリフォーム3を成形型に配置する。
(もっと読む)
繊維強化プラスチック構造体およびその製造方法
【課題】スティフナなどの突起部を有するFRPパネル構造体のVaRTM(真空減圧補助の樹脂トランスファー成形)を、該パネル上への突起部の高い位置決め精度で実現する。
【解決手段】プリフォーム23の突起部とパネル23表面それぞれの少なくとも1面に接触するように、互いに嵌合する構造を有する治具22,23を配置し、プリフォーム22,23への樹脂含浸が完了した後、余分な樹脂を吸引除去する工程を含み、かつ、該工程の開始時点から樹脂の硬化が行われるまでの間に上記治具22,23が嵌合することで、該突起部の位置決めが行われることを特徴とする繊維強化プラスチック構造体の製造方法。
(もっと読む)
繊維強化プラスチックパネル製造装置
【課題】繊維補強基材の積層体に樹脂材料を含浸させる際、含浸状況を確実に把握できるようにした繊維強化プラスチックパネルの製造装置を提供する。
【解決手段】繊維補強基材の積層体4を覆ったバキュームバッグ7の内側に樹脂材料Wを供給パイプ6を通じて供給する前に、積層体4の層間にセンサ10a、10bとなる2本の導体箔を、互いが通電しない状態で間隔をあけて配置しておき、モールド1上でバキュームバッグ7の内側の空気を吸引しつつ、バキュームバッグ7の内側に樹脂材料Wを供給して積層体4に樹脂材料Wを含浸させる際に、センサ10a、10bとなる2本の導体箔間の損失係数または電気容量の少なくとも一方を測定し、この測定結果に基づいて含浸状況を判断する。
(もっと読む)
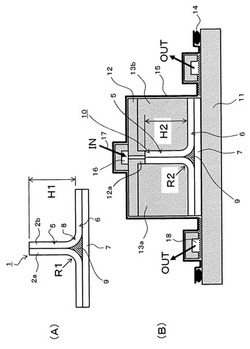
航空機の平面部材およびその製造方法
本発明は、航空機(2)の平面部材(1)であって、前記平面部材が材料厚(4)を有する面(3)を形成し、前記面が座屈剛性を高めるために、ウエブ高さ(6)を有するウエブ(5)によって規定された少なくとも前記面の一部または部分面(7)に、ビード高さ(9)を有する少なくとも1つの補強ビード(8)を備えて実施されており、前記補強ビードが前記ウエブ(5)の間で前記部分面(7)にわたって延びているものに関する。さらに、特にオートクレーブ内でこのような平面部材の製造を可能とする製造方法がなお提案される。
(もっと読む)
複合材製品製造方法
【課題】シリコンバッグの経済性を維持しつつ、作業性及び品質を向上させることができる複合材製品製造方法を提供する。
【解決手段】成形型1の上に載置した強化繊維基材2をシリコンシート10に封入する密封工程と、成形型1とシリコンシート10との間に形成された成形空間内から真空引きする真空吸引工程と、真空とした成形空間の内部に液状樹脂9を注入して強化繊維基材2に含浸させる注入・含浸工程と、強化繊維基材2に含浸した液状樹脂9を硬化させる樹脂硬化工程と、を備えている真空含浸工法を用いて複合材製品を製造する複合材製品製造方法において、シート状素材として薄肉化した透明なシリコンシート10が用いられている。
(もっと読む)
樹脂トランスファー成形のための定圧注入法
PMCおよび複合体を製造するための方法および装置は、樹脂のレザボアおよびプレフォームが、注入段階の期間中、実質的に同一真空圧下に維持される注入段階、またはメンテナンスと連絡した連絡構造物を含む。実質的に同一の真空圧は繊維プレフォームの真空バッグ封入アセンブリの内部または外部に封入されたコラプシブル樹脂レザボアを使用して達成することができる。この方法は最大の達成可能な真空圧縮圧および簡略化された樹脂注入法をもたらす。この方法は、オートクレーブを使用して製造されるものに匹敵する、またはそれを超える繊維体積、ボイド含量およびラミネート品質を有する、本明細書にも開示されたプレプレグおよび航空機等級の繊維強化樹脂複合体を製造するために使用することができる。 (もっと読む)
成形された複合アセンブリ及びその製造方法
複合アセンブリ(10)の形状を形成する装置(50)及び方法であって、第1の表面(46)を有する型(51)と、その上に複数の真空バッグシート(53、55)を含む真空バッグ(45)と、その中にある複合アセンブリ(10)とを含み、複合アセンブリは複数の結合可能な層(12)を含み、少なくとも1つの複数の真空バッグシートは、複数の結合可能な層と型の第1の表面との間にあり、複数の結合可能な層は、真空バッグの内圧が減少し、バッグ及び複合アセンブリの複数の結合可能な層を型から取り除いても、型のネガ像である形状を保持できる、装置及び方法。 (もっと読む)
等方静水圧成形法に用いる包装材
【課題】薄くても静水圧プレスに耐えうる耐ピンホール性を有する、静水圧プレス用の包装材、およびその包装材を用いる静水圧プレスの方法を提供することを課題とする。
【解決手段】望ましくは、静水圧プレス用の包装材として、ナイロン層及び又はポリエチレンテレフタレート層を有するフィルムに二軸延伸直鎖状低密度ポリエチレン層をラミネートしたフィルムを用いる。当該フィルムを二軸延伸直鎖状低密度ポリエチレン層が内側になるように袋状にし、圧着成形したい物を袋の中に入れて密封し、静水圧プレスをかける。
(もっと読む)
繊維強化プラスチックパネルの製造方法および製造装置
【課題】繊維補強基材の積層体に樹脂材料を含浸させる際、含浸状況を確実に把握できるようにした繊維強化プラスチックパネルの製造方法および製造装置を提供する。
【解決手段】繊維補強基材の積層体4を覆ったバキュームバッグ7の内側に樹脂材料Wを供給パイプ6を通じて供給する前に、積層体4の層間にセンサ10a、10bとなる2本の導線を、互いが通電しない状態で間隔をあけて配置しておき、モールド1上でバキュームバッグ7の内側の空気を吸引しつつ、バキュームバッグ7の内側に樹脂材料Wを供給して積層体4に樹脂材料Wを含浸させる際に、センサ10a、10bとなる2本の導線間の損失係数又は抵抗を測定し、この測定した損失係数又は抵抗値に基づいて含浸状況を判断する。
(もっと読む)
制御された大気圧樹脂注入プロセス
【課題】高品質の複合部品の製造方法を可能にすることを特徴とする樹脂注入プロセスを提供する。
【解決手段】樹脂供給タンクを大気圧よりも低い圧力まで排気し、循環圧縮を用い、かつ正味の成形圧力を制御することによって、樹脂注入プロセス、特に真空補助樹脂トランスファ成形プロセスをより適切に制御し、かつオートクレーブを用いて製造されたものに匹敵する、またはそれを超える繊維体積分率およびツール側表面の仕上げを有する航空宇宙級の繊維強化樹脂複合材料を生成することができる。
(もっと読む)
繊維強化樹脂成形体の製造装置及び製造方法
【課題】 繊維強化樹脂の成形工程においてガラスクロス等の基材がずれてしまうことが抑制され、また、成形後の脱型工程において、より簡便な方法で繊維強化樹脂を金型から取り外すことができる繊維強化樹脂成形体の製造装置及び製造方法を得ることを目的とする。
【解決手段】 金型2には内部と外部を貫通する穴を設け、この穴に通気性を有する入れ子7を嵌めこむ。金型2に繊維クロス10を保持させるクロス設置工程では、入れ子7を介して金型2内の空気を吸引する。樹脂注入パイプ6から樹脂を流し込み、繊維クロス10に含浸させ硬化した後、繊維強化樹脂成形体を脱型する。この脱型の際には、入れ子7を介して金型2内に空気を流入させることにより、脱型が簡便に行える。
(もっと読む)
81 - 100 / 221
[ Back to top ]