
Fターム[4F204FA13]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の区分 (2,504) | バッグ成形(加圧バッグ、真空バッグ) (221)
Fターム[4F204FA13]に分類される特許
101 - 120 / 221
中空成形品の製造方法及び装置
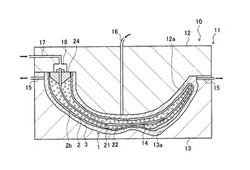
【課題】内圧成形法で複雑な形状を有する中空成形品を成形するのに好適な方法及び装置を提供する。
【解決手段】中空成形基材1の中空部2bに袋状体22を挿入し、次いで中空部2bに充填材14を充填する。そして、成形型11のキャビティ空間部内で袋状体22に加圧流体を供給して袋状体22を膨張させる。これにより、充填材14を介して袋状体22の押圧力を中空成形基材1に伝達し、中空成形基材1を成形型11のキャビティ面12a、13aに押圧して中空成形品を成形する。
(もっと読む)
強化繊維基材積層装置及び強化繊維基材積層方法

【課題】簡単な構成で強化繊維基材の積層位置を正確に示すことができ、強化繊維基材を容易に位置決めできる強化繊維基材積層装置及び強化繊維基材積層方法を提供する。
【解決手段】非磁性体からなる成形型2の予め設定された積層端末基準位置L1に埋設された電磁石5に通電して、その磁力により磁性体8を積層端末基準位置L1に保持する。従って、強化繊維基材21の積層位置を正確に示すことができる。そして、その磁性体8を目印として、強化繊維基材21の積層端末22aを積層端末基準位置L1に一致させて強化繊維基材21を成形型2に積層する。従って、強化繊維基材21を容易に位置決めして積層することができる。
(もっと読む)
繊維強化プラスチックの製造方法及びその加熱処理装置
【課題】長大の繊維強化プラスチック成形品に対して加熱硬化処理を可能とする繊維強化プラスチックの製造方法及びその装置を提供する。
【解決手段】繊維強化プラスチック成形品16が帯状品であり、該繊維強化プラスチック成形品全幅に亘る加熱範囲を長手方向に移動させ、任意の部位が所定時間加熱される工程を具備する熱硬化型の繊維強化プラスチックの製造方法に係り、又該繊維強化プラスチックに常温硬化樹脂が使用され、常温硬化後、加熱範囲を長手方向に移動させ、任意の部位が所定時間加熱される工程を具備する。
(もっと読む)
加圧成形パッド
【課題】オス型に積層した繊維強化樹脂複合材の積層体の外側に被せて用いられる加圧成形パッドの加圧成形時に必要な弾性特性を損なわず、着脱や成形使用の繰返しにおいて変形の激しい部分の損傷を防止する。
【解決手段】本発明の加圧成形パッドは、オス型治具4の頂部bに跨って被せられるゴム製の加圧成形パッド15であって、表面のうち、頂部の曲率の大きい一端部に合わせられる部分の外表面のみに、目の空いた織物14が接着され、織物が接着される表面以外の表面にゴム材が露出するとともに内部がゴム材のみで構成されてなる。織物は、構成糸14a1本の太さ以上の間隔に目の空いたものとする。本パッドは、頂部の曲率の大きい一端から他端側に移るに従って当該頂部の曲率が小さくなるオス型の形状に倣って曲率が変化する形状を有し、前期一端相当位置から他端側に移るに従って織物の構成糸が太く、織物の目が粗くなっている。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】良好な流動性、複雑な形状の成形追従性を有する基材を用いて、繊維強化プラスチックとした場合、優れた力学特性、その低バラツキ性、優れた寸法安定性を安定して発現する高品位・高品質の繊維強化プラスチックの製造方法を提供すること。
【解決手段】板厚の異なる段差部を有する繊維強化プラスチックを、
(1)プリプレグ基材の積層数が多い厚肉部と、プリプレグ基材の積層数が少ない薄肉部と、厚肉部と薄肉部との境界である段差部とが形成されるように積層し、板厚の異なる平板状の積層体を得、
(2)成形型に設けられている段差部に、積層体の段差部が位置するように位置決めして配置し、積層体を伸長させて充填させ、
(3)前記成形型から前記繊維強化プラスチックを取り出して、成形する。
(もっと読む)
バキューム成形装置
【課題】複数回のバキューム成形に亘ってフィルム材を再利用することができるバキューム成形技術を提供する。
【解決方法】バキューム成形装置10は、カーボン繊維(素材)50を所定の形状を有する製品に成形する成形面22を有するプリフォーム型(成形型)12と、プリフォーム型12の成形面22を気密に覆うバッグフィルム(フィルム材)30を備えている。バッグフィルム30には、成形前後のカーボン繊維50を成形面22とバッグフィルム30の間に出し入れ可能に開閉するファスナ部40が形成されている。そのため、カーボン繊維50を成形面22とバッグフィルム30の間に出し入れする際に、ファスナ部40を通して出し入れすることができ、プリフォーム型12に接合されているバッグフィルム30を取り外す必要がない。複数回のバキューム成形に亘ってバッグフィルム30を再利用することができる。
(もっと読む)
RTM成形繊維強化複合材料、およびその製造方法
【課題】優れたマイクロクラック耐性を有し、かつ、一定疲労付与後の圧縮特性に優れたRTM成形繊維強化複合材料を提供すること。
【解決手段】エポキシ樹脂を含む主剤とエポキシ樹脂を硬化させうる成分を含む硬化剤とからなり、180℃の温度下で2時間硬化した硬化物について、ASTM D5045−93に従って測定された25℃での破壊靭性(GIc)が100〜200J/m2のエポキシ樹脂組成物を、弾性率が200〜400GPaである炭素繊維を積層してなるプリフォームに注入含浸して加熱硬化されてなる繊維強化複合材料であり、23℃環境下での有孔板圧縮強度が220〜300MPaであることを特徴とするものである。
(もっと読む)
複合材を製造する方法及び風車羽根
複合材を製造する方法が提供される。この方法は、少なくとも1つの繊維マット(11,12,14,15,19−22)を型(1,7,17)の内面に配置するステップと、型(1,7,17)の内面と少なくとも1つの繊維マット(11,12,14,15,19−22)との間に吸引作用を提供するステップと、少なくとも1つの繊維マット(11,12,14,15,19−22)のうちの最も外側の繊維マット(15,22)を少なくとも1つの真空バッグ(5A,5B)で被覆するステップと、真空バッグ(5A,5B)と型(1,7,17)との間の領域に、真空を加えながら樹脂を注入するステップと、樹脂を硬化させるステップと、型(1,7,17)を除去するステップとを含む。  (もっと読む)
(もっと読む)
FRPの製造方法
【課題】高精度なアウターモールドラインが要求されるC型断面桁材のコーナー部の板厚と平坦部の板厚を均一にできる成形方法を提供する。
【解決手段】強化繊維基材の積層体からなるウェブ4とフランジ3を有し、C型断面を有する繊維強化プラスチックの製造方法であって、強化繊維基材の積層体からなるウェブとフランジを有するプリフォーム1を雌型に配置する際に、前記プリフォームのフランジのインナーモールドライン側の端部6から前記プリフォームのフランジのアウターモールドライン側の端部7を結ぶ線8と、前記雌型のフランジに該当する壁面9との間に実質的に隙間が無いように配置する工程を含むこと等を特徴とする。
(もっと読む)
繊維強化樹脂構造体の製造装置及び製造方法
【課題】含浸欠陥の発生を解消することができる繊維強化樹脂構造体の製造方法及びその製造装置を提供する。
【解決手段】第1型11と、該第1型11を覆うフィルム状の第2型12とからキャビティーを形成してなり、該キャビティー内に設置された繊維積層体15に、減圧状態で樹脂16を含浸させてなる繊維強化樹脂構造体の製造装置であって、前記第2型12側に配設され、前記繊維積層体15に含浸させる樹脂16の流量を増加させる網目状の樹脂フローメディア22と、前記樹脂フローメディア22の第1型11側に配設されてなり、主樹脂供給部(第1の樹脂供給部)14−1から注入される流動樹脂のフローフロントの進行を抑制する樹脂流れ抑制部材21とを有する。
(もっと読む)
口金付樹脂管及びその製造方法
【課題】口金付樹脂管の口金と樹脂管との接合部における気密性の維持を課題とする。
【解決手段】本発明は、口金1と、一端部を口金に接合した樹脂管2とを有する口金付樹脂管であって、一端部2aの外周面が、口金内に配置され口金の内周面に被着接合している口金付樹脂管である。また、本口金付樹脂管を製造する本発明の製造方法であって、口金より熱膨張率が大きい棒材を用い、樹脂管を構成する樹脂管構成材を棒材に巻き付けて筒状にして、樹脂管構成材の筒状にされた一端部を口金内に、当該一端部内に棒材を、これら3者を略同軸にして配置した上で加熱する加熱工程を備え、本加熱工程により、樹脂管構成材を溶融させつつ、口金と棒材の熱膨張率差により前記一端部に口金からの外圧及び棒材からの内圧を生じさせて前記一端部の外周面を口金の内周面に圧着保持して前記一端部の外周面を口金の内周面に融着させ、樹脂管を成形する製造方法である。
(もっと読む)
航空機および宇宙機のための繊維複合構成材を製造するための方法および成形装置
航空機および宇宙機のための補強された繊維複合構成材(1)を製造する方法では、予め鋳型部(3)が形成された成形工具(2)が提供される。成形支持部材(4)が、成形工具(2)の鋳型部(3)で成形される。成形支持部材(4)の少なくとも一部上には半完成繊維製品(5)が配置される。配置された半完成繊維製品(5)を成形支持部材(4)で変形することで、少なくとも一つの補強部(7、8、9)が成形支持部材4上に形成される。その後、成形支持部材(4)は、成形支持部材(4)上に形成された補強部(7、8、9)と共に成形工具(2)から取り外される。このように形成された補強部(7、8、9)は、成形支持部材(4)に支持されている。形成された補強部(7、8、9)は、対応する繊維複合構成材(12)に対して、位置決めさた状態で配置される。その後、補強部(7、8、9)が硬化され、補強された繊維複合構成材(1)が形成される。成形装置は、予め形成された鋳型部(3)と、鋳型部(3)に取り外し可能に保持された成形支持部材(4)とを有する。 (もっと読む)
内圧成形装置
【課題】袋状体の取付作業や交換作業を容易に実施できる内圧成形装置を提供する。
【解決手段】成形型2には、成形室3の室内と室外との間を連通する連通路4が設けられており、その連通路4には閉鎖部材6が着脱可能に取り付けられている。そして、閉鎖部材6には袋状体10のエアバルブ11が取り付けられている。従って、閉鎖部材6を連通路4に取り付けることによって袋状体10を成形型2に簡単に取り付けることができ、また、閉鎖部材6を連通路4から取り外すことによって袋状体10を成形型2から簡単に取り外すことができる。従って、袋状体10を簡単に着脱でき、袋状体の交換作業を簡単に行うことができる。
(もっと読む)
積層パネルとその製造方法
【課題】作業者がVOCガスを吸入したり樹脂に接触したりせず、更に、手作業によりコア材のスリットにパテを塗り込んだり、コア材を予め曲面に合わせて変形させたりすることなく、短時間かつ容易に、即ち一発成型により曲面を有するコア材と強化繊維とを積層した積層パネルを製造する方法を提供する。
【解決手段】コア材を合成樹脂製の平板状体の片面に複数の膨出部が小間隙を開けて一体的に形成し、前記小間隙は前記積層体を前記型材表面に形成された曲面に沿わせて撓ませたときに、この積層体の曲がりを阻止することがなく、且つ、液状の樹脂を全体的に供給することができる樹脂の小流路を形成し、更にこの樹脂が硬化して膨出部同士が一体化するように配置した。
(もっと読む)
ドレープ成形方法
【課題】プリプレグ積層体を曲げるに際し、シワやボイドの無い良質な成形体を得るためのドレープ成形方法を提供する。
【解決手段】平板状に積層したプリプレグ積層体を、所望の型上で横断面に屈曲部を有する柱状に賦形した後に加熱硬化させるドレープ成形方法であって、プリプレグに使用しているマトリックス樹脂の40℃における粘度が1500Pa・s以上30000Pa・s以下で、かつ該プリプレグ積層体を50℃以上100℃以下に加熱した後、真空脱気法を用いて3分以上25分以下の時間をかけて所望の型に賦形した後に加熱硬化させることを特徴とするドレープ成形方法。
(もっと読む)
真空RTM成形方法
【課題】繊維体積含有率が高く、樹脂欠損の無い、高品質のFRP成形品を効率よく確実に製造できる真空RTM成形方法を提供する。
【解決手段】成形型上に強化繊維プリフォームを配置し、バッグ材で覆って、内部を吸引により減圧する減圧工程A、所定温度T0において、強化繊維プリフォームに液状熱硬化性樹脂を注入し、強化繊維プリフォームに含浸させた後に、注入を閉止する樹脂注入工程B、温度T0よりも高い所定の温度T1まで昇温する第1の昇温工程C、温度T1において、樹脂含浸強化繊維プリフォーム内の余剰な樹脂を吸引・排出するブリード工程D、温度T1よりも高い所定の温度T2まで昇温する第2の昇温工程E、温度T2において樹脂を硬化させる硬化工程Fを有することを特徴とする真空RTM成形方法。
(もっと読む)
フランジ付き繊維強化樹脂中空部品の成形方法
【課題】異形断面や曲がり部を持つフランジ付き繊維強化樹脂中空部品を、十分に軽量化した状態でかつ肉厚もほぼ等しい状態で、容易にかつ低コストで成形することができる成形方法を提供する。
【解決手段】予備成形した中空樹脂コア10と第2のコア15との接合体の外周に強化繊
維21とマトリックス用樹脂24とを積層して中空積層体20とする。中空積層体20か
ら第2のコア15を引き抜き、引き抜いた領域を押圧してフランジ状部分26を形成する
。その中空樹脂コア10内に加圧用バッグ30を挿入配置し、成形型40内に配置する。
成形型内に配置した中空積層体20の加圧用バッグ30内に圧力を付与しながら加熱して
、フランジ状部分26も含めて樹脂と強化繊維とを一体化する。
(もっと読む)
FRP構造体の製造方法
【課題】一体化された構造体が優れた強度特性を発揮でき、とくに接合界面部分で高い層間強度を保持できるとともに、大型のFRP構造体でもオートクレーブなどの設備を使わず安価にかつ容易に成形できるようにしたFRP構造体の製造方法を提供する。
【解決手段】少なくとも一つ以上のプリキュアした繊維強化複合材の一部に接着剤を配置する接着剤配置工程と、高靭性化粒子を少なくとも前記接着剤との接合面側に分散付与した強化繊維基材を前記接着剤の層と接して配置する強化繊維基材配置工程と、繊維強化複合材の一部あるいは全部と強化繊維基材の全部を密閉媒体で覆って内部を減圧する密閉減圧工程と、密閉媒体内部を加熱する加熱工程と、密閉媒体内に樹脂を注入して硬化させる樹脂注入硬化工程を含むことを特徴とするFRP構造体の製造方法。
(もっと読む)
複合材部材の製造方法及びプリプレグシートの積層体
【課題】本発明の目的は、しわの少ない複合材部材の製造方法を提供することである。
【解決手段】複合材部材の製造方法は、プリプレグシートが積層された積層体(4)を型(7)に沿わせて賦形するステップを具備する。積層体(4)は、繊維が一方向に揃えられた第1層を含む。第1層において、一方向と交差する第1表面(44a)と、一方向と交差する第2表面(44b)とが互いに対向するようにつき合わされている。
(もっと読む)
中空成形体及びその成形方法
【課題】フランジ部の剛性を高める。
【解決手段】
バンパービーム1は、成形の際内部に加圧オイルを導入することにより加圧膨張した袋状バッグ7と、該バッグ7の外周に配置されたシート状SMC成形材30,32を上記オイルによるバッグ7の膨張圧により成形型35の成形面31a,33aに押圧密着させて角筒状に成形されたバンパービーム本体9と、該バンパービーム本体9から外方へ張り出すフランジ部11とを備えている。上記バンパービーム本体9の端面1aには、該バンパービーム本体9の成形の際、オイルを導入する導入孔13が上記バッグ7の内部に連通するように形成され、上記フランジ部11及び導入孔13周りは、上記バンパービーム本体9の成形の際、該バンパービーム本体9の肉厚よりも厚く成形されている。
(もっと読む)
101 - 120 / 221
[ Back to top ]