
Fターム[4F204FG08]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 予備成形成品及びその製造 (999) | 製造 (435) | 押出成形 (93)
Fターム[4F204FG08]に分類される特許
61 - 80 / 93
フロアマットおよびその製造方法

【目的】 フロア基材の表層部に係着させる機能をもたせることで、フロア基材に対する強固なアンカー効果を発揮して、乗員の乗降時の負荷による位置ずれや浮き上がりおよび周縁部のめくれなどを確実に防止して、フロア基材の汚染や摩耗による損傷を回避するとともに、騒音の車室内侵入低減効果を高めることができるフロアマットを提供する。
【構成】 フロアマット1は、パイル構造のカーペット(表層材)2と、その裏面に接合される熱可塑性エラストマー(TPE)からなる裏ゴムシート(裏層材)3を備え、この裏ゴムシート3の裏面には、自動車の室内7においてフロアパネル8に沿わせて成形・敷設されたフロア基材9のパイル構造の表層部9bに係着可能なフック部4を設けた多数の突起60を形成する。
(もっと読む)
光学部材の製造方法及び製造装置ならびに光学部材

【課題】粉体となったナノコンポジット素材を、ハンドリング性を高めて光学部材に成形し易くすると共に、流動性が悪い材料であっても所望の光学特性に安定して成形できる光学部材の製造方法および製造装置ならびに光学レンズを提供する。
【解決手段】無機微粒子が熱可塑性樹脂に含有されてなるナノコンポジット粉体61から光学部材67を形成する光学部材の製造方法であって、ナノコンポジット粉体61を加熱して塊状の中間体63を作製する中間体作製工程と、中間体63を加熱圧縮して最終形状の光学部材67に形成するプレス成形工程と、により光学部材を製造する。
(もっと読む)
積層板及びその製造方法
【課題】強度を高めることができるとともに、大きさに係わらず成形後の歪みの発生を抑制することができる積層板及びその製造方法を得る。
【解決手段】車両用デッキボード1は、裏面側シート素材16と表面側シート素材15との間に発泡樹脂13およびリインフォース20を介在させた状態で下型21および上型22を型締めすることで、裏面側シート素材16および表面側シート素材15を溶着して嵩上げ架橋材入り積層部材26を形成し、裏面側シート素材16および表面側シート素材15を下型21および上型22にそれぞれ真空吸引させながら、裏面側シート素材16と表面側シート素材15とを溶着して形成した嵩上げ架橋材入り積層部材26の内部に圧縮空気を注入してブロー成形することで成形されている。
(もっと読む)
プラスチックレンズ成形方法
【課題】射出成形時の残留応力による光学歪みがほとんどなく、光学特性の優れたレンズを短い成形サイクル時間で効率よく成形することができるプラスチックレンズ成形方法を提供する。
【解決手段】プラスチックレンズ成形方法であって、最終寸法のレンズ35と同重量でガラス転移点以上の温度のレンズプリフォーム15を用意する準備工程と、ガラス転移点以上の温度のレンズプリフォーム15をガラス転移点以下の一定温度の圧縮成形機構30により圧縮してレンズ成形する圧縮成形工程と、によりプラスチックレンズ35を成形する。
(もっと読む)
ドーズを移送するための装置
流動性材料のドーズ(D)から物体を形成するための形成手段(2,6)と、この形成手段(2,6)へ前記ドーズ(D)を移送するための移送手段(10)とを備え、前記移送手段(10)が前記ドーズ(D)を受け入れるための凹所(306;606;13)を有する装置であって、前記凹所(306;606;13)内には、前記移送手段(10)の内部で前記ドーズ(D)を案内するための転動手段(315;615;15;115;215;415)が設けられている。  (もっと読む)
(もっと読む)
多層物品の製造方法
本発明は、少なくとも一つの機能層2、20を具備する溶融多層樹脂の定量材1を圧縮成形することによって合成樹脂の多層物品9を製造する方法に関するものである。定量材の各層は圧縮時には溶融状態にある。該方法は少なくとも、ダイを通して樹脂を同時押出しすること、定量材1を得るために押出物を周期的に切断すること、及び定量材1を型のキャビティ内に溶融状態で置くこと、を含んでいる。該方法は、定量材内で、押出し方向とこの押出し方向に平行な機能層2、20の配置とを規定している。該方法は、押出し方向に交差する圧縮軸線16に対する非対称性を層の流れに導入するように、圧縮軸線16に沿って定量材が圧縮されることを特徴としている。
本発明は、前述の方法によって得られた物品に、及びこの方法の状況で用いられる定量材に、及び前述の方法を実行するための装置にも関係している。 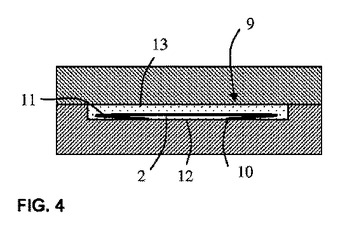 (もっと読む)
(もっと読む)
医療用栓体
【課題】 輸液の漏洩や注射針の抜けのない医療用キャップを提供する。
【解決手段】 輸液容器に取り付けるための外枠体と合着し、前記輸液容器から輸液を取り出すために注射針を突き刺すエラストマー樹脂のみからなる単体の輸液用栓体を、原材料であるエラストマー樹脂を金型内に充填してコンプレッション成形する輸液用栓体の成形方法であって、
前記金型内の下金型表面上に、押し出し機から押し出して切り出された形状で原材料であるエラストマー樹脂を供給し、
前記下金型と上金型が、両金型の接近によって該金型内で前記原材料へ直に圧力を与え、前記原材料を圧潰しながら前記金型内に充填して、上記下金型と上金型とで構成される当該金型内に充填された前記原材料をコンプレッション成形した後、上記金型を分離し、当該栓体を冷却し、冷却された成形品である栓体を金型から取り出して成形されて得られる、樹脂の流れによる規則性のない栓体である。
(もっと読む)
プリフォーム圧縮成形装置およびプリフォーム圧縮成形方法
【課題】樹脂材料の性質に係わることなく、溶融樹脂の径が細くなったり、溶融樹脂がドローダウンしたりすることを防止し、しわのないプリフォームを成形すること。
【解決手段】本発明のプリフォーム圧縮成形装置は、溶融樹脂61’を吐出口7から上方に向けて押し出す押出装置50と、押出装置50の上方に設けられ、上方に向けて押し出された溶融樹脂61’を側方から支持するとともに、溶融樹脂61’を切断して溶融樹脂塊61を生成する切断支持部10とを備えている。押出装置50の上方には、切断支持部10によって側方から支持された溶融樹脂塊61を金型30のメス型31の上方まで搬送する樹脂供給ロータリー(搬送機構)25が設けられている。
(もっと読む)
繊維系ボードおよびその製造方法
【課題】
これまで課題であった繊維圧縮成形体の層間剥離を抑制でき、強度の高い繊維系ボード、およびその製造方法を提供する。
【解決手段】
繊維と熱可塑性樹脂とが混合されてなる層を複数有し、当該層同士の間の少なくとも一つに、熱可塑性樹脂を含んでなるフィルムに由来する層であって隣り合う層と融着してなる層を有することを特徴とする繊維系ボード。
(もっと読む)
清掃手段付き樹脂供給装置
【課題】生産性を向上させ、かつ、樹脂材料の損失の低減及び省人化を図ることができる清掃手段付き樹脂供給装置の提供。
【解決手段】圧縮成形装置は、押出機2、カッターホイール3、清掃装置4、金型ホイール5、出口ホイール6及び取出しコンベア7とからなっている。また、清掃手段付き樹脂供給装置1は、樹脂供給装置本体であるカッターホイール3と、保持ユニット35を清掃する清掃手段である清掃装置4とからなっている。
(もっと読む)
リボン状ゴム成型装置及び成型方法
【課題】 一対のローラ間のギャップによりリボン状ゴムを成型するときに、ローラ又はローラ対を交換せずにギャップの寸法の変更を可能にする。
【解決手段】 リボン状ゴム成型装置2は、ギャップGpを隔てて対向配置された一対のローラ7,8を備えており、口金6から押し出されたリボン状ゴムをギャップGpを通過させることで圧延及び成型し、回転支持体10の外周面に貼付ける。ローラ7の中心を通る軸12とその両端の軸13,14とは偏心している。ギャップGpを変化させるときは、ピストンシリンダ機構26のピストン28の位置を変化させることにより、ラック29を上下動させてピニオン25を180度回転させる。これにより、軸12の軸線L1 をローラ8の軸11の軸線L3 に対して偏心量の2倍の距離接近又は離隔させる。
(もっと読む)
ロータリープレスで形成するための方法
鍛造を用いて熱可塑性材料(30)を形成するための方法が提供される。ある容量の熱可塑性材料が供給される。熱可塑性材料が第1の回転鍛造装置(40)と第2の回転鍛造装置(50)との間に移送される。第1の鍛造装置は熱可塑性材料を受け取るその表面(42)内に、第1の鍛造域を画定している。熱可塑性材料は鍛造温度以上であって、第1の空隙域へ流れ込み、熱可塑性材料から芯要素を形作る。熱可塑性材料が実質的に固化されて芯要素(70)になる。次に、芯要素が第1の回転鍛造装置から移送される。  (もっと読む)
(もっと読む)
装置および方法
物体(80)を受容するよう設計されるシート手段(5)が備わり、前記シート手段(5)は曲線軌道(P1)に沿って可動である運搬装置(1)、および前記物体(80)を前記運搬装置(1)に運搬かつ/また前記運搬装置(1)から除去するよう設計される移送手段(8)が備わる追加的運搬装置(6)から構成される装置において、前記移送手段(8)は、前記シート手段(5)と前記移送手段(8)が前記曲線軌道(P1)の部分(Z)に沿って相互に連結され維持されるように、前記シート手段(5)を係合するよう設計される連結手段(32、160、260、360、328)から構成されることを特徴とする。 (もっと読む)
1台の押出機を使用して大理石模様を有するシートを製造する方法、シート、および床材
【目的】 樹脂製シートの表面に、カレンダー法による欠点である表面に「カスレ」や不陸の発生が少なく、直線状に、均一な柄を有する大理石模様を形成すること。
【解決手段】 Tダイ付きの押出機1台と、カレンダーロールから主として構成される装置を用意し、120〜130℃で着色を開始する顔料と、140〜150℃で着色を開始する顔料を同時に含む樹脂配合物を、1台の押出機に投入し、Tダイから押し出してカレンダーロールで圧延し、所望によりカレンダーロールのニップへ基布および表皮層となるフィルムを押し出す。
(もっと読む)
塩化ビニル系樹脂成形板
【課題】 本発明は、大量に生産性良く押出成形により製造でき、難燃性及び透明性の優れた塩化ビニル系樹脂成形板を提供する。
【解決手段】 平均重合度が400〜800の塩化ビニル系樹脂が塩素化された塩素化塩化ビニル系樹脂を主成分とし、塩素化度が64〜70重量%である塩化ビニル系樹脂組成物を、押出成形法及び連続プレス成形法で成形されたことを特徴とする塩化ビニル系樹脂成形板であり、5mm厚みの成形板において、JIS K 7361−1に準拠して測定した全光線透過率が55%以上であり、JIS K 7105に準拠して測定したヘイズが5%以下及び黄色度が40.0以下である。
(もっと読む)
プラスチックを含む廃棄物の成形品への成形方法
【課題】各種廃棄プラスチックと木屑や繊維屑、紙屑等の屑を破砕及び粉砕し、混合し、加熱流動化し、低コストで必要強度を有した再生プラスチック品を成形する。
【解決手段】各種のプラスチックPを破砕及び粉砕してサイロ等に貯蔵し、また木屑Wや繊維屑F、紙屑Kを破砕及び粉砕してサイロ等に貯蔵し、一時貯蔵された粉砕プラスチックP1及び粉砕屑W1〜K1を各々定量供給機10によってミキサーMに前者が70〜30重量%、後者が30〜70重量%となるように供給して撹拌混合し、該ミキサー又はこれに接続した混練り機械5において120〜300℃で加熱しながら混合し練り合わせて流動可能状態にし、この流動状態の中間生成物Nをプレス機PRに組み込まれた金型MMに押し出し注入して成形品にホットプレス加工する。各種プラスチックPから、ポリビニルクロライド等の塩素を含むプラスチックを除外する。
(もっと読む)
円形樹脂管ジョイント並びにその製造方法
【課題】肉厚が均一で真円率が高く、管内面に止水材を有する円形樹脂管ジョイントの提供。
【解決手段】止水材を管内面に一体成形してなる樹脂管ジョイントであって、外金型3及び5をパリソン及び止水布をつけた内金型7を挟んで圧縮するに当たり、天蓋を有する一対のそれぞれ独立した圧縮機構10を有する外金型3を閉じた後、天蓋を有さない一対のそれぞれ独した圧縮機構10を有する外金型5を閉じて、樹脂管ジョイントを製造する。
(もっと読む)
樹脂成形装置
【課題】 吐出口にTダイが設けられた射出装置を用いて、Tダイを介して金型上に溶融樹脂を吐出し、次いで型締めすることにより平板状の製品を製造する樹脂成形装置において、型締めして成形する際に金型と溶融樹脂の間に空気が巻き込まれることを防止する。
【解決手段】 Tダイ3は、射出装置の吐出口に設けられている。溶融樹脂5は、Tダイ3の吐出口4から下金型2の上に吐出される。Tダイ3を退避させた後、上金型1と下金型2の間とを型締めして成形することにより、平板状の製品が得られる。Tダイ3の吐出口の形状は、横方向の寸法が縦方向の寸法よりも大きく、下辺が下に凸の曲線で構成され、且つ、縦方向の寸法が両端部から中央部に向かって次第に増大するように構成されている。
(もっと読む)
多層シート成形製品の製造方法および装置
【課題】各単層Tダイから押し出されたシートを積層し、さらに圧縮成形する成形サイクルを自動化して、飛躍的に多層シートの製造効率を高める。
【解決手段】単層シートを押し出すTダイが層数分集合してなる複式Tダイ14の各Tダイ14a乃至14cにそれぞれ溶融樹脂を圧送し、各Tダイ14a乃至14cから押し出された単層シート16A乃至16Cを複式Tダイの外部で樹脂が溶融または半溶融状態のまま重ね合わせて積層し、多層のシート中間成形品16を成形し、さらに、シート中間成形品16を圧縮成形し、所望の形状に賦形された多層シート成形製品を得る。
(もっと読む)
光学フィルムの製造方法
【課題】光学フィルムの転写性および離型性を両立できるようにする。
【解決手段】Tダイ12より押し出したポリカーボネート樹脂のフィルム10を、表面に彫刻形状が設けられ温度設定された成形ロール13と、温度設定された弾性ロール14との間に挟み、彫刻形状をフィルム10に転写した後、彫刻形状を転写したフィルム10を成形ロール13上に巡らせ、成形ロール13から剥離する。フィルム10のガラス転移温度をTgとしたとき、成形ロール13の表面温度の設定値をTg+20℃〜Tg+45℃の温度範囲とし、弾性ロール14の表面温度の設定値を20℃以上Tg以下の温度範囲とする。
(もっと読む)
61 - 80 / 93
[ Back to top ]