
Fターム[4F204FJ11]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 予備成形品の供給 (702) | 移送 (141)
Fターム[4F204FJ11]の下位に属するFターム
把持 (29)
Fターム[4F204FJ11]に分類される特許
101 - 112 / 112
プラスチック製品の製造方法及び製造装置

【課題】 製造コストを抑えながら、多様な形状のプラスチック製品を製造する。
【解決手段】 プラスチック製品を製造するにあたり、まずインジェクション型12内のキャビティ空間に溶融した熱可塑性樹脂を射出することによって例えば樹脂塊30のような予備成形体を成形し、次に、当該予備成形体が硬化する前に、この予備成形体を前記インジェクション型12からプレス型42まで移送し、さらに、凸部45を有する上型44と当該凸部45を挿入し得る凹部47を有する下型46から構成されるプレス型42の間に前記予備成形体を挟み込んでプレスすることにより、上型44と下型46の間の空間に対応した形状の製品130を成形する。
(もっと読む)
均質な表面カバー

【課題】より広い種々の表面構造を有するフレークを凝集することによって表面カバーを製造できるようにすること
【解決手段】本発明は、a)適当な構造を有する第1シートを製造するステップと、b)少なくとも10%のフレークがR>30のサイズ比を有するフレークとなるように前記シートを切断するステップと、c)こうして得られたフレークを中間的に保管することなく、ある表面上に撒くステップと、d)前記フレークを表面カバーとなるようにプレスするステップとを備えた、均一タイプの表面カバーを製造するための方法を開示するものである。
(もっと読む)
熱可塑性材料光学素子の製造方法、及び搬送機構
【課題】 光学素子の多品種少量生産に適した加圧成形の手法を提供する。
【解決手段】 先行の型セット1に対する工程の終了タイミングを基準として、当該先行の型セット1に対して行われている工程の1つ前の工程、つまり後続の型セット1に対する工程の終了タイミングの関係で、当該工程の終了タイミングの遅れ時間若しくは進み時間を始めの工程から順に算出する。そして、後続の型セット1に対する工程の終了タイミングが遅い、若しくは同時である場合には投入時間間隔を延長せず、その終了タイミングが進んでいる場合にはその進んだ分の時間だけ投入時間間隔を延長する。このようにして、始めの工程から順にその乖離時間を累積加算して先行の型セット1に続く後続の型セット1の成形装置10への投入時間間隔を得ると共に、この得られた投入時間間隔に従って型セット1を順次成形装置10へ投入する。
(もっと読む)
ガラスパネルの積層方法および装置
本発明はガラスパネルの積層方法および装置に関する。積層されるサンドイッチ構造物を輻射加熱要素(7、8)で予備加熱し、その後輻射加熱と同時にサンドイッチ構造物の両面に熱風を噴射する。熱風を噴射する対流加熱要素は、中空かつ開口部を設けたコンベアローラ(3)を含む。輻射加熱要素(11、12)は、直接輻射加熱によってサンドイッチ構造物に熱を加え、さらに加熱チャンバで循環する対流空気を加熱する。  (もっと読む)
(もっと読む)
熱可塑性材料及び繊維から物品を形成する方法、熱可塑性材料及び繊維から物品を形成するシステム、熱可塑性構造要素を形成する方法、熱可塑性構造要素を形成するシステム、熱可塑性材料及び繊維から構造的部品を形成する方法、及び熱可塑性材料及び繊維から構造的部品を形成するシステム
【課題】 部品の高生産量を目指すのに有用であり、低圧成型で、高強度繊維を有する大きな部品又は構造物を提供する。
【解決手段】 熱可塑性樹脂又は熱可塑性混合材料からの熱成型するための装置10は、押出し機11、型変換ステーション12、及び圧縮型ステーション13を有して描かれている。押出機は、オーガーが押出しダイ16への押出し通路に沿ってその材料を送る間、ヒーターが熱可塑性樹脂材料を加熱して流体材料とする場所であるオーガー15内へ熱可塑性樹脂又は熱可塑性樹脂混合材料を送るために、頂上に設けられたホッパー14を有する。送られて押出し機から出た材料は、ダイ16の後端に設けられたトリマー17により切断される。  (もっと読む)
(もっと読む)
ホルダ付き光学部品の製造方法
【課題】 レンズなど光学部品に用いる素材を貫通孔を有する光学部品用ホルダの貫通孔内に挿入した状態で加熱し、2つの成形型間で加圧して変形させ、ホルダ内面に圧着させるとともに光学部品所定の光学面を形成するホルダ付き光学部品の製造方法において、レンズ用の素材などの光学部品用素材とレンズホルダなど光学部品用ホルダを同時に、かつ安定に成形型内に搬入し、正しく設置することのできる製造方法を提供する。
【解決手段】 光学部品用ホルダの貫通孔はその一部分を光学部品用素材が通過できないように予め狭めておき、光学部品用素材をこの貫通孔の狭められていない部分に挿入し、狭められた部分を上方にした状態で、光学部品用素材のみ、または光学部品用素材と光学部品用ホルダとを上方から真空吸着し、光学部品用ホルダと光学部品用素材とを同時に搬送し、成形面が上方になるように設置した第一の成形型上に光学部品用素材を載置する。
(もっと読む)
燃料電池セパレータの製造方法およびその製造用金型
【課題】セパレータの品質向上と生産性向上、製造コスト低減を同時に実現する燃料電池セパレータの製造方法およびその製造用金型を提供する。
【解決手段】金型10は、圧縮成形タイプであり、下金型16には、成形されるセパレータに形成されるガス通路とされる孔28に対応する位置に孔20が形成される。この孔20に挿脱可能にピン24が挿入される。粉体等の流動性を有する材料を供給する前は、ピン24を、製品を成形する箇所18から後退させて孔20の内部に収容しておき、あるいは、ピン24の先端部を、製品を成形する箇所18に突出させておく。材料26の供給を開始した後、材料26内にピン24を進入させて材料26に孔28を形成し、成形を行う。
(もっと読む)
製造方法
物品の製造方法は熱硬化組成物の一面に少なくとも1個の箔又はシートを備える熱硬化組成物を含む。物品は電極である。組成物は亜酸化チタンを含む。 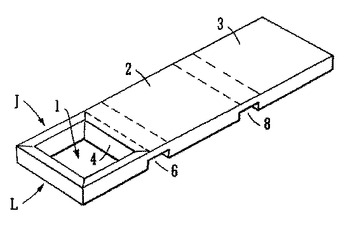 (もっと読む)
(もっと読む)
プラスチック物品を圧縮成形するための方法および装置
本願の国際出願時において、要約書の提出はありません。  (もっと読む)
(もっと読む)
熱可塑性PBTプラスチック材料を形成するための環状オリゴマーの加工
本発明は、少なくとも一つの平面的な繊維組織体を有し、かつ、熱可塑性プラスチックマトリックスに含浸された、繊維ウェブに基づいて、繊維強化されたプレート材料を生産するための方法に関する。本発明は、ポリエステルの環状又は大環状オリゴマーを含む反応性出発物質を用いて、一つ又はそれ以上の繊維組織体が含浸又は被覆され、重合ポリエステルを含む表面層によって、一つ又はそれ以上の結合され、含浸され又は被覆された繊維組織体を含む繊維ウェブの片面又は両面を被覆することを特徴とする。前記表面層によって被覆された繊維ウェブは、加圧装置で加圧されてプレート材料を形成し、これにより、反応性出発物質は重合して繊維組織体を囲繞するプラスチックマトリックスになり、表面層に恒久的に結合される。  (もっと読む)
(もっと読む)
成形方法及び装置
1つの型構成要素(16)を別の型構成要素(18)と分離することにより型を開いて、上方向に開口する空隙部を設けること、を備える成形方法について開示する。該空隙部の下部分はウェル(W)形状である。成形可能な材料の充填体を空隙部に上方から供給し、それにより充填体をウェル内に落とす。型を、型構成要素(16、18)を移動させ互いに接触させることにより閉じ、それによりウェルに沿って下方向に拡張される閉鎖された成形キャビティを画定する。次にウェルの容量を、ウェルの底部と境を接するプランジャ(22)を型構成要素と相対的に移動させることにより減少させ、それにより成形可能な材料をウェルから成形キャビティに移動させ、上記成形キャビティに充填する。 (もっと読む)
熱可塑性繊維のブランケット用表面処理
熱可塑性ブランケット(100)に緻密表面層(104)を形成するための装置及び方法を提供する。装置(10)は、第1及び第2連続ベルト(12、14)と、これらのベルトの間に構成された処理帯域(16)と、第1及び第2加熱及び緻密ユニット(18、20)と、加熱及び緻密ユニットから下流のクーラー(50)と、を含む。方法は、熱可塑性ブランケットの面に緻密表面層を形成する段階と、緻密表面層をもった熱可塑性ブランケットを厳密な寸法公差内の所望厚さにする段階と、を含む。緻密熱可塑性ブランケット製品をも開示する。  (もっと読む)
(もっと読む)
101 - 112 / 112
[ Back to top ]