
Fターム[4F204FJ11]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 予備成形品の供給 (702) | 移送 (141)
Fターム[4F204FJ11]の下位に属するFターム
把持 (29)
Fターム[4F204FJ11]に分類される特許
41 - 60 / 112
プラスチック成形品の製造装置、該製造方法及びプラスチック成形品
【課題】 本発明は、高圧を維持しながら可動部を可動させるための装置等を用いず、かつ高圧ガスを溶解することでプラスチックの軟化温度を低下させ、加熱/冷却の工程を要することなくプラスチック母材の表面に転写面を高精度転写することのできる低コストのプラスチック成形品の製造装置、該製造方法及びプラスチック成形品を提供する。
【解決手段】 本発明のプラスチック成形品は、熱可塑性樹脂からなるプラスチック母材に高圧ガスを溶解させる高圧ガス溶解手段と、該高圧ガス溶解手段によって高圧ガスが溶解されたプラスチック母材の表面に、少なくとも1つ以上の転写面が形成された金型の転写面を押圧する転写手段とを有する。
(もっと読む)
物体を移送するための装置
装置は、受け入れ手段(6)と、壁手段(500)によって境界が定められた、物体(D)を受け入れるための凹部(406)を有する、前記物体(D)を前記受け入れ手段(6)に移送するための移送手段(10)と、前記凹部(406)を通る前記物体(D)用の通路の断面を変化させるように、前記壁手段(500)の少なくとも一部分(440)を移動させるように構成された駆動手段(430;530;630)と、を含む。 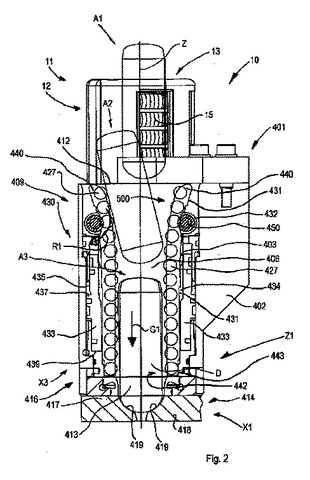 (もっと読む)
(もっと読む)
フランジ付き繊維強化樹脂中空部品の成形方法

【課題】異形断面や曲がり部を持つフランジ付き繊維強化樹脂中空部品を、十分に軽量化した状態でかつ肉厚もほぼ等しい状態で、容易にかつ低コストで成形することができる成形方法を提供する。
【解決手段】予備成形した中空樹脂コア10と第2のコア15との接合体の外周に強化繊維21とマトリックス用樹脂24とを積層して中空積層体20とする。中空積層体20から第2のコア15を引き抜き、引き抜いた領域を押圧してフランジ状部分26を形成する。その中空樹脂コア10内に加圧用バッグ30を挿入配置し、成形型40内に配置する。成形型内に配置した中空積層体20の加圧用バッグ30内に圧力を付与しながら加熱して、フランジ状部分26も含めて樹脂と強化繊維とを一体化する。
(もっと読む)
積層板の製造方法
【課題】加熱加圧成形前におけるプリプレグと銅箔との間の溶着の発生を確実に防止することにより、積層板の製造時における銅箔の皺の発生を抑制し、歩留まりを向上することができる積層板の製造方法を提供する。
【解決手段】
プリプレグと金属箔とを積層した積層物1を加熱プレスすることで積層板を製造する積層板の製造方法に関する。前記積層物1を加熱プレス装置2の近傍で一時的に待機させると共にこの積層物1を冷却して前記プリプレグの軟化点よりも5℃低い温度以下の温度に保持する待機工程と、前記待機させた積層物1を加熱プレス装置2に供給して加熱プレスを行う加熱プレス工程とを含む。
(もっと読む)
光学レンズ素子、詳細には車両ヘッドライト用のヘッドライト・レンズの製造方法
本発明は、詳細には照明目的の光学レンズ素子(2)の製造、特に車両ヘッドライト用、詳細には自動車ヘッドライト(1)用のヘッドライト・レンズ(2)の製造方法に関し、透明材料から作られたブランク(136)が、射出成形法により射出成形ツール(131、132)内で成形され、ブランク(136)は、引き続き、特に研磨された方式で、最終形状金型(140、141、142)を用いてレンズ素子(2)に処理される。 (もっと読む)
繊維強化プラスチックおよびこれを用いた強化断熱複合材
【課題】 高価である強化繊維の使用を抑えつつ、強度や断熱性、耐水性、耐ねじれ強度にも優れた軽量な繊維強化プラスチックおよびこれを用いた保冷コンテナの壁材用の強化断熱複合材を提供する。
【解決手段】 強化繊維材2に強化充填材4を混入したバインダー樹脂3を浸透させて硬化させる。また、強化充填材4を混入したバインダー樹脂3が浸透された一対の強化繊維材2によってシート状ないし板状の発泡材7の両側面を狭持させ、前記発泡材7を圧縮させて保冷コンテナの壁材用の厚さに成形する。
(もっと読む)
複合材料の二段成形方法
【課題】容易に成形でき、しかも高精度で成形品を製造できる複合材料の二段成形方法を提供する。
【解決手段】 60〜85重量%の繊維原料、無機原料または金属原料に対し40〜15重量%の熱可塑性樹脂を混練して固化した素材を破砕して複合中間原料を用意する工程と、該複合中間原料を空気流を用いて押し込み及び/又は減圧吸引して所定の成形型中に充填する工程と、成形型内に密集した複合中間原料を加熱加圧して圧縮一体化する工程を備える。
(もっと読む)
発泡体コアを有するFRP成形品の成形方法
【課題】FRP製の製品あるいはその部品として使用される、発泡体コアを有する高品質のFRP成形品を成形する方法を提供すること。
【解決手段】発泡体コアを有するFRP成形品を成形するに際し、このFRP成形品の成形型の内表面に沿って、(A)先ずプリプレグあるいはドライの繊維基材を敷設した後、このプリプレグあるいは繊維基材上にチタン紙を重ねて配置し、又は、(B)先ずチタン紙を敷設した後、このチタン紙上にプリプレグあるいはドライの繊維基材を重ねて配置し、次いで、前記発泡体コアを、前記成形型の内部に、前記プリプレグあるいはドライの繊維基材とチタン紙を介して配置し、プリプレグを用いた場合はプレス成形法で、ドライの繊維基材を用いた場合はRTM成形法で成形するFRP成形品の成形方法。
(もっと読む)
積層成形装置および積層成形方法
【課題】中間積層品から均一な厚さの積層成形品を成形することができる積層成形装置および積層成形方法を提供する。
【解決手段】積層材A1と被積層材A2とを積層して中間積層品A3とするラミネータ1と、中間積層品A3を所定の温度で加圧してその表面を平坦に成形する平坦化プレス2と、搬送手段3とを備え、平坦化プレス2は、固定盤20および可動盤21と、固定盤20に対して可動盤21を近接・遠退可能に移動させる圧締手段22と、固定盤20に対して可動盤21をその対向面と直交する方向に直線移動させるよう案内する直動手段23とを備え、直動手段23は、複数のボールスプライン軸24と、可動盤21の角隅部に設けられ各ボールスプライン軸24にそれぞれ挿通されるボールスプライン筒25とを備えている。
(もっと読む)
樹脂封止装置および樹脂封止方法
【課題】圧縮時に樹脂流れの少ない樹脂封止装置およびその方法を提供する。
【解決手段】平面的に異なる位置に複数配列された半導体チップ115を1のキャビティ105内に配置して、該キャビティ105内に樹脂を供給した上で圧縮成形する樹脂封止装置であって、キャビティ105が、該キャビティ105の平面視における所定の区画に仮想的に分割され、樹脂が、前記キャビティ105の平面視における所定の区画120〜123に対応するように区分管理され、該区分管理された樹脂110〜113の樹脂量を、区画120〜123に対応する半導体チップ115の搭載数に基づいて決定する。
(もっと読む)
カウンター
【課題】製品の部位によって異なる特性を得ることができ、製品コストの上昇を抑制することができるようにすること。
【解決手段】カウンター10は、相互に異なる第1及び第2の成形材料M1,M2を同時に圧縮して成形される。カウンター10は、第1の成形材料M1により形成されるカウンター本体12と、第2の成形材料M2により形成され、カウンター本体12に連なって設けられるボウル13とを備えている。カウンター本体12と、ボウル13とでは、特性が異なっている。
(もっと読む)
電子部品の圧縮成形方法及び金型
【課題】電子部品の圧縮成形用金型1・2において、キャビティ底面部材10と(分割)キャビティ側面部材11との隙間(摺動部14)に発生する異物を効率良く防止し得て、キャビティ底面部材10の摺動不良を効率良く防止する。
【解決手段】まず、キャビティ側面部材をキャビティ底面部材10の四本の辺に各別に対応して分割することにより、四個の分割キャビティ側面部材11を形成すると共に、金型1・2を型締めして下型キャビティ6内の樹脂材料(7)に基板4に装着に装着した電子部品3を浸漬し、次に、分割キャビティ側面部材11の内部に設けた第一内部押圧機構21にてキャビティ底面部材10に対して分割キャビティ側面部材11を所要の押圧力にて押圧した状態で、下型キャビティ6内で電子部品3を下型キャビティ6の形状に対応した樹脂成形体15内に圧縮成形する。
(もっと読む)
微細パターンの形成方法
【課題】一般的な樹脂および汎用の成形機を用いて、精度の良好な微細パターンを有する化学マイクロデバイスを大量生産するための方法を提供すること。
【解決手段】本発明の微細パターンを有する樹脂構造物の形成方法は、キャビティに嵌合するようにコアが設置されたインロー構造の金型を用いて、該キャビティ内に樹脂を充填して、該樹脂を加圧下で成形する工程を含む。したがって、インロー構造の金型を作成するだけで、特別な設備を必要とすることなく、種々の樹脂について微細パターンを有する樹脂構造物を大量生産できる。
(もっと読む)
プリプレグ積層体からなる成形品の製造方法
【課題】高価な設備コストを不要とでき、何らの熟練を要すことなく、簡易な方法で品質に優れたプリプレグ積層体からなる成形品を製造する方法を提供する。
【解決手段】プリプレグ積層体からなる成形品の製造方法は、マトリックス樹脂が予備含浸された強化繊維基材を所定形状に切断してプリプレグ片P1,…を製作する第1の工程と、相隣るプリプレグ片P1,P1を当接または間隔を置いて突き合わせた姿勢で相互に繋ぎ合わせ、所定の立体形状の複合材B1,B2,B3を製作する第2の工程と、複数の複合材B1,B2,B3を成形型内で加圧成形しながら順次重ね合わせることで立体形状の成形体B4を製造する第3の工程と、からなる。
(もっと読む)
人造大理石製シンク
【課題】 耐衝撃性、耐熱性、耐久性に優れ、軽量高強度、且つ高級感を有する人造大理石シンクを提供する。
【解決手段】 バルクモールディングコンパウンドをプレス成形して得られる板厚が10mm未満の人造大理石製シンクであり、前記シンク底面がその裏面に、5〜20メッシュの厚み方向に穴が開いている厚み0.1〜1mm未満のシート状繊維強化プラスチック板を一体成形されたものであることを特徴とする人造大理石製シンクに関するものである。
(もっと読む)
積層繊維ボードの製造方法
【課題】天然繊維とバインダー樹脂とからなる繊維ボードを製造するにあたって、繊維ボードの一定の機械的強度を確保しながら予備成形体を低重量かつ低体積とすることで輸送効率を向上すると共に、成形時の透けや切れなどを防止する。
【解決手段】天然繊維からなる繊維マット10間に、該繊維マット10の繊維よりも細径の繊維からなる不織布20を挟んでニードルパンチした積層シート30を成形する予備製造工程と、予備製造工程において得られた積層シート30を、これにバインダー樹脂を付与したうえで加熱プレスする成形工程とを有する。
(もっと読む)
圧延成形防刃セラミック樹脂複合シート
【課題】良好な防刃性能を有する防刃材料を提供する。
【解決手段】珪素とアルミニウムと酸素および窒素からなる高強度セラミックなどのセラミック粒子とポリエチレンテレフタレート(PET)やアイオノマー(Ionomer)などの樹脂とを加熱下で混練し加熱下で圧延成形した成形体を加熱下の加圧成形によりアラミド繊維などの布帛に含浸させることによって、防刃性の複合シートを形成する。またこれらを積層した防刃性の複合シート積層体や、これを一体化した耐衝撃性のセラミック樹脂繊維複合防護体を形成する。
(もっと読む)
熱プレス成形装置
【課題】高精度な転写成形が可能な熱プレス成形装置を提供する。
【解決手段】固定盤2と、該固定盤2に取付けた固定型7に近接・離隔移動し成形材料29の厚さに倣って傾動する可動型8を取付ける可動盤10とを備えた熱プレス成形装置1において、前記可動盤10の傾動の中心点を前記可動盤10の前記可動型8取付け面位置から前記成形材料29の成形面位置又はその近傍へ離隔した位置に移動させる、可動型8の厚さに応じて長さが調節可能な延長部11を設けた。
(もっと読む)
加飾シート、加飾成形体及び加飾キーシート並びに加飾シートの製造方法
【課題】ソフトフィール層の縁部における耐久性を高めた破損し難い加飾シートとその製造方法並びに加飾成形体及び加飾キーシートの提供。
【解決手段】ソフトタッチ感を有する加飾シートAの縁部の側面で保護部5が発泡層2を被覆するものとした。保護部5でソフトフィール層3を構成する発泡層2の端部の側面2aを覆うため、破損し難い加飾シートAが得られる。よって発泡層2が表出する従来のソフトタッチ感を有する加飾シートに比べ、耐久性が高い加飾シートである。また、表皮層1を延伸させて保護部5を形成すれば発泡層2から剥がれ難くすることができる。
(もっと読む)
繊維強化複合材料の製造装置及びその製造方法
【課題】気圧差を利用して繊維質基材に液状樹脂を含浸し硬化させて複合材料を形成するVaRTM(Vacuum assisted Resin Transfer Molding)技術において、繊維体積含有率Vfが高くさらに面内分布の均一な繊維強化複合材料の製造技術を提供する。
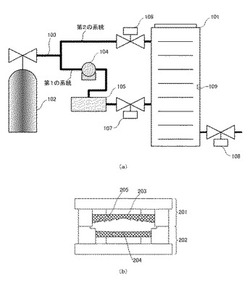
【解決手段】繊維質基材(31)を気密状態にして載置する成形型(32)と、大気圧よりも低圧で液状樹脂(L)を収容し注入管(13)が繊維質基材(31)の近傍に接続される第1密封容器(10)と、吸引管(23)が繊維質基材(31)の近傍に接続する第2密封容器(20)と、第1密封容器(10)を大気開放して気圧差(ΔP)を生じさせる開放弁(11)と、この気圧差(ΔP)の維持/解消を切り替える切替弁(41)を有する連通管(40)と、第2密封容器(20)に接続してその内部を減圧するとともに、連通管(40)を通じて第1密封容器(10)の内部も減圧する真空ポンプ(50)を備えるな繊維強化複合材料の製造装置(90)であることを特徴とする。
(もっと読む)
41 - 60 / 112
[ Back to top ]