
Fターム[4F204FJ14]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 予備成形品の供給 (702) | 移送 (141) | 把持 (29)
Fターム[4F204FJ14]に分類される特許
1 - 20 / 29
微細構造転写装置
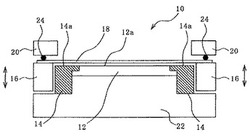
【課題】樹脂フィルムをマザースタンパに押圧した後、脱型する際に生じる樹脂フィルムの破損を防止することができる微細構造転写装置を提供すること。
【解決手段】表面12aに微細な凹凸パターンが形成されたマザースタンパ12と、前記マザースタンパ12の外周を着脱可能に固定する固定枠14と、前記マザースタンパの微細な凹凸パターンを有する面12a及び前記固定枠14に対向するように樹脂フィルム18を支持する支持体と、を有する微細構造転写装置において、前記マザースタンパの微細な凹凸パターンを有する面と、前記固定枠の前記樹脂フィルムに対向する面の、前記マザースタンパと前記固定枠が当接または近接する箇所の段差が、前記樹脂フィルムの厚さ未満であることを特徴とする微細構造転写装置。
(もっと読む)
基材成形装置

【課題】基材の搬送不具合の発生を防止ないし抑制できる基材成形装置を提供すること。
【解決手段】植物性繊維と熱可塑性樹脂を含む材料からなる板状体をその表裏側から挟持して保持するハンガー30によって吊り下げた状態で搬送しながら基材に成形する基材成形装置であって、板状体を加熱する加熱装置と、加熱装置内において、ハンガー30を板状体の表裏側から支持した状態で板状体の板面に沿った方向に搬送する第1スライドレール58a、第3スライドレール58c及び水平方向搬送機構とを備える。加熱装置内において板状体が表裏側から支持された状態で搬送されるので、加熱装置内において板状体を保持した保持装置の落下等の搬送不具合が発生することを防止ないし抑制することができる。
(もっと読む)
装置および方法
【課題】物体、特にプラスチックの用量を移動し、プラスチックの用量を圧縮成形する装置および方法を改良する。
【解決手段】容器母材(300)を得るためプラスチックの用量(80)を圧縮成形するよう設計されるモールド手段(3)が備わる圧縮成形装置(1)、および前記用量(80)を前記モールド(3)に供給するよう設計される移送手段(8)および前記モールド手段(3)から前記容器母材(300)を除去するよう設計される除去手段が備わる移動装置(6)から構成されることを特徴とする。
(もっと読む)
装置および方法
【課題】物体、特にプラスチックの用量を移動する装置および方法を改良する。
【解決手段】プラスチックの用量(80)を圧縮成形装置(1)に運搬するよう設計される移送手段(8)から構成され、前記移送手段(8)は、押出手段からの前記用量(8)を除去するよう設計される受容手段(321)、および前記受容手段(321)から前記用量(80)を受容しかつ前記用量(80)を前記圧縮成形装置(1)に運搬するよう設計される運搬手段(308)から構成される装置において、前記受容手段(321)は前記運搬手段(308)によって支持されかつ前記運搬手段(308)に対して可動であることを特徴とする。
(もっと読む)
成形装置および搬送装置
【課題】多様な形状の成形素材の正確な位置決めおよび搬送時間の短縮を実現する。
【解決手段】光学素子材料20を吸着保持する吸着パッド13と、光学素子材料20を把持して位置決めするチャック3を共通の吸着筒1に共通に固定し、吸着筒上下シリンダ12および吸着筒上下スライドステージ6によって同時に昇降させ、吸着パッド13は吸着パッド上下機構13aによって独立に吸着高さ位置を制御可能にし、光学素子位置決め台8に載置された光学素子材料20の外周部を一対のチャック3の間に把持して位置決めした後、吸着パッド13のみを降下させて光学素子材料20の上面を吸着保持させ、吸着パッド13およびチャック3によって位置決めされて保持された状態の光学素子材料20を、脱落させることなく、高速かつ正確に成形下型11に載置する。
(もっと読む)
基材成形装置
【課題】加熱装置によって加熱した板状体を成形装置へ円滑に移送することのできる基材成形装置を提供する。
【解決手段】基材成形装置10は、植物性繊維と熱可塑性樹脂を含む材料からなる板状体Wを加熱する加熱装置40と、加熱した板状体Wを所定形状に成形する予備成形型10と、を備えている。加熱装置40は、加熱炉42と、加熱炉42の内部において板状体Wを吊り下げた状態で搬送する搬送装置50と、を備えている。搬送装置50と予備成形型10との間には、搬送装置50から予備成形型10へ板状体Wを移送する板状体移送機構60を備えている。板状体移送機構60は、板状体Wを吊り下げた状態で保持するハンガー30を載置することのできるスライドレール62と、スライドレール62に載置されたハンガー30を水平方向に移動させる水平方向移動機構90によって構成されている。
(もっと読む)
シートホルダー及びシートホルダーのシートセット方法並びに熱プレス装置
【課題】所定大にカットされた熱可塑性樹脂シート材に対して精度よく転写成形を実施することができるシートホルダー及びシートホルダーのシートセット方法並びに熱プレス装置を提供する。
【解決手段】内側に熱可塑性樹脂シート材Sの保持空間25,35を有する上枠部材20と下枠部材30とからなり、上枠部材20と下枠部材30は合着及び各合接面21,31が離間自在とされ、上枠部材20と下枠部材30の保持空間25,35の外側の各合接面21,31には熱可塑性樹脂シート材Sの成形面以外の部分を挟持する挟持部22,32を有するとともに、挟持部22,32以外の保持空間25,35の外側には合着した上枠部材20と下枠部材30を熱プレス装置に配設する位置決め部26,36が形成されている。
(もっと読む)
合成樹脂の成形方法および装置
【課題】位置ずれを抑制して、基板に成形部を高精度で成形することができる合成樹脂の成形方法および装置を提供する。
【解決手段】加熱で軟化若しくは液状化させた合成樹脂54をスタンパ金型60で押圧して、基板50に複数個の成形部55を同時に成形した後に、冷却工程を伴う合成樹脂の成形方法である。スタンパ金型60を保持するステージ61と基板50を保持するステージ62の各保持力を、周辺部よりも中央部を強く設定する。スタンパ金型60を吸着保持するステージ61と基板50を吸着保持するステージ62の各吸着穴61a,62aは、周辺部よりも中央部bに多く形成されている。
(もっと読む)
繊維強化樹脂構造体の製造方法
【課題】繊維強化樹脂構造体30を製造するに際して、強化繊維糸3の配向方向を容易にかつ自在に制御できるようにする。
【解決手段】樹脂を含浸した長尺状の強化繊維糸3を間隔をおいて配置した2本の支持軸1,2間に所定の幅に亘って巻き付けて繊維巻き付け体10とし、それに捻りを与えて繊維に配向を与える。捻りを与えた繊維巻き付け体10aの横幅を調整して配向角度を適宜調整した後、所定の型を用いて賦形し、加熱成形して所望の繊維強化樹脂構造体とする。
(もっと読む)
強化繊維成形体の製造装置および製造方法
【課題】成形速度の向上が可能で、かつ、繊維体積含有率を高くかつ均一にして高品質に保つことが可能な、長尺部材の効率のよい連続成形に好適な強化繊維成形体の製造装置および製造方法を提供する。
【解決手段】搬送されてくる強化繊維基材の長手方向各部位に接触しながら順次賦形していく接触賦形手段を有する装置であって、強化繊維基材の幅方向に配列され、該幅方向において互いに相対移動可能な少なくとも二つの接触賦形手段を設け、該少なくとも二つの接触賦形手段間に、各接触賦形手段から櫛歯が強化繊維基材の幅方向に延び、櫛歯同士が強化繊維基材に接触するように互いに噛み合うことにより、強化繊維基材の接触賦形領域の幅変化を吸収可能な櫛歯機構を構成したことを特徴とする強化繊維成形体の製造装置、およびそれを用いた強化繊維成形体の製造方法。
(もっと読む)
溶融樹脂圧縮成形装置及びダイヘッド並びに有底筒状体の製造方法及び樹脂製容器
【課題】押出機から押し出される溶融樹脂を切断し、成形型に供給してプリフォームを圧縮成形するにあたり、溶融樹脂の切断面に形成されるカッターマークの範囲が拡がってしまうのを抑止することができる圧縮成形装置、そのような溶融樹脂圧縮成形装置が備える押出機に取り付けるのに好適なダイヘッド、そのような溶融樹脂圧縮成形装置を利用した有底筒状体の製造方法、及びそのような有底筒状体の製造方法によって製造されたプリフォームをブロー成形してなる樹脂製容器を提供する。
【解決手段】押出機2に取り付けられるダイヘッド21に、切断刃301による溶融樹脂の切断方向に沿った方向に長軸X1を有する楕円状に開口する押出ノズル20を設け、この押出ノズル20から楕円柱長に溶融樹脂を押し出す。
(もっと読む)
トリム材の製造方法及び製造装置
【課題】補強用の芯材が埋設されたウェザーストリップの切断端面に芯材が露出することを確実に防止できるようにする。
【解決手段】把持型32に把持されたウェザーストリップ本体20の被覆予定端面21と成形型35の被覆部成形部52との間に未加硫のシート状のゴム材料29を配置した後、成形型35を接近移動させて両型32,35を当接させることで、ウェザーストリップ本体20の被覆予定端面21と被覆部成形部52との間に形成されたキャビティ52a内にゴム材料29を充填して被覆部を成形し、この被覆部とウェザーストリップ本体20の被覆予定端面21とを加硫接合する。これにより、ウェザーストリップ本体20の被覆予定端面21(芯材が埋設された取付部の切断端面)を被覆部で被覆して、ウェザーストリップの切断端面に芯材が露出することを防止する。
(もっと読む)
圧縮成形金型への樹脂投入装置、当該樹脂投入装置を備えた樹脂封止装置及び樹脂投入方法
【課題】樹脂が金型内に投入される際に当該樹脂と金型との間に生じ得る「空気の抱え込み」を防止または低減することのできる樹脂投入装置及び樹脂投入方法を提供する。
【解決手段】半導体チップが搭載された基板を樹脂102にて圧縮封止する樹脂封止金型内に、樹脂102を投入可能な樹脂投入装置101であって、樹脂封止金型上に樹脂102を載置するまでの間該樹脂102を保持可能な保持部104と、保持部104及び保持部104に保持される樹脂102を包囲し、且つ、金型に当接することによって樹脂102の周囲に密閉空間Mを形成可能な隔壁部107と、樹脂102が保持部104により保持された状態で密閉空間M内の空気を吸引可能な吸引ポンプPと、を備えて構成する。
(もっと読む)
プレス成型金型および成型方法
【課題】画像形成装置において用いられる機能部材である現像剤量規制ブレード、特にローラーと接触する側端に傷のない現像剤量規制ブレードのプレス成型金型および成型方法の提供を目的とする。
【解決手段】被加工材の位置決め機構を有する、上型と下型とからなるプレス成型金型であって、該位置決め機構は、下型のサブプレートに設けられたダイプレートの上下動の動きによって上下方向に移動する押圧カムと、該押圧カムの上下移動に合せ該被加工材の幅方向に移動する該被加工材の位置決めガイドと、該押圧カムが受ける下方向への押圧が解除されることで該被加工材の位置決めを解除する位置決め解除用の圧縮コイルばねとを、該被加工材を挟むように対向してそれぞれ1つづつ有することを特徴とするプレス成型金型。
(もっと読む)
リボン状ゴム成型装置及び成型方法
【課題】 一対のローラ間のギャップによりリボン状ゴムを成型するときに、ローラ又はローラ対を交換せずにギャップの寸法の変更を可能にする。
【解決手段】 リボン状ゴム成型装置2は、ギャップGpを隔てて対向配置された一対のローラ7,8を備えており、口金6から押し出されたリボン状ゴムをギャップGpを通過させることで圧延及び成型し、回転支持体10の外周面に貼付ける。ローラ7の中心を通る軸12とその両端の軸13,14とは偏心している。ギャップGpを変化させるときは、ピストンシリンダ機構26のピストン28の位置を変化させることにより、ラック29を上下動させてピニオン25を180度回転させる。これにより、軸12の軸線L1 をローラ8の軸11の軸線L3 に対して偏心量の2倍の距離接近又は離隔させる。
(もっと読む)
清掃手段付き樹脂供給装置
【課題】生産性を向上させ、かつ、樹脂材料の損失の低減及び省人化を図ることができる清掃手段付き樹脂供給装置の提供。
【解決手段】圧縮成形装置は、押出機2、カッターホイール3、清掃装置4、金型ホイール5、出口ホイール6及び取出しコンベア7とからなっている。また、清掃手段付き樹脂供給装置1は、樹脂供給装置本体であるカッターホイール3と、保持ユニット35を清掃する清掃手段である清掃装置4とからなっている。
(もっと読む)
繊維強化プラスチック製プリフォームの成形方法
【課題】連続繊維を含んだ繊維強化プラスチックの型成形を可能にするとともに、脱型後の製品の変形を防止する。
【解決手段】ワークWとして、連続繊維強化プラスチック製の原反6,7の間に樹脂シート8を介装したものを用いる。樹脂シート8は原反6,7のマトリクス樹脂よりも熱硬化が速い。まず、ワークWと金型1を予備加熱するとともに、ワークホルダ10によってワークWの周縁部を挟持する。そして、ワークWの粘度が型成形可能な値まで低下した段階で金型1によるワークWのプレスを開始する。その際、ワークWはワークホルダ10から金型1側へ引き込まれながらプレスされる。最後に、型成形されたプリフォームPを加熱して固化させる。
(もっと読む)
航空宇宙のための繊維複合材部品の製造方法
本発明は、特に航空宇宙のための繊維複合材部品(34)を製造するための方法及び型成形コアに関し、形成されるべき型成形コア(27)の外側の形状を確立するために、コアスリーブ(9)を型成形工具(2)に導入し、導入されたコアスリーブ(9)に真空で固定することのできる充填材料(21)を充填し、コアスリーブ(9)に真空を適用し、そしてこの結果として、型成形コア(27)を形成するために充填材料(21)を真空で固定し、ほぼ完成した繊維複合材製品からなるベース部品(31)に型成形コア(27)を配置し、製造されるべき繊維複合材部品(34)を形作るために、形成された型成形コア(27)に少なくとも1つのほぼ完成した繊維製品(33a、33b)を少なくとも部分的に置く方法工程を備える。 (もっと読む)
多層シート成形製品の製造方法および装置
【課題】各単層Tダイから押し出されたシートを積層し、さらに圧縮成形する成形サイクルを自動化して、飛躍的に多層シートの製造効率を高める。
【解決手段】単層シートを押し出すTダイが層数分集合してなる複式Tダイ14の各Tダイ14a乃至14cにそれぞれ溶融樹脂を圧送し、各Tダイ14a乃至14cから押し出された単層シート16A乃至16Cを複式Tダイの外部で樹脂が溶融または半溶融状態のまま重ね合わせて積層し、多層のシート中間成形品16を成形し、さらに、シート中間成形品16を圧縮成形し、所望の形状に賦形された多層シート成形製品を得る。
(もっと読む)
成形構造体とその製造方法
【課題】 基材上に熱可塑性樹脂によって形成された取付体を固定した低コストな成形構造体と、その製造方法を提供することを目的とする。
【解決手段】 繊維状のポリプロピレンとケナフ繊維とを混綿し、所定の厚さを有する板状のプレボード2Aを形成し、これを加熱した後、上型4と下型5との間で加圧する。この時、ブラケット3をプレボード2Aに押圧し、その外表面に設けられた突起部35を、プレボード2Aの表面に挿入する。プレボード2Aと接する表面積が増大するように、内部に中空部35aを備えた突起部35は、プレボード2Aの熱により溶融して、プレボード2Aの合成樹脂材料と混融する。その後、突起部35は、冷却されてプレボード2Aと一体的に固化し、トリムボード2上にブラケット3が強固に固定されることにより、ドアトリム1が完成する。
(もっと読む)
1 - 20 / 29
[ Back to top ]