
Fターム[4F204FN11]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の操作、付属操作 (3,365) | 加圧、圧縮操作(←圧力履歴) (972)
Fターム[4F204FN11]に分類される特許
961 - 972 / 972
ナノスケール加工中に基板の寸法を変更する装置、システムおよび方法
本発明は、パターン化されたモールドを有するテンプレートなどの基板の寸法を変更する装置、システムおよび方法を対象としている。 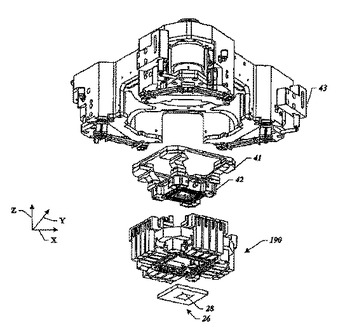 (もっと読む)
(もっと読む)
ポリ(アリーレンエーテル)の圧縮成形法
【課題】 ポリ(アリーレンエーテル)粉末を加工性に優れ、密度の向上した圧縮形態に成形する方法の提供。
【解決手段】 ポリ(アリーレンエーテル)粉末の圧縮成形法は、非加熱ポリ(アリーレンエーテル)粉末を含有する粉末を圧縮金型を備えた圧縮装置に導入し、圧縮金型内の粉末に、非加熱ポリ(アリーレンエーテル)粉末よりも密度の大きい物品を生成するのに十分な圧力を、ポリ(アリーレンエーテル)粉末のガラス転移温度よりも低い温度で加えることを含む。
(もっと読む)
多層構造体
本発明は、合成樹脂から作製され、かつ頂面(2)と、縁(3と、5)と、前記頂面(2)の表面と基本的に同一の表面を有する底面(4)により形成され多層構造体(1)に関し、前記構造体は、面(2と、4)と縁(3と、5)を有する第一の層(6)と、面(2と、4)と縁(3と、5)との間に配置され、かつ前記面(2と、4)の表面と少なくとも同等の表面を有する第二の層(7)と;を具備している。本発明は、前記第二の層(7)が、少なくとも一つのジグザグ形の二重折り曲げ部を形成することを特徴とする。 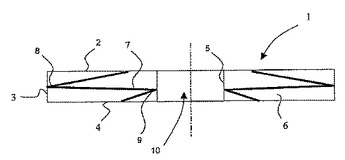 (もっと読む)
(もっと読む)
プラスチック物品の圧縮成形用装置

本プラントは、装填材料を装填した金型(110、120)のキャビティ(11、12)内に成形パンチを加圧挿入することによるプラスチック物品の圧縮成形用のプラントであって、
本プラントは、各々少なくとも一つの金型部品(110)を担持する多数のシャットル(10)を有し、これらのシャットルは成形装置(20)に運ばれ、成形装置(20)には、多数のパンチ及びシャットル(10)を保持する相応した多数の受座(21)が設けられ、これら受座はシャットル(10)を受けたり外したりするように構成され、成形装置は、パンチをシャットル(10)の金型キャビティ(11、12)内に挿入する手段及び金型キャビティ(11、12)から引出す手段を備え、物品の圧縮成形を行う。シャットル(10)は成形装置から独立している。各シャットル(10)は、金型に装填された物品の温度を制御する少なくとも一つの状態調節流体の少なくとも一つの回路(15)を備え、成形装置(20)は、少なくとも一つの状態調節用流体に対して、成形装置(20)の受座(21)内に挿入されたシャットル(10)に状態調節用流体を供給する少なくとも一つの供給システム(25)を備えている。
(もっと読む)
ポリエステルのカレンダー加工方法
1種又はそれ以上の半結晶性ポリエステル及び剥離剤を含むポリエステル組成物を、前記組成物中の各ポリエステルの融点範囲の上限温度より低い最高温度においてカレンダー加工することによる、フィルム又はシートの製造方法が開示される。このポリエステル組成物は、1種又はそれ以上の生分解性ポリエステル、例えば脂肪族−芳香族ポリエステルを含むことができる。カレンダー加工されたポリエステルは、可塑剤を添加しなくても強靱で柔軟なフィルムを形成できる。このフィルム及びシートは、それらを一部の可塑化PVCフィルムの代替品としてふさわしい光学的及び物理的性質を有することができる。脂肪族−芳香族ポリエステルを含むカレンダー加工用ポリエステル組成物も開示される。 (もっと読む)
圧縮成形装置、方法およびアイテム
パンチ(5;5a)および型の空洞(4;4a)が、その間でプラスチックの混合物(D)を受容するために互いに離れて配置された開位置と、前記パンチ(5;5a)および前記型の空洞(4;4a)が前記混合物(D)を押圧することによってアイテムを形成するように相互作用する閉位置との間の経路に沿って移動可能なパンチ(5;5a)および型の空洞(4;4a)を有する形成ユニット(3;3a)からなり、前記パンチ(5;5a)は前記経路に沿って前記空洞(4;4a)の上でない部分に保たれている装置。
 (もっと読む)
(もっと読む)
熱可塑性バインダーを含有する通気性立体形状部材の成形

【課題】本発明は、熱可塑性バインダーと、繊維、泡沫状物質、顆粒等との混合物の成形に関する。
【解決手段】成形された通気性または蒸気透過性の立体形状部材は、蒸気によって加熱された後、減圧することによって冷却されかつ加熱の際に生じた結露を蒸発させて、鋳型によって模様付けされた成形のまま持続させるというものである。この工程を行なうには、鋳型が特異な性質を有している必要がある。
(もっと読む)
成形方法及び装置
1つの型構成要素(16)を別の型構成要素(18)と分離することにより型を開いて、上方向に開口する空隙部を設けること、を備える成形方法について開示する。該空隙部の下部分はウェル(W)形状である。成形可能な材料の充填体を空隙部に上方から供給し、それにより充填体をウェル内に落とす。型を、型構成要素(16、18)を移動させ互いに接触させることにより閉じ、それによりウェルに沿って下方向に拡張される閉鎖された成形キャビティを画定する。次にウェルの容量を、ウェルの底部と境を接するプランジャ(22)を型構成要素と相対的に移動させることにより減少させ、それにより成形可能な材料をウェルから成形キャビティに移動させ、上記成形キャビティに充填する。 (もっと読む)
熱可塑性繊維のブランケット用表面処理
熱可塑性ブランケット(100)に緻密表面層(104)を形成するための装置及び方法を提供する。装置(10)は、第1及び第2連続ベルト(12、14)と、これらのベルトの間に構成された処理帯域(16)と、第1及び第2加熱及び緻密ユニット(18、20)と、加熱及び緻密ユニットから下流のクーラー(50)と、を含む。方法は、熱可塑性ブランケットの面に緻密表面層を形成する段階と、緻密表面層をもった熱可塑性ブランケットを厳密な寸法公差内の所望厚さにする段階と、を含む。緻密熱可塑性ブランケット製品をも開示する。  (もっと読む)
(もっと読む)
熱伝導性シート状物、回路基板および熱伝導性シート状物の製造方法
【課題】 軽量化され、低価格かつ高性能な熱伝導性シート状物とその製造方法、及びこのような熱伝導性シート状物を備えた回路基板を提供する。
【解決手段】 連続気泡を内包する軟質樹脂発泡体5に、微細な熱伝導性材料を含浸させ、これを加熱しつつ1/2〜1/20厚みに圧縮する熱伝導性シートの製造方法と、この方法により得られた熱伝導性シートと、この熱伝導性シートを備えた回路基板。
(もっと読む)
繊維強化熱可塑性樹脂押出成形体の製造方法
【課題】ガラス繊維を含有するにもかかわらず高強度で軽い繊維強化熱可塑性樹脂押出成形体を製造する。
【解決手段】繊維強化熱可塑性樹脂材料からなる押出し成形体の少なくとも一部に空隙を形成し、該空隙が該繊維強化熱可塑性樹脂からなる部分の5〜90容量%である繊維強化熱可塑性樹脂押出成形体の製造方法において、(a)該繊維強化熱可塑性樹脂を溶融混練する工程、(b)該溶融混練された繊維強化熱可塑性樹脂を所定の最終成形体の断面積よりも大きくなるように押出す工程、(c)押出された該繊維強化熱可塑性樹脂を最終成形体形状になるまで圧縮する工程、(d)圧縮された該繊維強化熱可塑性樹脂を冷却する工程を含む繊維強化熱可塑性樹脂押出成形体の製造方法。
(もっと読む)
べっ甲基材の再生製造方法
【目的】 作業性がよく、安定した品質のべっ甲基材を再生することができる上に、製造コストの低いべっ甲基材製造方法の提供を目的とする。
【構成】 べっ甲の粉末と水の混合物を金型内に充填し、常温下で機械的に加圧し、次いで、金型を一定の圧力に保持する締結治具により締結し、しかる後100℃以上の水蒸気によって加圧加熱された耐圧容器に数分から数10分入れて、べっ甲粉末を固化再生させる。本発明では常温で機械的圧力を加えるため、再生べっ甲製造工程が大幅に効率化される。また、水蒸気下で加熱されるため、再生べっ甲内部まで一定の品質となり、且つ抗折力の大きい高品質の再生べっ甲基材が得られる。
(もっと読む)
961 - 972 / 972
[ Back to top ]