
Fターム[4F204FQ26]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形装置の構成部品、付属装置 (2,193) | 成形用エンドレスベルト装置 (83) | ベルトに対応する加圧手段 (38) | 加圧ローラによるもの (27)
Fターム[4F204FQ26]に分類される特許
1 - 20 / 27
波長変換型太陽電池封止材の製造方法及び太陽電池モジュール
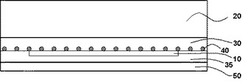
【課題】太陽電池モジュールに適用したときに、発電効率を維持又は向上しつつ、安価な波長変換型太陽電池封止材の製造方法を提供する。
【解決手段】シート状の封止材表面のうち、太陽電池モジュール作製時に太陽電池セル10と接する面に、蛍光物質を含有する球状蛍光体40を2次元的に散布、付着させて形成する工程を有する、波長変換型太陽電池封止材30の製造方法。
(もっと読む)
熱可塑性樹脂製フィルムの製造方法

【課題】ポリ塩化ビニル、ポリオレフィン等の熱可塑性樹脂、特に溶融粘度が高く溶融伸びの低い樹脂をフィルムを製造するための材料として用いた場合でも、膜厚精度の高いフィルムを製造する方法を提供する。
【解決手段】熱可塑性樹脂を含むフィルムを製造する方法であって、該方法は、熱可塑性樹脂を含有する材料であって、一対の対向する平らな部分を有する材料1を、前記熱可塑性樹脂が溶融している状態で一対のロール2の間に供給する工程と、前記一対のロール2で前記一対の平らな部分をあわせて圧延することにより、前記平らな部分同士を融着させて、一枚の一体化したフィルムを形成する工程とを有し、前記ロール2に供給される材料1が、平らな部分を有する2枚の別々のフィルム、または端辺部が接続部によって連結された一対の対向する平らな部分を有する1枚の扁平な筒状のフィルムである方法。
(もっと読む)
光学シートの製造装置及びその製造方法
【課題】各面に対して立体構造を高精度に形成することができる光学シートの製造装置及び製造方法を提供する。
【解決手段】本発明の実施形態に係る光学シートの製造装置は、加熱ローラ12と冷却ローラ13との間に架け渡される第1のベルト11と、加熱ローラ22と冷却ローラ23との間に架け渡される第2のベルト21とを備える。樹脂シートFの第1の面Faに第1の立体構造11aを転写した後、当該第1の面を冷却しながら樹脂シートの第2の面Fbに第2の立体構造21aを転写することで、第1の面に対する十分な冷却操作を確保しつつ、第2の面に対する高精度な形状転写が可能となる。また、第1の面の冷却処理と第2の面の冷却処理とが相互に異なる位置で実施されるので、各面に対して十分な冷却効果を確保でき、第1及び第2の原盤に対する安定した剥離操作を実現することができる。
(もっと読む)
フィルムとその製造方法、偏光板および液晶表示装置
【課題】傾斜構造を有し、ロングラン製膜時においても光学むらが少ないフィルムおよびその製造方法を提供する。
【解決手段】挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形するフィルムの製造方法であって、前記第一挟圧面が、少なくとも2つのゴムロールと、該少なくとも2つのゴムロールの外部に配置された金属ベルトとを含み、かつ、前記ゴムロールと前記金属ベルトとの間にバッファー補強層を有することを特徴とするフィルムの製造方法。
(もっと読む)
熱可塑性樹脂フィルム、その製造方法、偏光板および液晶表示装置
【課題】光学発現性が良好であり、位相差の傾斜構造を有し、光学特性の耐久性が良好なフィルムおよびその製造方法を提供する。
【解決手段】熱可塑性樹脂と添加剤とを含む組成物を溶融混練する工程と、溶融混練した組成物を該熱可塑性樹脂のガラス転移温度以下に冷却して固化する工程と、固化した組成物を含む熱可塑性樹脂含有組成物をダイから溶融押出しする工程と、溶融押出しされた溶融物を挟圧装置を構成する第一挟圧面と第二挟圧面の間に連続的に挟圧してフィルム状に成形する工程とを含み、前記挟圧装置によって該溶融物にかかる圧力が20MPa〜120MPaであり、かつ、前記第一挟圧面の移動速度を前記第二挟圧面の移動速度よりも速くする。
(もっと読む)
真空プレス装置
【課題】真空チャンバ内を高い真空度に維持可能な真空プレス装置。
【解決手段】真空チャンバ開口に搬送手段が設けられており、搬送手段が、開口を有し且つシートを把持可能でありこの開口と真空チャンバ開口とが気密的に連結されるように真空チャンバに取り付けられる第1グリッパと、開口を有し且つシートを把持可能であり第1グリッパよりも遠位側に配置され搬送方向に進退可能な第2グリッパと、その中をシートが通過可能となっており第1及び第2グリッパの開口同士を気密的に連結しさらに搬送方向に沿って伸縮可能な第1の連結管とを有し、第1グリッパの開口を閉じた状態で第2グリッパの開口を開けて第2グリッパを反搬送方向に移動させ、第2グリッパの開口を閉じて第1の連結管を真空引きし、次いで第1グリッパの開口を開けて第2グリッパを搬送方向に移動させてシートの搬送を行う。
(もっと読む)
成形体の製造方法および製造装置
【課題】 超微細加工、高い寸法精度、低残留応力、低複屈折、高光透過性、優れた機械的強度を有する成形体を、超低圧の成形プロセスでありながら、薄肉かつ大面積の形状で成形する方法等を提供する。
【解決手段】 微細なパターンを有する被塗布面に、熱可塑性樹脂の吐出口であるTダイのリップと被塗布面との距離で、塗布された溶融した熱可塑性樹脂の厚みが規定されるように、被塗布面と吐出口とが相対的に移動しながら樹脂を塗布した後、樹脂と金型との付着力よりも樹脂と加圧ローラとの付着力を低い状態に維持しながら、直ちに加圧ローラで押圧することで被塗布面に塗布された樹脂の微細パターンへの充填を促進すると共に、塗布した樹脂の厚みの平滑化と、天面への鏡面の転写を行う。
(もっと読む)
ローラダイの凹部付ローラ
【課題】修正が容易で、ランニングコストを低減できる構成のローラダイの凹部付ローラを提供する。
【解決手段】円筒の側面に、円筒の径方向に平行な平面で切ったときの断面形状が圧延加工された後のゴム部材Gの断面形状と同じ形状の凹部10kが形成された、ローラダイ10の上側のローラ10A(凹部付ローラ)を、回転軸取り付け孔10hが形成された肉厚の厚い円筒状の内側部材11と、上記内側部材11が嵌合される嵌合孔12Hを備え、円筒の外周面に上記凹部10kが形成された、肉厚の薄い外側部材12とから構成するとともに、上記内側部材11を上記外側部材12の上記嵌合孔12Hに挿入・固定して一体化して、上側のローラ10Aを作製するようにした。
(もっと読む)
製造設備の温度を制御する装置及び方法
【課題】高速で連続運転可能なフィルム、ウェブ等の製造に関する。回転しているロール、ベルトの温度をゾーン制御する方法及び装置を提供する。
【解決手段】装置12は、第一の温度の表面32を有するロール30と、ロール30の表面32の少なくとも一部に隣接して配置されたベルト70とを備える。ベルト70は、接触領域Cにおいてロール表面32に接触し、ロール30の第一の温度と異なる第二の温度を有して、ここでロールが回転する時に、接触領域C内において、ベルト70が、ロール30の表面32の少なくとも一部に温度変化の影響を及ぼす。
(もっと読む)
木粉樹脂複合ボードの端部切削面処理方法
【課題】木粉樹脂複合ボードの端部を切削加工した際に生じる粗い切削面が白く見え、他の非切削面と違和感が生じることを防ぎ、切削面を目立たなくすることのできる木粉樹脂複合ボードの端部切削面処理方法を提供する。
【解決手段】木粉と樹脂とを混合し溶融させて成形して得られる木粉樹脂複合ボードAの端部を切削加工し露出した切削面を処理する方法であって、該露出切削面を加熱下に加圧する熱圧締工程を含んでなる木粉樹脂複合ボードAの端部切削面処理方法。好ましくは、上記加熱温度を木粉樹脂複合ボードAを構成する樹脂の軟化温度付近とし、上記熱圧締工程が加熱ロール2または加熱ブレード3により行われる。
(もっと読む)
シート状の繊維強化複合材料とその製造方法
【課題】従来の方法・手段よりも低コストで製造される、優れた機械的特性を有するシート状の繊維強化複合材料を提供すること。
【解決手段】織物等の繊維強化材と熱可塑性樹脂とからなるシート状の繊維強化複合材料であって、繊維強化材が少なくとも片方の表層部分に偏在していることを特徴とするシート状の繊維強化複合材料。好ましいのは、シート状の繊維強化複合材料の中央部分に、繊維強化材を含まない繊維非含有層(熱可塑性樹脂層)、又は表層部分に比べて繊維体積含有率(Vf)の低い層が存在し、該中央部分の厚さが、繊維強化複合材料全体の厚さの少なくとも10分の1であるシート状の繊維強化複合材料である。
(もっと読む)
複合シートの製造方法
【課題】車両内装用の芯材等として用いられる複合シートを簡易な工程、装置で、効率よく製造することができる複合シートの製造方法を提供する。
【解決手段】本発明の複合シートの製造方法は、熱可塑性樹脂繊維(プロピレン系樹脂繊維等)及び/又は熱可塑性樹脂粉末(プロピレン系樹脂粉末等)と、無機繊維(ガラス繊維等)とを含有するマット21を、オレフィン系樹脂架橋発泡シート1(プロピレン系樹脂架橋発泡シート等)の両面に積層させて積層体とし、その後、加熱(熱可塑性樹脂の融点を10〜70℃上回る温度範囲)し、熱可塑性樹脂繊維等を溶融させてマットを一部溶融マットとし、次いで、オレフィン系樹脂架橋発泡シートと一部溶融マットとからなる積層シートを加圧し、一部溶融マットを圧縮させるとともにオレフィン系樹脂架橋発泡シートの両面に圧着させ、その後、冷却することを特徴とする。
(もっと読む)
ロールプレス装置
【課題】樹脂シートを加熱することなく、その表面に短時間で簡単に多数の凹部を形成できるようにすることである。
【解決手段】円筒面に複数の突起部1aが設けられた成形ロール1とフラットな円筒面の受けロール2をハウジング3に上下平行に組み込んで、成形ロール1と受けロール2間に常温のままの樹脂シートを通し、成形ロール1をモータ4で回転駆動して、各突起部1aでの圧縮によって、樹脂シートの表面に凹部をロールギャップ間で順次成形することにより、樹脂シートを加熱することなく、その表面に短時間で簡単に多数の凹部を形成できるようにした。
(もっと読む)
積層体の巻き取り方法、銅張積層板の製造方法、及び保護テープ付き製品の製造方法
【課題】積層板材料を供給する装置部位の空間制約による設置領域の不足と材料供給作業の困難さを解消し、生産効率を高める。
【解決手段】積層巻取装置1において、金属箔とフィルム状基材を積層させながらロール状に巻き取ることによりロール状多層ワークを形成し、巻出装置2の各シャフトにロール状多層ワークをセットし、ダブルベルトプレス装置3のライン速度に合わせてシャフトからロール状多層ワークを引き出し、引き出されたロール状多層ワークを連続的にダブルベルトプレス装置の連続ベルト間に挿入し、ロール状多層ワークをラミネート成形する。また、ロール状多層ワークを形成する際、監視したい積層板材料を最外面に露出させながら積層板材料を巻き取る。
(もっと読む)
リボン状ゴム成型装置及び成型方法
【課題】 一対のローラ間のギャップによりリボン状ゴムを成型するときに、ローラ又はローラ対を交換せずにギャップの寸法の変更を可能にする。
【解決手段】 リボン状ゴム成型装置2は、ギャップGpを隔てて対向配置された一対のローラ7,8を備えており、口金6から押し出されたリボン状ゴムをギャップGpを通過させることで圧延及び成型し、回転支持体10の外周面に貼付ける。ローラ7の中心を通る軸12とその両端の軸13,14とは偏心している。ギャップGpを変化させるときは、ピストンシリンダ機構26のピストン28の位置を変化させることにより、ラック29を上下動させてピニオン25を180度回転させる。これにより、軸12の軸線L1 をローラ8の軸11の軸線L3 に対して偏心量の2倍の距離接近又は離隔させる。
(もっと読む)
塩化ビニル系樹脂成形板
【課題】 本発明は、大量に生産性良く押出成形により製造でき、難燃性及び透明性の優れた塩化ビニル系樹脂成形板を提供する。
【解決手段】 平均重合度が400〜800の塩化ビニル系樹脂が塩素化された塩素化塩化ビニル系樹脂を主成分とし、塩素化度が64〜70重量%である塩化ビニル系樹脂組成物を、押出成形法及び連続プレス成形法で成形されたことを特徴とする塩化ビニル系樹脂成形板であり、5mm厚みの成形板において、JIS K 7361−1に準拠して測定した全光線透過率が55%以上であり、JIS K 7105に準拠して測定したヘイズが5%以下及び黄色度が40.0以下である。
(もっと読む)
積層製品の製造方法及び製造装置
【課題】固体部品を接着剤等の流動液に入れて基体シートで挟持して平滑固化させて積層製品としてのICタグを製造するとき、流動液と、固体部品が十分密着して馴染むようにして平滑性が十分に得られ、表面に印字できない、あるいは固体部品そのものがはがれてしまう等のトラブルの発生を皆無にしたICタグ等の積層製品を提供する。
【解決手段】2枚の基体シートの間に固体部品と流動液の層を介在させた状態の積層体を、一方の前記基体シートのシート面を基台の上に接触させて載置させると共に、他方の前記基体シートのシート面に、軸方向に硬体部と軟体部を同心に接合させたロールを回転可能に接触させて、前記基台と前記ロールとで前記積層体を挟持して加圧しながら前記ロール及び前記基台の何れかを移動させることによって前記積層体を平滑に固化させることを特徴とする積層製品の製造方法及び製造装置。
(もっと読む)
繊維強化樹脂シートの製造方法及び製造装置
【課題】 塗布された樹脂ペースト上にシート状の補強繊維材を積層させたり、ガラス繊維の切断片を散布して含浸させた後に、樹脂ペーストと補強繊維材との含浸性を向上させ、更には気泡の排出を効率良く行うことのできる繊維強化樹脂シートの製造方法及び製造装置を提供する
【解決手段】 気泡排出工程において、略板状の凸状部を複数個有するロールであって、該凸状部の先端部が円周方向及び軸方向の双方に対して不連続に配置されているロールにより気泡を排出する。
(もっと読む)
EVAフィルムの製造方法及び製造装置
【課題】架橋剤を含むEVA樹脂組成物のカレンダー加工によりEVAフィルムを製造するに当たり、加工中のEVA樹脂の架橋による不良品の発生を防止して、高品質のEVAフィルムを歩留り良く製造する方法及び装置を提供する。
【解決手段】架橋剤を含むEVA樹脂組成物をカレンダー加工することによりEVAフィルムを製造するに当り、練りロール上及び/又はカレンダーロール上の被圧延シートの温度を測定して測定結果をモニターし、該温度がEVA樹脂の架橋温度よりも低い温度となるように温度制御する。
(もっと読む)
層状基材の製造方法
本発明は層状基材の製造方法を制御するための方法、システム、コンピュータ読み取り可能媒体及びコンピュータプログラム製品に関する。その方法は基材のパラメータに関する測定データの少なくとも一つの第一の組を運搬手段14の並進方向(A)にプレス工程の上流に位置された第一プロセス段階で収集する工程32、前記基材のパラメータに関する測定データの少なくとも一つの第二の組を運搬手段14の並進方向(A)にプレス工程の上流に位置された第二プロセス段階で収集する工程34、及び第一プロセス段階及び第二プロセス段階から収集された測定データ及び計算された較正モデルを使用することにより樹脂用量を制御する工程36(そのモデルは第一プロセス段階及び/又は第二プロセス段階における基材の収集された測定データに基づいている)を含む。 (もっと読む)
1 - 20 / 27
[ Back to top ]