
Fターム[4F205AH11]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 用途物品 (2,778) | 機械要素 (179) | 管継ぎ手 (12)
Fターム[4F205AH11]に分類される特許
1 - 12 / 12
FRP複合シャフト及びその製造方法
【課題】FRP円筒と継手部材の接合部に捩り方向の力が加わったときに起こる接着剤破壊(接着界面破壊)を確実に防止し、加工が簡単で低コストであるFRP複合シャフト及びその製造方法を得ること。
【解決手段】本発明は、FRP円筒の中空端部内に継手部材を挿入し、接着剤を介して接合してなるFRP複合シャフトにおいて、上記FRP円筒の内周面と上記継手部材の外周面の間のクリアランス内に挿入する上記接着剤中に、上記FRP円筒の内周面の呼び径と上記継手部材の外周面の呼び径との差をXとしたとき、X/2よりも粒径が大きくかつ上記FRP円筒及び上記継手部材よりも機械的強度が強い無機粒子を含有させたことを特徴としている。
(もっと読む)
多層回転成形品の配管用継手及びその製造方法並びに配管用継手と多層回転成形品の溶着方法

【課題】接着性良く取り付けることができ、かつ多層回転成形品が有する多層による特性を損なうことなく、取り付けることができる多層回転成形品の配管用継手及びその製造方法及びその溶着方法を得る。
【解決手段】多層回転成形品が、内側の第1の樹脂層と、外側の第2の樹脂層と、第1の樹脂層と第2の樹脂層との間の混合樹脂層とを備え、配管用継手6が、第1の樹脂層と同系統の樹脂から成形された筒状の内側樹脂層1と、第2の樹脂層と同系統の樹脂から成形され、内側樹脂層を覆う外側樹脂層2とを備え、多層回転成形品の孔部周辺の第2の樹脂層と溶着させるフランジ部3が外側樹脂層2に形成されており、多層回転成形品の孔部に嵌められる筒状部4が、内側樹脂層1と外側樹脂層2とから形成されており、孔部の第1の樹脂層と接する筒状部4の部分4aが、内側樹脂層1のみから形成されている。
(もっと読む)
トリポード型等速自在継手およびトリポード型等速自在継手の外側継手部材
【課題】強度の低下を伴わず、大幅な軽量化が可能なトリポード型等速自在継手およびトリポード型等速自在継手の外側継手部材を提供する。
【解決手段】内周に軸線方向に延びる三本のトラック溝26を設けると共に各トラック溝26の内側壁に互いに対向するローラ案内面27,27を設けたトリポード型等速自在継手の外側継手部材である。内周にトラック溝26が形成された金属製のカップ部24を備える。カップ部24に薄肉部40となる小外径部41を形成し、小外径部41をFRP層42にて被覆する。
(もっと読む)
繊維強化樹脂製レジューサの製造方法
【課題】口径組み合わせ毎に成形型を必要とすることなく、一つの成形型で所定口径組み合わせに対応することが可能である、簡便な繊維強化樹脂製レジューサの製造方法を提供する。
【解決手段】上記の製造方法を、使用する最大口径から最小口径まで絞り込んだ断面漏斗状のテーパ面を有する円錐台状の成形型本体と、その両端より延出する回転軸とからなる成形型を用意し、この成形型に、その回転軸を回転させながら、フィラメントワインディング法により樹脂を含浸させた強化繊維基材を、成形型を囲包するように巻き付け、樹脂を固化或いは硬化させて成形したのち、脱型して、漏斗状管状体を作成し、次いで、漏斗状管状体の両端にその口径に略合う直管を連接するものとする。
(もっと読む)
繊維強化樹脂製チーズの成形方法
【課題】シワの発生がなく、外観良好で、強度を保持させた繊維強化樹脂製チーズが得られる成形方法を提供する。
【解決手段】上記繊維強化樹脂製チーズの成形方法を、端部を略45度に切断された円筒管同士をそれらの切断面において略直角に突合せ、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化して直角曲り円筒管を成形し、次いで該円筒管の頂部をその上記原料円筒管と同等サイズで略45度に切断し、このものを、端部を略45度に切断された、上記原料円筒管と同等サイズの別の円筒管と、それらの切断面において直角につき合わせてチーズ形にし、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化するものとする。
(もっと読む)
繊維強化樹脂管継手の成形金型およびその成形金型を用いた繊維強化樹脂管継手の製造方法
【課題】一回の成形作業によって複数個の繊維強化樹脂管継手を成形する。
【解決手段】成形金型2の金型本体22を縮径させ、その外周面の設定位置に長手方向に間隔をおいて複数個のシール用ゴムリング110を取り付けた後、金型本体22を拡径させる。その後、成形金型22の回転軸21を回転自在に支持し、少なくとも金型本体22の切断用溝22aをその外周面に離型フィルムfを積層して覆った後、成形金型2を回転させてその外周面に重合性樹脂組成物を含浸させた強化繊維束を巻き付けて積層し、巻き取った強化繊維束に含浸された重合性樹脂組成物を硬化させて繊維強化樹脂層120を成形する。次いで、繊維強化樹脂層120を各切断用溝22aに対応する位置でカッターにて切断して複数個に分割した後、金型本体22を縮径させて分割された各繊維強化樹脂層120を順に脱型する。
(もっと読む)
繊維強化樹脂管継手の製造方法
【課題】下地処理を施すことなく繊維強化樹脂管継手の外周面の塗装の剥がれを可及的に防止する。
【解決手段】光重合開始剤を含む重合性樹脂組成物を含浸させた強化繊維束を型に巻き付けるとともに、巻き取った強化繊維束に光を照射して強化繊維束に含浸された重合性樹脂組成物を硬化させ、繊維強化樹脂管継手1を成形する。次いで、繊維強化樹脂管継手1を脱型した後、繊維強化樹脂管継手1の外周面を僅かに研磨し、あるいは、僅かな凹凸を形成することにより、繊維強化樹脂管継手1の外周面を粗面加工する。そして、粗面加工された繊維強化樹脂管継手1の外周面を下水管などの本管と同色に塗装する。
(もっと読む)
繊維複合材製の少なくとも1つの一体的なフランジを有する中空シャフトの製造方法
【課題】フランジのエリアにおいて均一かつ規定の繊維構造と、フランジの壁厚みの柔軟な設定とを備えた繊維複合材製の一体フランジを有する中空シャフトを簡単かつコスト効率良く製造する。
【解決手段】繊維複合材製の一体的なフランジ12を有する中空シャフトの製造方法において、繊維材料で作られた複数の交差巻回部13が、シャフト部11の内側のコア20に適用される。コア20は半径方向の拡張リング22を有し、巻回部13は、それぞれの拡張リング22の外周部23上に固定される。繊維材料製の1つ以上のインサート15が、巻回部13間の拡張リング22のエリアに挿入される。次に、巻回部13の部分は、ストリッパ30を用いてエッジ25上の拡張リング22の外周部から剥がされ、拡張リング22の軸受面24上に載置されて、フランジ12の一部分を形成する。
(もっと読む)
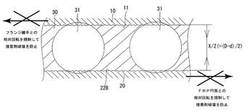
複合フランジ、フランジを組み込むダクト及びフランジの製造方法
複合材料で作られるフランジ(1)、フランジ(1)の製造方法及びフランジ(1)を形成するためのマンドレル(3)を提供する。フランジ(1)は、実質的に三角形の断面を有する湾曲した中空部材を有する。フランジ(1)の製造方法は、複合材料を湾曲したマンドレル(3)の外側表面に適用する。マンドレル(3)は、湾曲され、中実の三角形の断面を有している。製造方法は、断面が実質的に三角形で、湾曲した中空部材を有するフランジ(1)を生成する複合材料を硬化する工程も含んでいる。 (もっと読む)
補強コード層の形成方法及び金具付きゴム製筒体
【課題】空気ばねなどとして使用される金具付きゴム製筒体の製造工程及び工数を少なくすることができ、その製造コストを安くすると共に、安定した性能を得ることができる補強コード層の形成方法を提供する。
【解決手段】金具3、4の外側に一本の補強コード8を一定の傾斜角度(β)で掛け回し、一回掛け回す間に周方向にコードピッチ分だけずらす。掛け回し操作を繰り返して金具3、4の外周を周回させる。これにより、補強コード8の掛渡部8aを中心軸に対して傾斜させつつ周方向に配列する。掛渡部8aを全周に配列して、補強コード8の傾斜方向が互いに交差する二層の円筒状の補強コード層6a、6bを形成する。
(もっと読む)
FRP成形体からなる手摺部品または手摺及びその製造方法
【課題】 加圧式ハンドレイアップ法による低コストで耐候性が高く高強度で軽く運搬・施工が容易で耐用年数も長いFRP成形体からなる手摺とその製造方法を提供すること。
【解決手段】 エルボー管2より一回り小さいPVCパイプから芯材2Aを作製し、ガラス繊維クロス2aを巻き、その上から(硬化剤及び硬化促進剤入り)熱硬化性樹脂2bを全面に塗布し、成形体2Cが所定の太さになるまで繰り返す。上型10Aと下型10Bからなる鋼鉄製の圧縮型10の内面に離型剤を塗布した後、ゲルコート剤を塗布して加熱硬化させておき、成形体2Cを下型10B内に押し込んで上型10Aを被せて、全ての突出部12A,12Bをボルト13・ナット14で止め、成形体2Cの全体を均一に圧縮して積層体2Bを硬化させた後、圧縮型10から完成したエルボー管2を取外す。チーズ管、直管も同様に製造し、これらを組み合わせてFRP成形体からなる手摺が製造される。
(もっと読む)
ゴム製筒体
【課題】厚肉化することなく、より大きなトルクを伝達可能なゴム製筒体を提供する。
【解決手段】複数の補強コード4a、4bを略平行に並べて、補強コード4a、4bの束を構成する。補強コード4a、4bの束を、ゴム製筒体1を構成するゴム膜2の両縁部で折り返して螺旋状に折り畳む。外層側の補強コード4aと内層側の補強コード4bとが連続して、構造上の弱点としてのコードエンドがなくなる。ゴム膜2を厚肉化することなく、ゴム製筒体1の強度および耐久性が高まる。
(もっと読む)
1 - 12 / 12
[ Back to top ]