
Fターム[4F205AR13]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 調整制御量(制御の対象) (2,080) | 形状(←表面粗さ、光沢等) (45)
Fターム[4F205AR13]に分類される特許
1 - 20 / 45
繊維強化樹脂シートの製造装置及びその製造方法
【課題】マトリクス樹脂を強化繊維基材に良好に含浸することができる繊維強化樹脂シートの製造方法及びその製造装置を提供する。
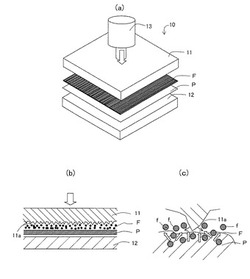
【解決手段】一対の押圧部材の間に、強化繊維が一方向に引き揃えられた強化繊維基材Fと、流動可能な状態のマトリクス樹脂Pとを供給し、一対の押圧部材11、12で、強化繊維基材Fとマトリクス樹脂Pとを押圧することにより、強化繊維基材Fにマトリクス樹脂Mを含浸させる繊維強化樹脂シートの製造方法である。一対の押圧部材11、12のうち少なくとも一方の押圧部材11として、表面に複数の突起11aが形成された押圧部材を用い、一対の押圧部材11、12の間において、強化繊維基材Fを押圧することにより、複数の突起11aで強化繊維をほぐしながら、マトリクス樹脂Pを強化繊維基材Fに含浸させる。
(もっと読む)
繊維強化プラスチック成形品およびその製造方法

【課題】
少なくともガラス繊維を含む繊維強化プラスチック成形品の機械加工による切断面を、塗料などにより塗装することなく平滑性を持たせて乱反射光線を防ぎ、マトリックス樹脂に含ませた顔料とほぼ同一の樹脂色を切断面で得ることができる繊維強化プラスチック成形品ならびにその製造方法を提供すること。
【解決手段】
マトリックス樹脂に顔料を含む繊維強化プラスチック成形品であって、成形品の機械加工による切断面を研磨加工すること、もしくは透光性を有する樹脂を塗布することにより算術平均粗さ(Ra)が0.3μm以下であることを特徴とする繊維強化プラスチック成形品ならびにその製造方法。
(もっと読む)
光学フィルムの製造方法および光学フィルム
【課題】支持体フィルムとしてプラスチックフィルムを用いる溶液キャスト法において、該プラスチックフィルムの裏面に存在する異物やキズによる該プラスチックフィルムの変形を抑制し、均一な膜厚、表面性を有する光学フィルムを提供する。
【解決手段】熱可塑性樹脂組成物を支持体フィルム上で溶液キャスト法によりフィルム化する光学フィルムの製造方法であって、該支持体フィルムの裏面に樹脂組成物のコーティングを施し、JISB0601−1982に基づいて測定される粗度Ryの関係が、キャスト面>裏面、である支持体フィルムを用いることを特徴とする光学フィルムの製造方法により達成される。
(もっと読む)
無端管状フィルム及びその製造方法
【課題】本発明は、中間転写ベルト、転写定着ベルト等として好適な表面粗さを有し高品質の画像を形成できる無端管状フィルム、及びその製造方法を提供する。
【解決手段】表面層と弾性層と基材層とを有する多層無端管状フィルムであって、全層継目がなく、表面層の表面粗さ(Rz)が0.25〜1.5μmである多層無端管状フィルム、並びに、表面層、弾性層及び基材層を有する多層無端管状フィルムの製造方法であって、円筒状金型を用いた遠心成型により表面層及び基材層をそれぞれ製膜して、該表面層の内面に該基材層の外面を重ね合わせて、両層の間に弾性層材料を注入し、加熱処理することを特徴とする多層無端管状フィルムの製造方法。
(もっと読む)
耐摩耗性の繊維強化複合材及びその製造方法
【課題】アンダーコート層、或いは、セラミックス粒子が食い込んだトップコート層を設けることなく、良好な接着強度を有する溶射皮膜が形成された耐摩耗性の繊維強化複合材及びその製造方法を提供する。
【解決手段】最外層に溶射皮膜層4を有する耐摩耗性の繊維強化複合材1であって、繊維強化プラスチック基材層2と、繊維強化プラスチック基材層2の表層に積層されたガラス繊維強化プラスチック層3と、ガラス繊維強化プラスチック層3の表層に溶射により被覆された溶射皮膜層4とを有する。
(もっと読む)
光学フィルムの製造装置
【課題】製造ラインを止めることなく、用途の異なる光学フィルムの連続的製造、ロールの交換およびロールの清掃が可能な光学フィルムの製造装置を提供すること。
【解決手段】1以上の鋳型ロール2および1以上の鏡面ロール3を備えた凹凸転写手段10を有し、該凹凸転写手段においてポリマーフィルム1を鋳型ロール2と鏡面ロール3に交互に張架させて搬送することにより、鋳型ロール表面の凹凸形状をポリマーフィルムに転写させる光学フィルムの製造装置であって、前記凹凸転写手段10におけるロールのうち少なくとも1つのロールが位置変更可能な可動式であることを特徴とする光学フィルムの製造装置。
(もっと読む)
溶液製膜方法
【課題】所望の光学特性の位相差フィルムをつくる。
【解決手段】溶液製膜方法10では、膜形成工程13と、剥取工程15と、延伸乾燥工程16と、乾燥工程18と、水蒸気接触工程20と、延伸工程22とを有する。膜形成工程13では、ドープ11から流延膜12を支持体上に形成する。剥取工程15では、支持体から流延膜12を剥ぎ取って湿潤フィルム14とする。延伸乾燥工程では、湿潤フィルム14の延伸とともに、湿潤フィルム14からの溶剤の蒸発を行う。乾燥工程18では、湿潤フィルム14からの溶剤の蒸発を行い、フィルム17とする。水蒸気接触工程20では、フィルム17に水蒸気を接触する。延伸工程22では、フィルム17の延伸により位相差フィルム21を得る。
(もっと読む)
光学フィルムの製造用部材および製造装置
【課題】腐食が抑制されるとともに、ドープ組成の変更時において変更後のドープに置換するための置換時間が短縮される光学フィルムの製造用部材および製造装置を提供する。
【解決手段】溶液流延法で使用される光学フィルムの製造用部材であって、少なくとも溶媒との接触面がプラズマ処理されたことを特徴とする光学フィルムの製造用部材、および該光学フィルムの製造用部材を備えた光学フィルムの製造装置。
(もっと読む)
流延装置及び溶液製膜方法
【課題】重なる層が互いに異なるポリマーを含む積層構造の光学フィルムをつくる。
【解決手段】フィードブロック本体25aには流路が設けられる。流路のうち上流側の部分に、ベーン73b、74bが配される。ベーン73b、74bは流路の上流側部分を流路81〜83に仕切る。ベーン73b、74bよりも下流側の流路には、上流側から下流側に向かって、合流部85及び積層ドープ流路86が順次設けられる。流路81には第1ドープが流れる。流路82には第2ドープが流れる。流路83には第3ドープが流れる。合流部85では、ベーン73b、74bを介して、各ドープ21〜23が合流する。各ドープ21〜23の合流により、各ドープ21〜23がそれぞれ層をなす積層ドープ45がつくられる。積層ドープ45は、積層ドープ流路86を流れる。ベーン73b、74bのうち下流側の部分には、低摩擦層90が設けられる。
(もっと読む)
溶液製膜用流延ダイ及び溶液製膜方法
【課題】流延膜に悪影響を及ぼすことなく、支持体からの端部剥離点で乾燥不足により発生する剥ぎ残りを定期的に洗浄する必要がなく、生産能率を向上するための皮張り発生防止手段を提供する。
【解決手段】上記課題は、リップ先端両端部の断面形状における、リップ面とリップ側面のます角度θが120度以上である溶液製膜用流延ダイによって解決される。この流延ダイから溶液製膜されたフイルムは偏光板保護膜に適し、液晶表示装置等に用いることができる。
(もっと読む)
フィラメントワインディング装置
【課題】多本数の繊維束を同時にライナーに巻き付ける場合であっても、ライナーがねじれ等により変形することなくワインディング処理が可能なフィラメントワインディング装置を提供する。
【解決手段】ライナー4の周面に繊維束80を巻き付けるフィラメントワインディング装置1であって、ライナー4の周面に繊維束80を巻き付ける際に、ライナー4を回転させるための第1駆動部19、及び第2駆動部20を具備し、第1駆動部19をライナー4の長手方向の第1端部4aに配設し、第2駆動部20をライナー4の長手方向の第2端部4bに配設する、フィラメントワインディング装置1である。
(もっと読む)
フィラメントワインディング装置
【課題】外観検査における精度を向上すると共に、高速化を可能とする。
【解決手段】繊維束をマンドレルに巻き付けた巻付けマンドレルM2の輪郭形状を形状データとして取得する取得部62,61aと、基準の輪郭形状を基準データとして記憶する記憶部61bと、形状データと基準データとを比較する比較部61cと、比較部の比較結果に基づいて、巻付けマンドレルM2の輪郭形状の良否を判定する判定部61dとを備えた。
(もっと読む)
セルロースエステルフィルム及びその製造方法
【課題】 写真感光材料や光学用途に用いられるフィルムにおいて、良好な平面性及びタッキング防止性を確保しつつ、透明性も十分に確保できるようにしたセルロースエステルフィルムを提供することを目的とする。
【解決手段】 セルロースエステルフィルムは、基層1とその両面に積層された表層2とからなる三層に構成されている。表層2には、マット剤が添加されており、基層1には、マット剤は添加されていない。
(もっと読む)
光学フィルム、その製造方法、光学フィルムを用いた偏光板、及び表示装置
【課題】 液晶表示装置(LCD)の偏光板用保護フィルム等に用いられる光学フィルムの製造方法において、エアの巻き込みを低減する。フィルムにエア巻き込み現象によるツレ・シワを発生させずに、平面性の優れた広幅の光学フィルムを製造する。広幅化および高品質化の要求に応えることができる光学フィルム、その製造方法、偏光板、及び表示装置を提供する。
【解決手段】 溶液流延製膜法による光学フィルムの製造方法で、乾燥工程におけるウェブの残留溶媒量が50〜150重量%である状態において、搬送ロールとウェブとの接触点に対し、エアをウェブの表面側から吹きつけて、ウェブをロール面に押圧して密着させる。ウェブに対してエアが、ウェブ幅手方向の0.7〜1.0倍にわたって吹き付けられること、また、吹付けエアによるウェブ押圧力が、0.3〜5kPaであることが好ましい。
(もっと読む)
流延方法及び溶液製膜方法
【課題】流延工程において、プレートアウト現象の発生に要する期間を延ばす。
【解決手段】流延工程70では、流延ダイが支持体へドープを吐出し、支持体上のドープから流延膜を形成し、流延膜を支持体から剥ぎ取る。支持体についてメンテナンス工程71を行う場合には、支持体へのドープの吐出を停止し、支持体に噴射処理を施し、ドープの吐出を再開する。噴射処理では、支持体にドライアイス粒子を含む混合気体をあてて、支持体に生成した酸化被膜を除去する。ドープの吐出の停止からドープの吐出の再開までを24時間以内とする。
(もっと読む)
熱可塑性樹脂フィルム、及びこれを用いたハードコートフィルム
【課題】 溶液流延製膜法により製造された熱可塑性樹脂フィルムの表面エネルギーを下げることで、フィルム表面にハードコート層を塗布する場合に、硬化阻害を防止し、付着性や密着性を改良することができ、またテンター以降のフィルム処理においてフィルムに押され故障が発生することなく、切粉などの皮膜断片の付着をも回避することができる、光学フィルムとして高品質の熱可塑性樹脂フィルム、及びこれを用いたハードコートフィルムを提供する。
【解決手段】 熱可塑性樹脂フィルムは、溶液流延製膜法により金属支持体から剥離したウェブを、幅手方向に延伸率20〜60%で延伸し、延伸後に乾燥したフィルムを巻き取ることよって製造され、かつフィルムの表面自由エネルギーが、20〜45dyne/cmである。ハードコートフィルムは、この熱可塑性樹脂フィルムの表面に、ハードコート層を設けているものである。
(もっと読む)
光学フィルム、その製造方法、光学フィルムを用いた偏光板、及び表示装置
【課題】 偏光板保護フィルム等の光学フィルムの製造時に、搬送張力の変化によってもフィルム(ウェブ)の搬送安定性が向上し、特に高温乾燥・搬送の工程でもフィルムの製造工程の安定化の効果を大きく発揮する。フィルムの故障欠陥がなく、外観品質が良好で、フィルムの光学特性が安定であり、光学フィルムの薄膜化、高品質化の要求レベルにも、充分に応えることができる、光学フィルム、その製造方法、偏光板、及び表示装置を提供する。
【解決手段】 光学フィルムの製造方法は、支持体からウェブを剥離する時のウェブの残留溶媒量を80〜170重量%、テンターに入る時のウェブの残留溶媒量を2〜20重量%とし、これらの間の初期乾燥ゾーン内の乾燥温度を60〜110℃とし、かつビッカース硬度(Hv)が1000以上、2000以下であり、表面粗さRmaxが0.05〜0.5sである搬送ロールを、少なくとも1箇所で使用する。
(もっと読む)
光学フィルム、その製造方法、光学フィルムを用いた偏光板、及び表示装置
【課題】 偏光板保護フィルム等の光学フィルムの製造時に、フィルムの搬送安定性を向上し、特に残留溶媒量が高い(フィルムが軟らかい)搬送状態、乾燥温度の高い範囲においても、フィルムの製造工程の安定化を図る。フィルムの故障欠陥がなく、外観品質が良好で、フィルムの光学特性が安定であり、光学フィルムの薄膜化、高い物理的強度、高品質化の要求レベルにも、充分に応えることができる、光学フィルム、その製造方法、偏光板、及び表示装置を提供する。
【解決手段】 光学フィルムの製造方法は、支持体からウェブを剥離する時のウェブの残留溶媒量を120〜210重量%、テンターに入る時のウェブの残留溶媒量を5〜40重量%とし、これらの間の初期乾燥ゾーン内の乾燥温度を60〜110℃とし、かつビッカース硬度(Hv)が1000以上、2000以下であり、表面粗さRmaxが1.0〜3.0sである搬送ロールを、少なくとも1箇所で使用する。
(もっと読む)
多孔質ロールを用いたポリビニルアルコール系フィルムの製造方法及びそれによって得られるフィルム
【課題】
ポリビニルアルコール系フィルムの単に生産効率を向上させることが可能であるばかりでなく、ポリビニルアルコール系フィルムにブロッキングを防止するマット面を容易かつ効率的に付与することができる製造方法及びその製造方法によって得られるポリビニルアルコール系フィルムを提供する。
【解決手段】
ポリビニルアルコール系樹脂10〜70重量%からなる水溶液を、回転する加熱されたロールに展延した後、加熱された1μm以下の径孔が100個/cm2以上設けられ、かつ水蒸気が流入可能に孔が形成された多孔質ニップロールを押圧させながら乾燥させること等を特徴とするポリビニルアルコール系フィルムの製造方法及びその製造方法によって得られるポリビニルアルコール系フィルム。
(もっと読む)
流延ダイ、溶液製膜設備及び溶液製膜方法
【課題】厚さムラ故障を回避しつつ、効率よくフイルムを製造する。
【解決手段】流延ダイ52は、積層ドープ61が通過するスロット106を有する。スロット106は、第1スロット部111、第2スロット部112及び第1接続スロット部116を有する。第2スロット部112は、方向SDの流路幅が、第1スロット部111の方向SDの流路幅よりも狭くなるように形成される。第1接続スロット部116は、方向SDの流路幅が、第1スロット部111側から第2スロット部112側に向かうに従い次第に狭くなるように形成される。第1接続スロット部116の内壁面116aには、動摩擦係数が内壁面116aよりも低い低摩擦層が形成される。
(もっと読む)
1 - 20 / 45
[ Back to top ]