
Fターム[4F205HW02]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 成形品の後処理、後加工 (127) | 型外での後処理、後加工 (51)
Fターム[4F205HW02]に分類される特許
41 - 51 / 51
チューブ状の糸及びその成型方法
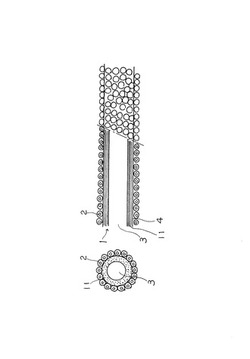
【課題】 強化樹脂成形部材を補強するために、軽くて引っ張り強度の高い補強糸の提供。
【解決手段】 多数の極細ガラスフィラメント11,11・・から成って撚りが与えられていない結束糸を開繊した平坦な帯状の糸12を使用し、これに樹脂液26を付着して丸く成型し、貫通した穴3を形成し、そして外周面には細かいガラス球2,2・・を付着している。
(もっと読む)
繊維強化樹脂製コイルバネおよびその製造方法

【課題】軽量化を図り、かつ、安定した形状の中空断面構造の繊維強化樹脂製コイルバネ及びその製造方法を提供する。
【解決手段】繊維強化樹脂製のコイル素線を螺旋状に巻回した繊維強化樹脂製のコイルバネであって、該繊維強化樹脂製のコイルバネは、その断面に中空部を有し、該中空部の中空率が、前記繊維強化樹脂製コイルバネの断面積の20%以上80%以下であることを特徴する。
(もっと読む)
熱可塑性長繊維複合材、その製造方法、およびそれから得られた製品
成形品に使用した場合、改善された表面抵抗率および/または衝撃強さが得られる導電性長繊維複合材である。この複合材は、熱可塑性樹脂、炭素長繊維、およびガラス長繊維を含み、前記炭素長繊維および前記ガラス長繊維が、約2mmを超えるかまたはそれと等しい長さを有し、前記導電性長繊維複合材が、製品に成形した場合、約108Ω/cm2未満またはそれと等しい表面抵抗率、および約10kJ/m2を超えるかまたはそれと等しいノッチ付アイゾッド衝撃強さを示す。 (もっと読む)
繊維補強樹脂成形品の製造方法、並びに、中間成形品及びその製造方法
【課題】 長繊維で補強された繊維補強樹脂成形品を製造でき、非常に長いものや、途中で屈曲したり、ねじれたりする形状であっても、製造しやすく、強度の高い成形品の製造を可能とする。
【解決手段】 本発明の繊維補強樹脂成形品の製造方法は、中間成形品11を製造し、中間成形品11を用いて繊維補強樹脂成形品を製造する。この中間成形品11には、樹脂存在部20と樹脂非存在部21とを有し、樹脂非存在部21は繊維部23だけであるので曲げることができる。そのため、中間成形品11の移動や保管が容易であり、また、使用現場で樹脂非存在部21に樹脂を含浸させて成形することにより、全域に繊維部23が設けられた成形品を製造することができる。
(もっと読む)
繊維補強樹脂製品の製造方法
【課題】現場への輸送が困難な長尺の繊維補強樹脂製品であっても、現場で一体物として容易に得ることができる繊維補強樹脂製品の製造方法を提供する。
【解決の手段】繊維補強樹脂製品に対して長さの一部を補強繊維のみとした半製品を現場に輸送し、現場において補強繊維のみの部分に樹脂液を含浸・硬化させる。補強繊維のみの部分の可撓性のために、折り曲げ等により全体的に外郭寸法を縮小できるから容易に輸送できる。更に、輸送先で製品の本来の形態に戻し、補強繊維のみの部分に樹脂液を含浸・硬化させて完成品とすることにより、現場への輸送が制限される長尺製品でも、連続した補強繊維に基づく繊維補強樹脂製品の有利性を保持させつつ工場内での取り扱いや輸送時の取り扱いの容易性を保証して現場での使用が可能となる。
(もっと読む)
FRP筒体およびその製造方法
【課題】
フィラメントワインディングにより製造されたプロペラシャフト用FRP筒体において、補強層部と本体筒部の間のテーパー形状の部分へのボイドを発生防止し、設計どおりの捩り強度を発現する層構成とその製法を提供する。
【解決手段】
構成要素(A)周方向巻層からなる少なくとも一箇所のテーパー部を有する部分補強部、構成要素(B)螺旋巻層を含み筒軸方向に全長に渡って延在する本体筒部、を含み、最表層に、構成要素(C)周方向巻層からなる筒軸方向に全長に渡って延在する表面保護部、を有するFRP筒体であって、少なくとも構成要素(A)のテーパー部の外周上では、構成要素(C)中の材料のバンド幅Lと隣り合うバンドとの幅方向の重なりPの関係が、L/P=1.5〜4.0であることを特徴とするFRP筒体。
(もっと読む)
ガラス繊維処理用変性ポリオレフィン系樹脂、表面処理ガラス繊維及び繊維強化ポリオレフィン系樹脂
【課題】振動疲労強度が飛躍的に改善された成形品を与えるガラス繊維処理用変性ポリプロピレン系樹脂、表面処理ガラス繊維及び繊維強化ポリプロピレン系樹脂を提供する。
【解決手段】(1)沸騰メチルエチルケトン抽出量が8質量%以下であり、(2)ガスパーミエーションクロマトグラフィー(GPC)で測定した数平均分子量(Mn)が6,000〜48,000の範囲内であり、かつ、(3)フーリエ変換赤外線分光法で測定した酸付加量が0.1〜12質量%の範囲内である、ガラス繊維処理用酸変性ポリオレフィン系樹脂、及び酸変性ポリオレフィン系樹脂で処理した表面処理ガラス繊維、並びに表面処理ガラス繊維含有長繊維強化ポリオレフィン系樹脂ペレット、それを含む成形品。
(もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造方法及び製造装置
【課題】 長繊維強化熱可塑性樹脂ロッドの冷却効果を高めると共に、水分過多による樹脂の劣化を抑え、更には、冷却不足による装置への溶融樹脂の付着を抑制し、装置運転トラブルを防止できる長繊維強化熱可塑性樹脂成形材料の製造方法及び、その製造装置を提供する。
【解決手段】 長繊維強化熱可塑性樹脂成形材料の製造工程における冷却工程として、前記長繊維強化熱可塑性樹脂ロッドに水滴を噴霧した後、エアを吹き付け前記長繊維強化熱可塑性樹脂ロッドの冷却を行うことを特徴とし、エアの吹付けは前記長繊維強化熱可塑性樹脂ロッドの上部から、垂直下方向より進行方向側に角度をつけて行うことが好ましい。
(もっと読む)
ジグザグ形状の繊維強化樹脂成形品及びその製造法
【課題】引抜き成形によってジグザグ形状の繊維強化樹脂成形品を製造し、得られた成形品を用いた複合補強部材を得る。
【解決手段】強化繊維束に熱硬化性樹脂を含浸させ、賦形ノズルを通して引抜き、硬化域に引抜き方向に沿って複数本のピンを所定間隔を置いて2列に整列させ、該2列のピンが相互にジグザグとなるように配列して2列のピンを移動させ、賦形ノズルを2列のピンと相対的に引抜き方向に直交する方向に往復動させて強化繊維束を含む熱硬化性樹脂を2列のピンに交互に掛けて硬化させてジグザグ形状の引抜き成形体を製造する。
(もっと読む)
長繊維強化樹脂成形材料の製造方法およびその製造装置
【課題】ペレット状の長繊維強化樹脂成形材料の毛羽の発生を抑制する。
【解決手段】回巻体から引き出された複数本の強化繊維ストランド4を束ねて樹脂含浸ダイ2中を連続的に通過させながら、該樹脂含浸ダイに設けた開繊具6により開繊させて熱可塑性樹脂を含浸させた後、所定の線径に引き出してペレット状の長繊維強化樹脂成形材料を製造する方法において、多数の孔10を有する多孔板1を回巻体と該樹脂含浸ダイ2との間に設置し、前記強化繊維ストランド4を該多孔板の孔に1本づつ挿通して分離しながら取り出したあと束ねて樹脂含浸ダイ2に導入する。
(もっと読む)
水素貯蔵タンク及びその製造方法
【課題】ライナの開口部の気密性を高めるのが容易となり、しかもMHの充填が容易になる水素貯蔵タンクを提供する。
【解決手段】水素貯蔵タンク11は、アルミニウム合金製のライナ12と、ライナ12の外面を覆う繊維強化樹脂層13とを備え、ライナ12の内部に熱交換機能を有する水素吸蔵用ユニット15が複数収容されている。ライナ12は円筒状の胴部12aと、その両端に形成されたドーム部12bとを備え、一端側に水素吸蔵用ユニット15を挿入可能な開口部16が形成され、他端側に水素の導入、排出用の水素通路用開口部17が設けられている。開口部16は直径がライナ12の胴部12aの内径の1/2未満に形成されている。水素吸蔵用ユニット15は、各水素吸蔵用ユニット15の熱媒管18の両端が水素吸蔵用ユニット15の一端側に設けられ、全ての水素吸蔵用ユニット15の熱媒管18が連結パイプ20によって直列に接続されている。
(もっと読む)
41 - 51 / 51
[ Back to top ]