
Fターム[4F206AA26]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | ポリエステル(←PET) (552) | ポリエチレンナフタレート (10)
Fターム[4F206AA26]に分類される特許
1 - 10 / 10
窓構造体の製造方法
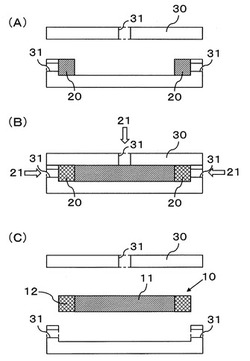
【課題】樹脂材料で構成される窓構造体の製造方法において、工程が少なく、構造体としての信頼性が高い窓構造体を製造することができる窓構造体の製造方法を実現する。
【解決手段】成形型30の内部に、枠状に形成された炭素繊維集合体20を用意し、窓部11を構成する透明樹脂材料21を流し込むことにより、炭素繊維強化プラスチックからなる窓枠12と透明樹脂からなる窓部11とを一体成形して窓構造体10を製造する。これによれば、窓部11と窓枠12とを別々に成形する必要がないので、組み付け工数を低減し、製造コストを低減することができる。また、窓部11と窓枠12との間に接着部などの界面が存在しないため、構造体としての信頼性を向上させることができる。
(もっと読む)
ガラス一体樹脂成形品及びその成形法

【課題】 常用されている熱硬化性樹脂に代えてより簡易な工程で実施できる熱可塑性樹脂を使用して、その接着強度が十分なガラス部材と樹脂成形体からなるガラス一体樹脂成形品を形成する。
【解決手段】 ガラス部材を載置した金型内に樹脂を注入し当該ガラス部材の周縁に樹脂成形体を形成し当該ガラス部材と一体化して、ガラス一体樹脂成形品を得るガラス一体樹脂成形法において、当該樹脂として、熱可塑性樹脂をベース樹脂とし、これに分子中にヒドロキシ基及び/又はエポキシ基を含有する化合物を配合した樹脂組成物を使用する。熱可塑性樹脂としては、液晶ポリマー又は結晶性樹脂(ただし、液晶ポリマーを除く。)が好ましく、前記ヒドロキシ基を含有する化合物としてはフェノキシ樹脂、エポキシ基を含有する化合物としてはエポキシ樹脂が好ましい。
(もっと読む)
配膳用トレイおよびその製造方法
【課題】 保管時等にトレイの載置部分に荷重がかかった場合であっても、表面が反り曲がって変形しにくく耐久性や耐衝撃性に優れ、形態安定性も良好な配膳用トレイ、およびそれを合理的に製造する方法を提供すること。
【解決手段】 射出成形金型内のキャビティ内の各平面部分において、フラット形態を保持する一対の前記フラットフィルム2・2をそれぞれ接合させて略平行に配置し、溶融状態の樹脂材料Pを前記一対のフラットフィルム2・2間に射出して、この溶融した樹脂材料Pを各フラットフィルム2の表面に圧接かつ熱融着せしめ、当該樹脂材料Pを硬化せしめることにより、これら両部材を接合一体化せしめてトレイ本体1を作製し、このトレイ本体1の載置板部11を両フラットフィルム2・2により両面から挟み込むことによって、当該載置板部11の反り曲がりを防止するという技術的手段を採用した。
(もっと読む)
金属合金と樹脂の複合体の製造方法
【課題】鏡面、梨地等の加工表面を有するステンレス鋼板等の金属を使用して、樹脂組成物を射出接合した場合に、高い接合力を有する複合体を得ることができ、かつその加工表面が維持された状態とする樹脂と金属の複合体の製造技術を提供する。
【解決手段】SUS304の薄板を、射出成形金型にインサートしPP樹脂3を射出する。射出接合後、金型を開いて内容物を離型し、これを液処理にかける。液処理終了後は、PP樹脂でマスキングされていない金属露出面6が液処理された面となる。これを別の射出成形金型にインサートし、射出接合用樹脂を射出し、金属合金と樹脂の複合体を得る。この複合体からPP樹脂部を剥ぎ取った物が、最終製品としての複合体である。製品の外観部(PP樹脂部でマスキングされていた範囲)は、当所のステンレスの鏡面が維持されている。
(もっと読む)
表面機能層を有する樹脂成形体の製造方法及びその成形体
【課題】表面機能層を有する樹脂成形体の射出成形による製造を可能とする製造方法及びその成形体の提供。
【解決手段】射出成形法を用いて表面に機能層を有する樹脂成形体を製造する方法であって、厚みが0.1mm〜2mmであり、融点が220℃以上である表面に機能層を有するフィルム5を一方の金型1と他方の金型4との間に配置し、該金型を型締めして成形キャビティを形成した後、該キャビティ内に熱可塑性樹脂6を射出する工程および成形体よりフィルムを剥がす工程を含む射出成形により成形することにより、フィルムが成形体に融着することなく、皺が無い、表面に機能層を有する樹脂成形体を得る。
(もっと読む)
ラベル付きインモールド成型体およびインモールド用ラベル
【課題】ラベル付きインモールド成型体の成型体に対するラベルの密着性とデラベリング性を両立させること。
【解決手段】熱可塑性樹脂を含む基層(A)と、熱可塑性樹脂と水溶性バインダーを含むヒートシール層(B)とを含むインモールド用ラベル(C)が成型体(D)に付されたラベル付きインモールド成型体(E)であって、該ラベル付きインモールド成型体(E)を40℃の水に4日間浸してもインモールド用ラベル(C)と成型体(D)が剥離しないことを特徴とする。
(もっと読む)
ラベル付きインモールド成型体およびインモールド用ラベル
【課題】ラベル付きインモールド成型体の成型体に対するラベルの密着性とデラベリング性を両立させ、装飾性を改善すること。
【解決手段】 熱可塑性樹脂を含む基層(A)、ヒートシール層(B)および印刷層(C)を順に有するインモールド用ラベル(D)が成型体(E)に付されたラベル付きインモールド成型体(F)であって、印刷層(C)の印刷面積がラベル全体の1〜90%であり、かつ、ラベル付きインモールド成型体(F)を80℃の1.5重量%水酸化ナトリウム水溶液に15分間浸したとき、インモールド用ラベル(D)が成型体(E)から剥離することを特徴とする。
(もっと読む)
マイクロニードルの成形方法
少なくとも1つのマイクロニードル(12)のネガ像を有する金型インサート(210)、圧縮コア(240)、および、金型インサートと圧縮コアの相互運動を可能にするように構成された金型ハウジングを備える金型装置を使用するマイクロニードルの成形方法。金型装置は、開放位置と閉鎖位置を有する。金型装置を閉鎖位置に置き、閉鎖した金型装置の中にポリマー材料を射出する。圧縮コアと金型インサートの相互運動により、射出されたポリマー材料を金型インサートと圧縮コアの間で圧縮する。また、金型装置が射出ゲート(270)を有する側壁を有する成形方法。また、加熱される金型インサートを備える成形方法。また、金型装置に超音波エネルギーなどの高周波数音響エネルギーを加えることを含む成形方法。 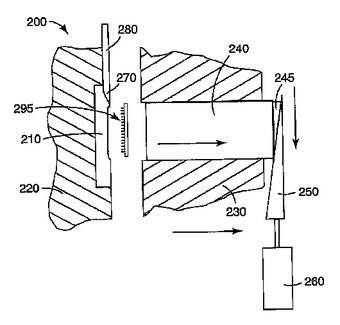 (もっと読む)
(もっと読む)
ポリエステル予備成形体の製造方法およびポリエステル延伸成形体の製造方法
【課題】 成形時のアセトアルデヒドの生成が抑制され、かつ透明性に優れ、耐圧性あるいは耐熱寸法安定性に優れた中空成形体用の予備成形体を高速成形により効率よく生産する製造方法およびそれからなるポリエステル延伸成形体の製造方法を提供する。
【解決手段】 少なくとも2種の、主としてエチレンテレフタレートを主繰返し単位とするポリエステルを主成分として含むポリエステル組成物を成形して成るポリエステル予備成形体の製造方法であって、該製造方法は、ポリエチレンテレフタレート50重量部とポリエチレンナフタレート50重量部とからなる成形条件把握用混合物を成形して得られる成形体のランダム度(R)が0.50以下となる溶融成形条件において、前記ポリエステルの少なくとも2種間の極限粘度の差が0.05〜0.30デシリットル/グラムの前記ポリエステル組成物を混練および成形することを特徴とするポリエステル予備成形体の製造方法。
(もっと読む)
管状断面の構造部材
【課題】管状断面(1)の構造部材、特に流体路の構造部材であって、異なるスティフニス及び/又はクリープ強さを備える少なくとも2つの材料を有し、該材料は、熱可塑性合成材料(6、9、22、23)を含み、より大きいスティフニス及び/又はクリープ強さを備える材料(9)が、他方の材料(6)の中に埋め込まれる構造部材を提供する。
【解決手段】管状断面(1)は、連続する環状の表面(12)を有し、該表面は、構造部材の縦中央軸と同軸に延び、外側の材料(6)に対して予め決められた量の比率で環状の表面にわたって射出成形される材料と同じ材料(9、22、23)を有する、または、環状の表面(12)の40%から100%は、同じ射出成形材料から成り、環状の表面(12)の円周方向に均一な間隔で分布する。
(もっと読む)
1 - 10 / 10
[ Back to top ]