
Fターム[4F206AB09]の内容
プラスチック等の射出成形 (77,100) | 添加剤、配合剤 (2,906) | 機能を特定したもの (1,748) | 帯電防止剤、防曇剤 (30)
Fターム[4F206AB09]に分類される特許
1 - 20 / 30
情報記録媒体収納用ケース
成形品
【課題】電磁波シールド性と力学特性に優れた成形品を得るための繊維強化熱可塑性樹脂組成物を提供すること。
【解決手段】(A)炭素繊維、(B)金属繊維および(C)熱可塑性樹脂を含む成形材料を成形してなる成形品であって、(A)炭素繊維と(B)金属繊維の重量比が(B)/(A)=1/5〜1/25であり、成形品における(A)炭素繊維の重量平均繊維長が0.3mmを越え、(A)炭素繊維の重量平均繊維長/(B)金属繊維の重量平均繊維長が1/2〜1/6であることを特徴とする成形品。
(もっと読む)
繊維強化樹脂の積層成形方法及び積層成形品
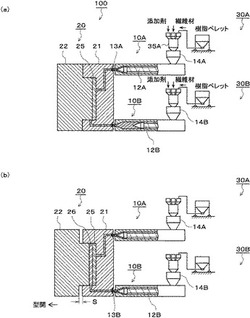
【課題】積層した層毎に繊維材の配合率が異なるとともに、意匠面の表面性に優れた繊維強化樹脂の積層成形方法及び、積層成形品を提供すること。
【解決手段】繊維材を含む溶融樹脂を充填して基材層を成形する第1の射出装置と、繊維材を含む溶融樹脂を充填して表層を成形する第2の射出装置とを用い、前記第1及び第2の射出装置に用いる樹脂成形材料が、積層成形品を成形する直前に所定量の、樹脂ペレットと、前記繊維材と、複数の添加剤とを混合手段により直接混ぜ合わされ、且つ繊維材の配合比率(重量含有率)を前記基材層及び前記表層それぞれで異なるようにした。
(もっと読む)
ポリスチレン系樹脂成形品

【課題】高分子型帯電防止剤の使用量の低減を図りつつ帯電防止を可能にした、ポリスチレン系樹脂と、高分子型帯電防止剤とを含有する組成物組成物が金型内に注型されてなる組成物成形品を提供する。
【解決手段】ポリスチレン系樹脂と、高分子型帯電防止剤とを含有するポリスチレン系樹脂組成物が金型内に注型されてなるポリスチレン系樹脂成形品であって、前記ポリスチレン系樹脂組成物には、さらに、ポリエチレン系樹脂及びポリプロピレン系樹脂の内の少なくとも1種が含有されていることを特徴とするポリスチレン系樹脂成形品。
(もっと読む)
ポリオレフィン系樹脂成形品
【課題】高分子型帯電防止剤の使用量の低減を図りつつ帯電防止を可能にした、ポリオレフィン系樹脂組成物が金型内に注型されてなるポリオレフィン系樹脂成形品を提供する。
【解決手段】ポリエチレン系樹脂及びポリプロピレン系樹脂の内の少なくとも1種と、高分子型帯電防止剤とを含有するポリオレフィン系樹脂組成物が金型内に注型されてなるポリオレフィン系樹脂成形品であって、前記ポリオレフィン系樹脂組成物には、さらに、ポリスチレン系樹脂が含有されていることを特徴とするポリオレフィン系樹脂成形品。
(もっと読む)
ポリオレフィン系樹脂成形品
【課題】ポリエチレン系樹脂及びポリプロピレン系樹脂の内の少なくとも1種と、高分子型帯電防止剤とを含有するポリオレフィン系樹脂組成物が金型内に注型されてなるポリオレフィン系樹脂成形品において、高分子型帯電防止剤の使用量の低減を図りつつ帯電防止を図る。
【解決手段】ポリエチレン系樹脂及びポリプロピレン系樹脂の内の少なくとも1種と、高分子型帯電防止剤とを含有するポリオレフィン系樹脂組成物が金型内に注型されてなるポリオレフィン系樹脂成形品であって、前記ポリオレフィン系樹脂組成物には、さらに、アクリル系樹脂が含有されていることを特徴とするポリオレフィン系樹脂成形品。
(もっと読む)
ポリオレフィン系樹脂成形品
【課題】ポリエチレン系樹脂及びポリプロピレン系樹脂の内の少なくとも1種と、高分子型帯電防止剤とを含有するポリオレフィン系樹脂組成物が金型内に注型されてなるポリオレフィン系樹脂成形品において、高分子型帯電防止剤の使用量の低減を図りつつ帯電防止を図る。
【解決手段】ポリエチレン系樹脂及びポリプロピレン系樹脂の内の少なくとも1種と、高分子型帯電防止剤とを含有するポリオレフィン系樹脂組成物が金型内に注型されてなるポリオレフィン系樹脂成形品であって、前記ポリオレフィン系樹脂組成物には、さらに、ポリ乳酸系樹脂が含有されていることを特徴とするポリオレフィン系樹脂成形品。
(もっと読む)
帯電防止性ポリカーボネート樹脂成形体の製造方法およびその成形体
【課題】溶融混練時、成形時及び長時間高温下で使用される環境下においても、黄色や褐色への着色が抑制され、機械的強度や透明性を著しく低下させることなく、流動性を向上させ、特に耐熱性も含めて総合的にバランスのとれた良好な性能を有する帯電防止性ポリカーボネート樹脂成形体の製造方法およびその成形体を提供すること。
【解決手段】
帯電防止剤(B)を含むポリカーボネート樹脂組成物(H)を、供給部、圧縮部、計量部、およびヘッド部を有する成形装置内で溶融して成形する帯電防止性ポリカーボネート樹脂成形体の製造方法において、溶融状態のポリカーボネート樹脂組成物(H)と成形装置内で接触する面の、大気中での酸化開始温度が450℃以上であり、かつ成形装置内の当該部の空隙の酸素濃度が2000ppm以下であることを特徴とする、帯電防止性ポリカーボネート樹脂成形体の製造方法。
(もっと読む)
ワンタッチ継手
【課題】帯電防止性能を有する樹脂製チューブを接続する配管用の樹脂製ワンタッチ継手であって、帯電防止性能を有するとともに、継手組立て時や破壊圧力試験時に継手樹脂製ボディ部に割れが生じない、耐圧性に優れたワンタッチ継手を提供する。
【解決手段】帯電防止性能を有する樹脂製チューブを接続する配管用のワンタッチ継手であって、チューブの帯電防止機能が連繋でき、帯電防止配管システムとして構築可能な、樹脂製ボディ部とチューブの開放スリーブが、ポリプロピレン100質量部及び高分子型帯電防止剤28〜38質量部を含有する配合物を射出成形してなり、該樹脂製ボディ部の金属部品圧入部にパーティングラインを有しないことを特徴とする帯電防止性能を有するワンタッチ継手;並びに前記配合物を、樹脂製ボディ部の金属部品圧入部にパーティングラインを発生させない構造の射出成形用金型を用いて、横型射出成形機により成形することを特徴とする、ワンタッチ継手の樹脂製ボディ部の製造方法。
(もっと読む)
天然繊維強化熱可塑性樹脂射出成形体
【課題】帯電した静電気を逃がす除電性能に優れた天然繊維強化熱可塑性樹脂射出成形体を提供する。
【解決手段】強化用繊維として天然繊維を含む天然繊維強化熱可塑性樹脂ペレットを成形原料として射出成形して得られた成形体であって、成形体中の天然繊維含有率が20〜60重量%で、かつ、天然繊維平均長さが1.5〜4.0mmであり、JIS L 1094に規定される半減期測定法によって測定される帯電圧半減期が40秒未満である天然繊維強化熱可塑性樹脂射出成形体。
(もっと読む)
減少した堆積物生成を有するグラフトポリマー成形組成物
【課題】 処理の間に熱可塑性組成物からしみ出る添加剤が減少する傾向を示し、そして金型中の堆積物増加が減少する、高い光沢の応用のための熱可塑性グラフトポリマー成形組成物を提供することである。
【解決手段】 成形組成物を特別に作った成分から合成する場合にはそしてある種の相溶性条件に従う場合には、上で述べた要件が満たされる熱可塑性グラフトポリマー成形組成物を提供することができる。
(もっと読む)
帯電防止性ポリカーボネート樹脂成形品の製造方法及び成形品
【課題】溶融混練時、成形時及び長時間高温下で使用される環境下においても、黄色や褐色への着色が抑制され、機械的強度や透明性を著しく低下させることなく、流動性を向上させ、特に耐熱性も含めて総合的にバランスのとれた良好な性能を有する帯電防止性ポリカーボネート樹脂成形品を提供すること。
【解決手段】ポリカーボネート樹脂(A)と帯電防止剤(B)を配合したポリカーボネート樹脂組成物(J)から成形品を射出成形する際、ゲート通過時の樹脂組成物(J)の最大せん断速度を1500〜10000/secとすることを特徴とする帯電防止性ポリカーボネート樹脂成形品の製造方法。
(もっと読む)
樹脂成形品
【課題】透明性、機械特性、表面特性に優れたバイオマス資源を原料として使用されたポリカーボネート樹脂からなる樹脂成形品を提供する。
【解決手段】下記式(1)で表されるカーボネート構成単位からなり、250℃におけるキャピラリーレオメータで測定した溶融粘度が、シェアレート600secー1の条件下で0.2×103〜4.0×103Pa・sの範囲にあるポリカーボネート樹脂(A成分)を、シリンダー温度220〜270℃の範囲で射出成形して得られる、JIS K7105に従って測定された厚み1mmの平滑平板状成形品における全光線透過率が75%以上であることを特徴とする樹脂成形品。
【化1】 (もっと読む)
(もっと読む)
エチレン/α−オレフィンのインターポリマーを含む熱成形された耐引っかき性の低光沢組成物
本発明は、少なくとも1種のエチレン/α−オレフィンインターポリマーと分岐および/または高溶融強度のポリプロピレンとを含むポリマー組成物、ポリマー組成物の製造方法、ならびにポリマー組成物から作製した成形、重ね成形、異形押出または熱成形製品に関する。ポリマー組成物は、減少した熱成形後シートおよび押出後(異形材)の光沢特性および/または改良された耐引っかき特性を有し得る。  (もっと読む)
(もっと読む)
再生材の製造方法
【課題】レジンの廃棄物を再生利用することができる再生材を製造する方法を提供する。
【解決手段】不飽和ポリエステルを主成分とした熱硬化樹脂を用いてモールド成形するときに発生したレジン廃棄物から再生材を製造するものであって、レジン廃棄物を粉砕する工程と、調合剤を混入する工程と、さらに細かく粉砕する工程とよりなる。
(もっと読む)
帯電防止スチレンポリマー組成物及びそれからの物品
帯電防止スチレンポリマー組成物は、スチレンポリマー組成物の総重量を基準として、30〜70重量%のスチレンポリマー、5〜40重量%のカリウムアイオノマー、1〜10重量%の1つ以上のポリオール、および2〜20重量%のエチレンコポリマーを含み、それは、従来技術の組成物と比較された場合に低下したダスト吸収性および向上した機械的性能を示す。多層構造物を含むフィルムまたはシートおよび押出成形、共押出成形、射出成形、熱成形、圧縮成形またはブロー成形によって得られる物品などの、本組成物でできた物品もまた開示される。 (もっと読む)
合成樹脂成形品及びその製造方法
【課題】プローブ針の長さを0.1mm程度に超短くすることを可能とした半導体装置用搬送キャリアを実現する。
【解決手段】LCPに平均直径が150nmであるカーボンナノファイバを6wt%混合してなる調整LCPを、1200mm/secの射出速度で射出成形する。厚さが0.05mmと極く薄く、表面抵抗値が104Ω・□である支持部42が成形される。
(もっと読む)
ポリオキシメチレン及び高構造化カーボンブラックをベースとする導電性樹脂混合物
本発明は、一態様においては、ポリオキシメチレン、ポリエチレングリコール、金属酸化物、高構造化カーボンブラック、及び櫛型ポリマーを含む、複数の特性と100〜106Ω・cmの体積抵抗率との改良されたバランスを示すポリオキシメチレン混合物である。本発明は、より詳しくは、30〜98.7重量%のポリオキシメチレンホモポリマー又はコポリマー、0.1〜10重量%のポリアルキレングリコール、0.1〜10重量%の金属酸化物、1〜15%の高構造化粒子状カーボンブラック、及び0.1〜15重量%の、比較的極性の低い骨格と比較的極性の高い側鎖を含む櫛型ポリマーを含む、ポリオキシメチレン混合物及びそれからの成形物品に関する。 (もっと読む)
樹脂成形品の射出成形及び表面改質方法
【技術課題】射出成形品の表面着色と改質を効率的に行うと共に表面に斑を生じさせたり、成形品の中間管理を行う必要のない改質方法を提供する。
【解決手段】同一の金型内に樹脂成形品の成形を目的とする成形用キャビティ11と前記成形品の表面着色又は改質を行なうことを目的とする改質用キャビティ12との2つのキャビティを形成し、先ず前記成形用キャビティ11を用いて樹脂成形品を成形し、次に型開きを行ってこの成形した成形品を前記改質用キャビティ12側に移動し、次に型締めを行って再び前記成形用キャビティ11内に樹脂を充填して成形品を成形するのと同時に、前記改質用キャビティ12内に表面着色又は改質用の混合気体を注入して成形品の表面改質を行う。
(もっと読む)
熱可塑性樹脂製品の射出成形方法及びこれに用いられる金型
【技術課題】二酸化炭素等の流体注入射出成形方法において、転写性と光沢性に優れ、消費する流体の消費量を節約できるようにすること。
【解決手段】キャビティ4を取り囲む固定側金型2と可動側金型3の接合面にシール機構5を設けると共に、このシール機構5とキャビティ4間に、前記接合面を経由して流出してきたキャビティ内からの注入流体を回収するための注入流体回収手段を設けた金型を用いて、先ず金型の型締めを行い、次に樹脂をキャビティ4内に充填し、次にキャビティ4内における製品の可視面と、この可視面が接するキャビティ4面間に可視面改質用の流体として、例えば二酸化炭素を注入し、次に樹脂圧を高めて可視面をキャビティ4面に密着させ、保圧・冷却を経て射出成形を完了する。回収した流体は、再度用いる。
(もっと読む)
1 - 20 / 30
[ Back to top ]