
Fターム[4F206AD33]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 前処理、処理 (524) | 化学的処理(←酸洗、脱脂、エッチング) (77)
Fターム[4F206AD33]に分類される特許
41 - 60 / 77
樹脂メッキ製品とその製造方法
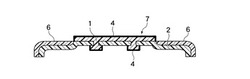
【課題】射出成形と浸漬メッキ処理により、短時間に金属メッキ樹脂を製造できる。
【解決手段】金属メッキ可能なABS樹脂1と金属メッキ不可能なメタクリル樹脂2を射出成形により成形し一体化樹脂3とする。この一体化樹脂3を金属メッキ溶液に一体的に浸漬しABS樹脂1の露出表面のみを金属メッキしてメッキ層4を形成する。金属メッキ後にメッキ済み一体化樹脂5のメタクリル樹脂2の露出表面のみにエラストマー樹脂6を射出成形により成形した樹脂メッキ製品7を製造する。
(もっと読む)
マスカラ用芯部材挿入型ブラシの製造方法及びそのブラシを製造するためのトランスファ金型
本発明はまつ毛を化粧するためのマスカラ用ブラシを製造するためのものに係り、さらに詳しくは、上側から加圧板と上型及び下型が順次に積層され、上型と下型との間には対応半分されたブラシ成形溝を配設し、下型の上部には別途の芯部材が載置配列されるようにする取出ブロックを挿設して、上型の上部から供給される成形用パッド原料が加圧板の押圧によりブラシ成形溝の内部に注入充填されて、芯部材の端部にラバーまたは合成樹脂製のアプリケータが押出成形されるようにすることにより、比較的に簡単なトランスファ金型を用いて大量のブラシを高速生産することができて生産速度の向上はもちろん、コスト節減を通じた収益増大効果があるものであり、比較的に良質のブラシを単一金型から一挙に量産することができて品質安定性の持続的な維持はもちろん、様々な軟性及び弾性を有する材質またはブラシ形状の変形を通じて消費者の購買満足度の向上はもちろん、購買趣向をもいずれも満足させることのできるマスカラ用芯部材挿入型ブラシの製造方法及びそのブラシを製造するためのトランスファ金型に関する。  (もっと読む)
(もっと読む)
樹脂成形品

【課題】樹脂成形品において正確な位置に、輪郭が明確な表示層を形成することが可能な樹脂成形品を提供する。
【解決手段】樹脂成形品1は、目視側前面4aと背面4bとを連通させる穴4cが形成されているインサート部材4と、インサート成形によって、インサート部材4と背面4bで固着されて一体化される樹脂部材5と、インサート成形時にインモールド成形転写によって、樹脂部材5上において穴4cと重なる領域に形成される表示層6とを備え、目視側前面4aにおいて穴4cと重なる領域の全外周に樹脂部材5を形成しないで、表示層6がインサート部材4と視覚上の区別が可能に形成されている。これにより、樹脂成形品において正確な位置に、輪郭が明確な表示層を形成することが可能な樹脂成形品を提供することができる。
(もっと読む)
金属と樹脂の複合体とその製造方法
【課題】軽量、電磁波遮蔽性、密閉性に優れた金属と樹脂の複合体と、その複合体の製造方法の提供。
【解決手段】本発明の樹脂と金属の複合体は、好適な表面処理を行ったアルミニウム合金製の金属部品と、好適な表面処理を行ったマグネシウム合金製の金属部品と、好適な表面処理を行った銅または銅合金製の金属部品とから選択される2種以上の金属部品と、この2種以上の金属部品に射出成形により直接的に接合され、ポリフェニレンサルファイド系樹脂、または、ポリブチレンテレフタレート系樹脂を主成分とする樹脂組成物とからなっている。
(もっと読む)
金属と樹脂の複合体の製造方法
【課題】安全な作業環境での従事が可能であり、しかも充分な接合強度で金属材と熱可塑性樹脂とを一体成形でき、低コストで金属と樹脂の複合体を製造できる方法を提供する。
【解決手段】微多孔質の水酸基含有皮膜が形成された金属の表面に、熱可塑性樹脂を射出し、上記皮膜を介して金属と熱可塑性樹脂とを一体化する。ここで、水酸基含有皮膜は、金属の表面に温水処理を施すことにより容易に且つ低コストで形成でき、水酸化皮膜及び/又は水和皮膜ということもでき、金属の水酸化物及び/又は水和酸化物を含む皮膜ということができる。好適な態様においては、前記金属の表面に少なくとも5nm以上の厚さ、好ましくは5nm〜100nmの厚さの微多孔質の水酸基含有皮膜が形成されている。温水処理としては、金属を50℃以上の温水に30秒以上、好ましくは60〜90℃の温水に1〜30分浸漬する処理が好ましい。
(もっと読む)
射出成形体の製造方法および製造用の金型
【課題】第一金型と、該第一金型に対して相対移動可能な第二金型で、第一成形体と、該第一成形体に形成する成膜と、第二成形体とを備えて構成される射出成形体を成形するにあたり、射出成形体の製造効率のよい射出成形体の製造方法および製造用の金型を提供する。
【解決手段】固定金型8に、可動金型9(10)を一次姿勢、成形姿勢、二次姿勢に変姿させて型合わせことで一次射出成形、成膜形成、二次射出成形を行ってサイドウインカー1を製造するにあたり、可動金型9、10を左右の二つから構成しており、該左右の可動金型9、10は、それぞれ独立して一次姿勢、成膜姿勢、二次姿勢に変姿させることができるので、たとえば、両可動金型9、10を略同時に変姿させて製造する場合、三回の変姿をする毎に二つのサイドウインカー1を製造することができる。
(もっと読む)
射出成形体製造用の金型および射出成形体の製造方法
【課題】一次射出、成膜形成、二次射出の3工程で形成する射出成形体を形成するにあたり、固定金型の型面を平面状のものとし、型締めを行うための型締装置の型締力の小さいものとすることができる射出成形体成形用の金型、射出成形体の成形方法を提供する。
【解決手段】サイドウインカー1は、ハウジング4を第一の一次射出、レンズ部を第二の一次射出で成形した後、ハウジング4を成膜形成し、該成膜済みのハウジング4とレンズ部7とを突き合せて二次射出して製造されるが、該製造するにあたり、金型は、固定金型8に対して各独立して相対移動することができるハウジング用金型13とレンズ部用金型14とを備えた構成とした。
(もっと読む)
金属製成形品と樹脂板材との接合構造
【課題】
金属製成形品に対して樹脂板をその端部において接合するに際し、その接合操作が比較的簡便であるとともに、接合部での強度をより大きくすることが可能であり、熱による変形、ひずみに対しても耐久性を向上させることができる、新しい接合構造を提供する。
【解決手段】
金属製成形品の裏面側での樹脂板材端部の接合構造であって、着座部1等の金属製成形品裏面の内側にインサート樹脂成形で形成された凹部5等の段部に、便座ベース2等の樹脂板材が載置され、二次成形樹脂7で一体化接合されているものとする。
(もっと読む)
リード、配線部材、パッケージ部品、樹脂付金属部品及び樹脂封止半導体装置、並びにこれらの製造方法
【課題】 リードを樹脂成型してなる半導体装置において、リードを被覆する樹脂体に損傷を与えることなく容易に樹脂バリを除去できるようにする。
【解決手段】 半導体装置10において、リード11は、金属薄板材の外表面が金属被膜で被覆されており、半導体素子12が取り付けられている。リード11の周辺部分15では、ダイヤモンドイドを含む被膜で覆われている。この被膜は、末端に金属結合性の官能基をもつダイヤモンドイドで構成された機能性有機分子を、リード11に自己組織化させることによって形成されている。
(もっと読む)
アルミニウム合金の枠体とその製造方法
【課題】軽量化を図り強固で運搬を容易にした大型製品枠体の製造技術の提供。
【解決手段】押し出し材から所定形状に加工し、ヒドラジン、アンモニア、水溶性アミンのいずれか1つ以上を含む水溶液に浸漬する工程により、その表面を平均直径20〜80nmの微細凹凸部形状としたアルミニウム合金押し出し材の枠状部材1の接合部に、20〜50%の繊維系フィラー入りの熱可塑性樹脂組成物を射出して大型の仮枠体を形成し、この仮枠体をアニ−ルしてから支持部材を固定し正確な枠状部材1にする。
(もっと読む)
タンク及びその製造方法
【課題】ポリアリーレンスルフィドを成形してなる容器部と金属表面を化学処理した口金からなり、機械特性、成形加工性及び気密性に優れたタンク及びその製造方法を提供する。
【解決手段】高化式フローテスターにて、測定温度315℃、荷重10kgの条件下、直径1mm、長さ2mmのダイスを用いて測定した溶融粘度が500〜30000ポイズであるポリアリーレンスルフィド97〜99.9重量%、カルナバワックス0.1〜3重量%、場合によっては更に繊維状充填剤及び/又無機充填剤からなる容器部と、金属表面を化学処理した口金とからなるタンク。
(もっと読む)
インサートモールド技術に基づく異材種複合成型方法及び同方法により成型された異材種複合成型体
【課題】 インサートモールド技術に基づく異材種複合成型方法及び同方法により成型された異材種複合成型体。
【解決手段】 シラン原子等の改質剤化合部を含む火炎を、各種プレ成型加工された被着体となる被モールド面に吹き付け処理し、当該界面活性化処理を施された各種プレ成型加工された被着体をインサートモールド装置に界面活性化処理面がモールド面となるようにセッティングした上で、各種化学組成の熱可塑性樹脂コンパウンドを熱溶融の上射出成型することを特徴とするインサートモールド技術に基づく異材種複合成型方法、及び前記方法に基づき成型された異材種複合成型体。
(もっと読む)
モールド品成型方法
【課題】 モールド成型品の金属インサートと自己接着性ゴムとの間に剥離が生じないようなモールド成型品の製造方法を提供する。
【解決手段】 金属インサートを固定した金型内に、成型機から自己接着性ゴムを流し込み、インサートヒータで金属アルミインサートと自己接着性ゴムとを加熱した後、インサートヒータと金型ヒータとを併用してさらに加熱を行うモールド品成型方法を用い、インサートヒータのみによる加熱条件を、140℃で60分間以上、160℃で45分間以上、または180℃で30分間以上のいずれか一の条件で行う。
(もっと読む)
樹脂メッキ部品付き中空樹脂成形品の製造方法、及びその中空樹脂成形品
【課題】
表面にメッキ処理がされた樹脂メッキ部品のメッキ処理部分を損傷させることなく、インサート成形できるようにすることである。
【解決手段】
予め、表面にメッキ処理がされたメッキモール4を、成形型Sのキャビティ9にインサートさせた状態で上下の各型11,13を型閉じし、樹脂流路14を介してキャビティ9に溶融樹脂Aを射出し(溶融樹脂射出工程)、溶融樹脂Aがキャビティ9の過半部を占める程度まで射出された後、ガス流路16を介してガスを高圧で注入し(ガスインジェクション工程)、溶融樹脂Aを膨出させて中空部Vを形成する。
(もっと読む)
アウトサート成形品
【課題】金属材料と成形樹脂を射出成形により接着を行う場合において、従前よりもそれらの接着領域における接着強度を著しく向上させることのできるアウトサート成形品を提供すること。
【解決手段】溶融させた成形樹脂を所望の成形体2の形状に固化させながら金属板5上に接着させて射出成形されたアウトサート成形品1であって、前記成形体2は、前記金属板5との対向面に、該成形体2の接着領域となる枠部3と、非接着領域となる枠内部4とが形成されており、前記枠部3を以て金属板5上に接着されている。
(もっと読む)
金属と樹脂の複合体及びその製造方法
【課題】表面に金属酸化物等の結晶を含むマグネシウム合金又はマグネシウム合金製の金属部品と樹脂を強固に一体化して接合(固着)する。
【解決手段】化成処理済みのマグネシウム合金部品が使用できる。金属酸化物、金属炭酸化物、又は金属リン酸化物の結晶層が出来た表面層に、樹脂組成物がポリフェニレンサルファイド(PPS)70〜99重量%とポリオレフィン系樹脂1〜30重量%とを含むものを一体に固着する。ポリフェニレンサルファイド単独系より射出接合力が優れている。マグネシウム合金部品の表面を化成処理し、これを金型にインサートし、前記樹脂組成物を射出させて接合して複合体を得る。
(もっと読む)
金属と樹脂の複合体及びその製造方法
【課題】金属と樹脂を強固に一体化接合するように改善された金属部品と樹脂組成物部品の複合体とその製造技術である。
【解決手段】マグネシウム合金部品を金型にインサートし、樹脂組成物を射出させ接合して複合体を得る。マグネシウム合金板1に、常法の化成処理やその変形法を使用することで金属酸化物、金属炭酸化物、又は金属リン酸化物の表層を形成した部品が使用できる。金属酸化物、金属炭酸化物、又は金属リン酸化物からなる表面層にナノレベルでの結晶状物の量が多いほど表面は硬くミクロの目で見てザラザラ面になり射出接合力に良く、これらは化成処理法で制御できる。一方の樹脂組成物部品は、PBT又はPPS主成分とする樹脂組成物4を使用する。
(もっと読む)
電子機器筐体とその成形方法
【課題】金属ケースに取付部と接着部を有する合成樹脂体を個別に接着させた構成の電子機器筐体とその成形方法である。
【解決手段】加工された金属ケース6の特定した所定位置に合成樹脂体を成形する。この合成樹脂体は、タップ穴等の複数の取付部8aと金属ケース6に接着する部分の島からなる接着部8bを有している。接着部8bは個別に構成され、最小限の接着面積となっている。合成樹脂体を金属ケース6に射出する前に、金属ケース6に接着を強固にするための表面処理を施す。
(もっと読む)
アルミニウム合金と樹脂の複合体とその製造方法
【課題】電子機器等において、加飾され、耐候性に優れ、生産性のよいアルミニウム合金と樹脂の複合体を製造する。
【解決手段】アルミニウム合金形状物に特殊液処理を施し、乾燥し、射出成形金型にインサートする。樹脂として、ポリオレフィン系樹脂をコンパウンドしたPBT、PPS系樹脂をこの射出金型に射出成形することにより、アルミニウム合金形状物と成形された樹脂が強力で安定的に接合した複合体が形成できる。この複合体はそのままアルマイト化しても、実質、アルミニウム合金形状物1と合成樹脂2間の接合力を低下させることがない。
(もっと読む)
アルミニウム合金と樹脂の複合体及びその製造方法
【課題】電子機器、家電機器等において、金属製筐体の良さと合成樹脂構造の良さを両立させ、生産性が高く量産性があり、形状、構造の設計が自由にできることが重要である。又、電子機器、家電機器のみに囚われず、各種部品、構造物での軽量高強度化に役立つものが求められる。
【解決手段】アルミニウム合金系状物を、侵食性水溶液に浸漬処理する方法で超微細凹部にて覆われた表面とするか、陽極酸化して超微細な孔の開口部で覆われた金属酸化物層化する。樹脂側は、耐衝撃性改良材をコンパウンドしたポリアミド樹脂とするか、脂肪族ポリアミドと芳香族ポリアミドの混合物とするか、芳香族ポリアミド同士の混合物として用意する。アルミニウム合金系状物を射出成形金型にインサートし、これの表面にポリアミド系樹脂組成物を射出して一体化した複合物を作る。
(もっと読む)
41 - 60 / 77
[ Back to top ]