
Fターム[4F206AD33]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 前処理、処理 (524) | 化学的処理(←酸洗、脱脂、エッチング) (77)
Fターム[4F206AD33]に分類される特許
61 - 77 / 77
アルミニウム合金と樹脂の複合体とその製造方法

【課題】電子機器等において、加飾され、耐候性に優れ、生産性のよいアルミニウム合金と樹脂の複合体を製造する。
【解決手段】アルミニウム合金形状物に特殊液処理を施し、乾燥し、射出成形金型にインサートする。樹脂として、ポリオレフィン系樹脂をコンパウンドしたPBT、PPS系樹脂をこの射出金型に射出成形することにより、アルミニウム合金形状物と成形された樹脂が強力で安定的に接合した複合体が形成できる。この複合体はそのままアルマイト化しても、実質、アルミニウム合金形状物1と合成樹脂2間の接合力を低下させることがない。
(もっと読む)
アルミニウム合金と樹脂の複合体の製造方法

【課題】電子機器等において、加飾され、耐候性に優れ、生産性のよいアルミニウム合金と樹脂の複合体を効率よく製造する。
【解決手段】アルミニウム合金形状物に特殊表面処理を施し、乾燥し、射出成形金型にインサートする。樹脂としてPBT、PPS、ポリアミド系樹脂をこの射出金型に射出成形することにより、アルミニウム合金形状物と成形された樹脂が強力で安定的に接合した複合体が形成できる。この特殊表面処理に於いて最も重要なヒドラジン水溶液の液寿命、すなわち液の可使用処理面積、をできるだけ延ばし表面処理での量産効率を上げるのに使用液の全量交換をしないという簡易で面白い方法であった。
(もっと読む)
熱可塑性樹脂の表面改質方法、装置および成形品
【課題】少量の表面改質材料を使用し、短時間で熱可塑性樹脂表面に均一に浸透させる。
【解決手段】熱可塑性樹脂をキャビティ内で成形後、可動金型を開いて成形品の対象部分と固定金型との間に隙間を形成するステップと、表面改質材料を含有した超臨界流体、亜臨界流体または高圧ガスを前記隙間に導入するステップと、導入された前記超臨界流体、亜臨界流体または高圧ガスが前記隙間から漏出することを防ぐため、可動金型を所定量閉じることで前記隙間を狭めてこの狭小後の第2の隙間に前記超臨界流体、亜臨界流体または高圧ガスを封入するステップと、型締めして成形品を圧縮するステップとを含む。
(もっと読む)
自動車用内装部品の製造方法及び自動車用内装材
【課題】良好な初期付着性を保持しているだけでなく、パネル表面の温度変化が激しい環境下においてもその付着性を保持する自動車用内装部品の製造方法及び自動車用内装材。
【解決手段】ポリオレフィン樹脂からなる芯材に、火炎処理を施す工程と、
該火炎処理された芯材表面に、結合剤と両端に水酸基を有する数平均分子量400〜700のポリエステルポリオールとを含有する接着剤を塗布する工程と、
該接着剤を塗布した芯材を、金型内に配置し、無発泡ウレタン反応液を前記接着剤を塗布した面側に射出して金型内反応させて前記芯材と一体に成形する工程と、
を有することを特徴とする自動車用内装部品の製造方法及び該製造方法による自動車用内装材。
(もっと読む)
食器類
【課題】耐熱性に優れた食器類を提供する。
【解決手段】ポリエチレンテレフタレートとポリブチレンテレフタレートの2種の樹脂と、全量に対して1〜15質量%のメタクリル樹脂と、全量に対して5〜30質量%の無機フィラーを含有するポリエステル成形材料で成形された素地成形品1の表面に、ポリエチレンテレフタレート製のインサートフィルム2をインサート接着する。熱湯による煮沸や電子レンジによる加熱で変形したり、表面が白くなったりすることがなくなる。
(もっと読む)
流体機械の金属製回転子の樹脂コーティング方法ならびに樹脂被覆金属製回転子
【課題】射出成形によりインサート部材としての金属製回転子の表面の樹脂をコーティングし、樹脂の割れや剥離が起こらない流体機械用の金属製回転子の樹脂コーティング方法ならびに樹脂被覆金属製回転子を提供する。
【解決手段】インサート成形により流体機械の金属製回転子表面に樹脂をコーティングする方法であって、前記金属製回転子を30℃以上前記樹脂の溶融射出温度以下の範囲内で、また、インサート成形用金型を30℃以上前記樹脂の溶融射出温度−50℃以下の範囲内で、各々予め定められた温度に加熱する予加熱工程と、予加熱された前記金属製回転子が予加熱された前記インサート成形用金型内に位置された状態で、溶融樹脂を射出するインサート成形工程と、成形物を金型内で保持する保持工程と、前記インサート成形物を金型から取出し、室温まで徐冷する冷却工程とを含むことを特徴とする。
(もっと読む)
電動パワーステアリング装置用減速ギヤとその製造方法
【課題】従来材料より高いレベルの機械強度と耐摩耗性を確保した樹脂組成物からなるウォームホイールを備えた電動パワーステアリング用減速ギヤを提供する。
【解決手段】減速ギヤ20において、還元粘度が0.09 m3/kg のポリアミドイミド樹脂をベース樹脂とする樹脂組成物からなる樹脂部3を、エポキシ樹脂系接着剤8を塗布した金属製芯管1の外周に一体に設け、樹脂部3の外周面にギヤ歯10を形成して構成されるウォームホイール11を備える。
(もっと読む)
内表面に薄膜を有する中空成形品の成形方法および成形装置
【課題】 蒸着面が汚染されることがなく、在庫管理も格別に必要としない、内表面に薄膜を有する中空成形品の成形方法を提供する。
【解決手段】可動金型(17)とスライド金型(10)とを使用する。また蒸着用チャンバー(25)の内部にターゲット電極等の蒸着要素が設けられている蒸着装置も使用する。可動金型(17)とスライド金型(10)とにより本体部(H)と蓋体(F)を1次成形する。本体部は可動金型(17)に、蓋体はスライド金型(10)に残った状態で型を開く。可動金型(17)に残っている本体部の内表面を蒸着用チャンバー(25)で覆って金型内で蒸着する。次いで、蒸着された本体部に蓋体が整合するようにスライド金型(10)を駆動する。そして、2次成形用の樹脂を射出して本体部と蓋体とを一体化する。
(もっと読む)
熱硬化成樹脂と熱可塑性合成樹脂の一体成形品の製造方法、及びその製品
【課題】熱硬化性合成樹脂成形品に直接熱可塑性合成樹脂を成形固着する方法及び成型品を提供する。
【解決手段】熱硬化性合成樹脂製ベルト本体1の背面を脱脂処理し、突起部材6となる部分に熱可塑性合成樹脂を射出成形して、両者を固着一体化する。
(もっと読む)
アルミニウム合金と樹脂の複合体とその製造方法
【課題】アルミニウム合金とポリアミド系樹脂を主成分とする熱可塑性樹脂を強固に射出接合させた複合体とその製造方法の提供。
【解決手段】所定形状に加工されたアルミニウム合金形状物1を、アンモニア、ヒドラジン、及び水溶性アミン系化合物から選択される1種以上の水溶液に浸漬させ、水洗し、乾燥させた後、射出成形金型にインサートする。射出成形金型にポリアミド系樹脂を主成分とする熱可塑性樹脂組成物2を射出してアルミニウム合金形状物1と一体化させ複合体4を製造する。アルミニウム合金形状物1は、水溶性アミン系化合物の水溶液に浸漬する前に塩基性水溶液及び/又は酸性水溶液に浸漬することが好ましい。
(もっと読む)
超親水性表面を有するプラスチック成型物の製造方法
【課題】疎水性のプラスチックの表面を、超親水性にすることにより、防曇性防汚染性に優れたプラスチック成型物を容易に製造する方法を提供する。
【解決手段】フィルム基材に親水性シリカと光触媒性に富む酸化チタンの膜を形成し、プラスチック表面に圧と熱とでシリカ膜を転写するか、上記フィルムを金型内面に箔送り装置で送り込み、プラスチックを射出成型しシリカ膜を転写することで、超親水性表面を有するプラスチック成型物が得られる。
(もっと読む)
混合された材料表面領域を有する成形部品およびその製造方法
本発明は、魅力的な外観を有し、皮革、布帛、木材、金属または他の半硬質の表面材料等の少なくとも2つの異なる材料の表面領域を備える薄い射出成形プラスチック製品を与える。これらの成形製品は、天然材料の本物の触感と、薄い寸法、美観および/または耐久性との所望の組み合わせを有する。したがって、成形プラスチック製品は、概略同一平面または概略連続的に、2つの表面層材料が接する境界線を含んで近接および連結する複数の表面領域を有する異なる第1の材料(1)および第2の材料(2)の層の少なくとも2つの装飾表面領域を有する前面装飾表面を備えるプラスチック基体部品を有する。前面については、第1の材料の少なくとも一部は、第2の材料の少なくとも一部の上部に配置されかつ第2の材料の少なくとも一部と重なる。プロセスの態様において、2つの表面材料片は型キャビティ内に配置され、2つの材料はともに、各々が成形部品の前面側に表面領域を与えるように配置される。任意選択的に、一方または両方の表面材料片の背面側または非装飾側に接着剤および/またはバッキングの材料(3,5)がある。成形用プラスチック(9)は、型(6,7)内に射出され、表面材料の背面側に接触および接着し、成形プラスチック基体部品を与える。成形用プラスチックが十分に流動性である間に、キャビティに圧力を適用し、好ましくは射出成形プロセスにおいて、2つの異なる表面材料を実質的に同一平面または連続的な表面に圧縮および/または形成し、そしてより厚い重なり領域を必要な深さまでプラスチック基体部品内に向かってプレスするのに十分である。 (もっと読む)
アルミニウム材と合成樹脂成形体の複合品及びその製造法
本発明は、高能率に製造できるアルミニウム材と合成樹脂成形体の複合品の製造法と耐剥離性や機械的強度の大きい安定堅牢な複合品を提供する。本発明の上記複合品の製造法は、アルミニウム素材1を燐酸又は水酸化ナトリウムの電解浴で陽極酸化処理することにより、表面に開口する孔径が25nm以上である無数の孔3を具備する陽極酸化皮膜2を形成し、射出成形などで合成樹脂成形体6の一部6aを該陽極酸化皮膜2の無数の孔3内に食い込み結着せしめた状態に接合したことを特徴とし、これにより簡単に上記の特性を有する複合品Pが得られる。  (もっと読む)
(もっと読む)
アルミニウム合金と樹脂の複合体とその製造方法
本発明は、アルミニウム合金形状物の表面に、ポリフェニレンスルフィドを成分として含む熱可塑性樹脂組成物を射出成形等の方法で一体に付着させるに際して、前処理としてアルミニウム合金形状物をアンモニア、ヒドラジン、及び水溶性アミン化合物から選択される1種以上の水溶液に浸漬することを特徴とするものである。そして、当該発明により、熱可塑性樹脂組成物とアルミニウム合金形状物とは容易に剥がれることなく、形状、構造上も機械的強度の上でも問題がない各種機器の筐体や部品、構造物等を作ることができる。 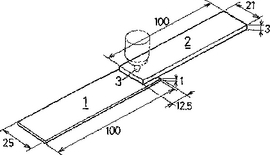 (もっと読む)
(もっと読む)
金属と樹脂の複合体およびその製造方法
【課題】金属と樹脂を一体化接合し、結合が強固で、量産性があり、形状、構造の設計が自由にできる金属と樹脂の複合体とその製造技術の提供。
【解決手段】所定の形状に加工された金属形状物1の接合面5に微細凹凸層を有する多孔質の表面層を形成する。例えば、アルミニウム合金形状物、マグネシウム合金形状物を微細エッチング又は陽極酸化し、表面に微細凹凸層を有する多孔質の層を得る。これらを、水溶性アルコール溶液に浸漬し、アルコールを微細な多孔質の孔内に吸蔵させる。これらを射出成形金型にインサートし、ポリアルキレンテレフタレートを主成分とする熱可塑性樹脂組成物2を射出すると金属形状物と樹脂成形部は強力に接合し一体化した複合体4となる。
(もっと読む)
アルマイト化アルミニウム合金と樹脂の複合体とその製造方法
【課題】
金属製筐体の良さと合成樹脂構造の良さとを両立させ、外観が綺麗で生産性が高く、量産性があり、形状、構造の設計自由度が高いアルマイト化アルミニウム合金と樹脂の複合体とその製造方法を提供する。
【解決手段】
アルミニウム合金形状物を陽極酸化処理してアルマイト化した後、被接合部分の酸化物層皮膜を破壊し、酸性水溶液に接触させるエッチング工程、及びアンモニア、ヒドラジン、及び水溶性アミン化合物から選択される1種以上と接触させる工程を経てたアルマイト化アルミニウム合金形状物を射出成形金型に収容し、熱可塑性樹脂組成物を射出して、被接合部分に熱可塑性樹脂組成物を一体に接合する。
(もっと読む)
立体配線構造体の製造方法
【課題】 金属配線部材間での導通などの欠陥の極めて少ない高密度の立体的な配線構造を有する配線基盤を効率的で製造する。
【解決手段】 少なくとも一つの表面に絶縁性物質によるコーティング層が形成された金属製配線部材Hの複数を、配線部材どうしが接触する部分において配線部材間にコーティング層が介在される配線構造で、金型G内に組み込み、その後、樹脂成形材料Iを充填して一体化することにより、立体配線構造体を製造する。
(もっと読む)
61 - 77 / 77
[ Back to top ]