
Fターム[4F206AH15]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 機械要素 (370) | バネ、サスペンション、スリーブ、ダイヤフラム (27)
Fターム[4F206AH15]に分類される特許
1 - 20 / 27
ストラットマウント及びストラットマウント成形用金型
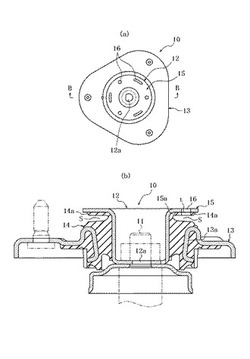
【課題】サスペンションのリバウンド時、弾性部材に当接するストッパプレートに、例えば、プレートの表裏面を貫通する孔が開けられていた場合、孔の弾性部材に対向する側の開口エッジ或いは開口エッジに残っているバリ等により、ストッパプレートが当接する弾性部材に傷が付き易く、更には、弾性部材に亀裂が入り易かった。
【解決手段】内筒部材12に、外側部材13の上部上方に露出するストッパゴム14に対向して位置し、搬送手段の係止部Fが入り込む係止用孔16が開けられたストッパプレート15を形成し、ストッパプレート15の裏面15aを覆うプレートゴム14aを有する。
(もっと読む)
防振装置

【課題】樹脂バリの発生を抑制すると共に、樹脂成形金型へ防振脚部を設置する作業の作業性の向上を図ることができる防振装置を提供すること。
【解決手段】第1成形体100に形成されるゴムバリBRは、側面53aの内の空間S側に設定される。よって、第1成形体100を樹脂成形金型400に設置して樹脂成形工程を行う際には、ゴムバリBRが形成された部分を樹脂成形金型400の所定部位(側面53aに密着してシールする部位)に挿入する必要がない。即ち、ゴムバリBRをキャビティCに収容させることができる。よって、第2壁覆設ゴム53を樹脂成形金型400の所定部位に容易に挿入可能とし、設置作業に要する作業時間の短縮を図ることができるので、設置作業の作業性の向上を図ることができる。また、樹脂成形金型400の所定部位を側面53aに密着させ、シール性を確保できるので、樹脂バリの発生を抑制することができる。
(もっと読む)
樹脂製弾性体
【課題】ユーザのニーズによって弾性体の気圧を自由に調整可能な樹脂製弾性体を提供する。
【解決手段】二つのドッキング具と、一つの連結具と、を含む樹脂製弾性体において、二つのドッキング具は、裏面と、外面と、をそれぞれ有し、その周縁に連結縁が成形され、連結縁はドッキング具の外側に延び、二つのドッキング具のうちの一つの裏面により収容空間が形成され、二つのドッキング具は裏面が互いに対向するように設けられ、各連結縁が互いに当接し、各ドッキング具が樹脂射出成形されたものであり、二つのドッキング具のうちの一つに充気・気体漏れユニットが設けられ、充気・気体漏れユニットにより二つのドッキング具を充気し、又は気体を漏れることができ、連結具は、射出溶接の方式により二つのドッキング具の連結縁を連結し、連結具を射出成形すると同時に、気体が二つのドッキング具内に封入される。
(もっと読む)
樹脂ブラケット付き防振装置の製造方法及び樹脂ブラケット付き防振装置
【課題】樹脂ブラケットを射出成形すると同時に本体ゴム部に予圧縮を加えた状態に加硫品に一体化でき、所要部品点数及び組付工程を削減できる樹脂ブラケット付き防振装置の製造方法を提供する。
【解決手段】ゴムストッパ部72をストッパ当り部98に当接させ且つ本体ゴム部18を設定予圧縮量で予圧縮する状態に樹脂ブラケット14と加硫品66とが互いに連結された樹脂ブラケット付きエンジンマウント装置10の製造方法であって、加硫品を樹脂ブラケット14の成形型にセットし、型締めの動きで本体ゴム部18を設定予圧縮量よりも一旦過剰に圧縮変形させ、最終型締状態でゴムストッパ部72から離隔した位置にストッパ当り部98用の成形空間を形成する。その後樹脂材料を射出して被固定部100及びストッパ当り部を有する樹脂ブラケットを成形し、その後型開きしてゴムストッパ部72をストッパ当り部98に当接させ且つ本体ゴム部を設定予圧縮量だけ予圧縮した状態の成形体を得る。
(もっと読む)
ゴム成形体の製造方法及びトランスファー成形用金型
【課題】、気泡や未充填を抑制しつつ、金型内に未加硫ゴムを充填可能で、加硫成形後のゴム特性を良好に維持可能なゴム成形体の製造方法を提供することを目的とする。
【解決手段】金型1内に充填した未加硫ゴムを、加熱加硫した後に脱型するゴム成形体7の製造方法であって、金型1内の空間を複数領域に区画し、複数領域のうちの一つを、仕切部材25によって他の領域から仕切った状態で未加硫ゴムを充填し、この工程を複数領域が最後の1領域になるまで繰り返し、その後、仕切部材25を金型1から取り出してから最後の1領域に未加硫ゴムを充填することにより、全ての領域に未加硫ゴムを充填することを特徴とする。
(もっと読む)
ゴム成形体の製造方法及びトランスファー成形用金型
【課題】、気泡や未充填を抑制しつつ、金型内に未加硫ゴムを充填可能で、加硫成形後のゴム特性を良好に維持可能なゴム成形体の製造方法を提供することを目的とする。
【解決手段】金型1内に充填した未加硫ゴムを、加熱加硫した後に脱型するゴム成形体7の製造方法であって、金型1内の空間を複数領域18a〜18hに区画し、複数領域のうち、一の領域を除いた残りの領域にそれぞれブロック体19を嵌め込むことにより、残りの領域を隙間なくブロック体19で充填した状態で前記一の領域に未加硫ゴムを充填し、その後、ブロック体19のうちの一つを取り除いて空になった領域に未加硫ゴムを充填する工程を繰り返すことによって全ての領域に未加硫ゴムを充填することを特徴とする。
(もっと読む)
防振部材の成形方法および防振部材
【課題】充填材の配向性を向上させることができる防振部材の成形方法および防振部材を提供。
【解決手段】防振部材70の成形方法は、金型1のキャビティ292に、複数の溝部296aを有するゴム弾性部材296を配置することにより、キャビティ292に溝部延在区間296bを区画し、金型1を締める型締め工程と、樹脂製の母材と、母材に分散される異方性の固体の充填材と、を有する溶融樹脂をキャビティ292に注入し、複数の溝部296aに沿って溶融樹脂を流動させることにより、溝部296aを流動する充填材を溝部296aの延在方向に略配向させた状態で、溶融樹脂を固化させる注入工程と、金型1を開き、ゴム弾性部材296と、複数の溝部296aにより形成される複数のリブ700aを有する樹脂部材700と、が一体化された防振部材70を取り出す型開き工程と、を有する。
(もっと読む)
防振装置セット及びその製造方法
【課題】異なる成形型を用意することなく、第1及び第2防振装置のストッパ特性を相違させる。
【解決手段】第1及び第2トルクロッドT1は、それぞれ、第2内筒部材4と、大外筒部10を有するブラケット1と、一対の主ばね部50,50を有する第2ゴム弾性体5と、第1及び第2空洞部53,54と、第1及び第2ストッパ6,7とを有していて、第2ゴム弾性体5並びに第1及び第2ストッパ6,7が第2内筒部材4及びブラケット1に加硫一体成形されている。第1トルクロッドT1のブラケット1における第1ストッパ6の第2軸直方向外側の部分には、孔部13が形成されている。第2トルクロッドのブラケットにおける第1ストッパの第2軸直方向外側の部分には、第1及び第2孔部が形成されている。第2トルクロッドの第2ゴム弾性体は、第2孔部内に大外筒部の内側と第1孔部とを仕切るように設けられた仕切部をさらに有している。
(もっと読む)
発泡ポリウレタンおよびその製造方法、ならびに発泡ポリウレタンで構成された自動車用防振部材
【課題】耐ヘタリ性に優れ、ボイドを実質的に含まない発泡ポリウレタンおよびその製造方法、ならびに該発泡ポリウレタンで構成された自動車用防振部材を提供すること。
【解決手段】溶融状態の熱可塑性ポリウレタン組成物に超臨界状態の非反応性ガスを混合して得られる非反応性ガス溶解熱可塑性ポリウレタン組成物を、金型に射出成形することにより得られる発泡ポリウレタンにおいて、熱可塑性ポリウレタン組成物として、熱可塑性ポリウレタンと、イソシアネート末端プレポリマーと、シリコン系界面活性剤と、を含有するものを使用する。
(もっと読む)
金型成型品の製造装置及び製造方法
【課題】金型内の複数のキャビティ内で成型材を加熱して複数の金型成型品を製造するときに、金型成型品間の熱履歴の均一性を高くする。
【解決手段】製造装置1は、内部に複数のキャビティ13を形成する金型10を備え、1つの金型10の複数のキャビティ13内で成型材を成型するとともに、成型材を加熱して複数の金型成型品を製造する。また、製造装置1は、金型10の全体を加熱する金型加熱手段30と、金型10の複数のキャビティ13を個別に加熱する複数のキャビティ加熱手段50とを備えている。金型加熱手段30により金型10の全体を加熱しつつ、キャビティ加熱手段30により金型10の各キャビティ13をそれぞれ加熱し、複数のキャビティ13を個別に加熱して温度を調節する。
(もっと読む)
防振装置の製造方法
【課題】樹脂金型の構造を簡素化しつつ、耐久性に優れた防振装置を製造することができる防振装置の製造方法を提供すること。
【解決手段】ゴム加硫成形品M1が設置された樹脂金型の射出空間S内へ樹脂材料を射出し、ブラケット部材を防振基体12の外周側に連結する。この場合、ゴム状弾性体から構成されるゴム中型部材103,104がすぐり部13,14に内挿されているので、防振基体12の一部がすぐり部13,14内へ陥没して変形することを抑制できる。よって、中型用のスライド構造を不要として、樹脂金型の構造を簡素化できる。また、すぐり部13,14の内周面とゴム中型部材103,104の外周面との間に隙間g1,g2を設けたので、樹脂材料の射出圧力により、防振基体12を縮径方向へ変形させ、予圧縮を付与することができる。よって、耐久性に優れる防振装置を製造することができる。
(もっと読む)
成形用金型、及びダイナミックダンパの製造方法
【課題】成形用金型、及びダイナミックダンパの製造方法において、ダイナミックダンパの見栄えを良くすることにある。
【解決手段】ウェイト11及びプレート金具12にゴム弾性体13を加硫一体化成形するための成形用金型20の内面には、ウェイト11の第3及び第4側面11e,11fのウェイト長辺方向中央部に対向する部分に凸部22lがそれぞれ形成されている。
(もっと読む)
スタビライザ装置およびその製造方法
【課題】ブッシュがずれるのを防止することにより信頼性を高めたスタビライザ装置を提供する。
【解決手段】スタビライザ装置1は、トーション部110とトーション部110の両端部から伸びるアーム部120とにより全体として略コ字状をなすスタビライザ100と、トーション部110の両端部に設けられ、スタビライザ100を車体10に固定するためのブッシュ300と、ブッシュ300と接触する接触部410を有し、トーション部110の軸方向の所定の範囲の全周を覆うようにトーション部110に対して一体成形された樹脂製のずれ止め部材400とを備え、トーション部110の外周面に、ずれ止め部材400と噛み合う凹凸部111を設ける。
(もっと読む)
筒形防振マウント用製造金型
【課題】軸部材と、その軸部材を、それから間隔をおいて取り囲む筒状部材とを、軸部材の中心軸線に対して放射状等に延びる複数種類のゴムを、軸部材の周りに交互に配置して相互連結する場合にあっても、隣接する異種ゴムが最も近接して位置することとなる、その軸部材側での異種ゴムどうしの混じり合いを効果的に防止できる筒形防振マウント用製造金型を提供する。
【解決手段】軸部材2と、この軸部材2を、それから間隔をおいて取り囲む筒状部材3とをゴム材料により相互連絡するとともに、そのゴム材料を、軸部材の周りに配設した複数種類のゴムにて形成してなる筒形防振マウントの製造金型であって、軸部材2と筒状部材3との間に配置されて、種類の異なるゴムを区分する仕切部材25を設けるとともに、この仕切部材25の、軸部材側の表面部分に、その軸部材の軸線方向に延びるゴム溜り溝29を設けてなる。
(もっと読む)
金具付きゴム製品の成形方法及び成形用型並びに成形装置
【課題】第一のゴム部と第二のゴム部とに一つの金具が加硫接着されてなる金具付きゴム製品を優れた生産性をもって低コストに成形し得る技術を提供する。
【解決手段】成形用型40の成形キャビティ66内に、金具12を収容配置して、第一のゴム部を与える第一のキャビティ部70と第二のゴム部を与える第二のキャビティ部72とを互いに非連通に形成した後、該成形用型40に設けられるポット60内に第一の未加硫ゴム材料74を収容して、それをプランジャにて加圧することにより、該第一の未加硫ゴム材料74を前記第一のキャビティ部70内に圧入、充填するトランスファ成形操作を実施する一方、第二のキャビティ部72内に、第二の未加硫ゴム材料76を射出、充填するインジェクション成形操作を実施するようにした。
(もっと読む)
合成樹脂製コイルスプリングの製造方法及び合成樹脂製コイルスプリングの中間物並びに合成樹脂製コイルスプリングの製造に用いられる金型
【課題】コイルスプリングのピッチ間を保護樹脂部によって連結することにより、ピッチ間寸法を所定寸法になすことができる合成樹脂製コイルスプリングの製造方法及びコイルスプリングの中間物並びに合成樹脂製コイルスプリングの製造に用いられる金型を提供することを目的とするものである。
【解決手段】本発明にかかる合成樹脂製コイルスプリングの中間物は、コイルスプリングのピッチ間に形成された保護樹脂部S2と、コイルスプリングの径方向外側に対向して、軸線方向に沿って形成された一対の縦方向ランナー樹脂部S4と、前記保護樹脂部と縦方向ランナー樹脂部とを接続する横方向ランナー樹脂部S3と、前記縦方向ランナー樹脂部S4の何れか一方に接続された主ランナー樹脂部S5とを少なくとも備える。
(もっと読む)
ゴム−樹脂積層構造体及びその製造方法
【課題】樹脂とゴムの界面における接着強度に優れると共に、絞り加工等により接着界面に変形が生じる場合でも、その変形に良好に追随し得、良好な接着状態を確実に維持して、優れた耐久性が得られるラバーブッシュ等のゴム−樹脂積層構造体及びその製造方法を提供する。
【解決手段】樹脂製の外筒体2と該外筒体2の内側に配置された内筒体4との間にゴム層3を形成してこれら外筒体2、内筒体4及びゴム層3を一体化させたゴム−樹脂積層構造体1において、外筒体2に接する下塗り接着剤層51とゴム層3に接する上塗り接着剤層52とからなる2層構造の接着剤層5が外筒体2内面とゴム層3との間に形成され、かつ下塗り接着剤層51がフェノール樹脂とハロゲン化合物とを含有する接着剤で構成されていると共に、上塗り層52が塩化ゴム又はクロロスルホン化ポリエチレンを主成分とする接着剤で構成されるゴム−樹脂積層構造体。
(もっと読む)
防振装置の成形型及び製造方法
【課題】内筒の端部を上型の環状孔部から容易且つ確実に抜脱して、脱型時の作業性を確保することができる防振装置の成形型及び製造方法を提供すること。
【解決手段】内筒2の端部21が嵌入される環状孔部13が設けられた上型5と、上型5との間に中型7を挟んで型締めされる下型6とを備え、内筒2と外筒3との間に形成されたキャビティ8にゴム状弾性体の成形材料を注入充填可能に構成された成形型において、中型7は、型締め状態にて外筒3の上方に位置する内周フランジ部71を有するとともに、外筒3に外接する位置と離間する位置との間で径方向に変位可能に構成されており、型開き時には、中型7が下型6と共に下方に変位して上型5から分離した後、中型7が径方向外側に変位して外筒3から離間するように構成されている。
(もっと読む)
筒状芯体付成形品の製造方法
【課題】筒状芯体の脱型性を確保しながら端面バリを効果的に防止することができる筒状芯体付成形品の製造方法を提供すること。
【解決手段】内筒2の外周に形成されるキャビティ8に成形材料を注入充填して、内筒2にゴム弾性体4を一体成形する筒状芯体付成形品の製造方法において、内筒2の端部21の外径よりも大きい内径を有する環状孔部13に、内筒2の端部21を嵌入して直立姿勢で支持した後、キャビティ8にゴム弾性体4の成形材料を注入充填し、その成形材料により内筒2を押圧して傾動させるとともに、内筒2の径方向に対して傾斜した楕円形のシールラインSLを、内筒2の端部21と環状孔部13との界面に形成する。
(もっと読む)
射出成形機
【課題】 再計量等のために型から離れた位置に退避させた注入ノズル等から成形材料が漏洩することを防止できる射出成形機を提供することを目的とする。
【解決手段】 射出機1の注入ノズル2を型3の注入口4に当接させて射出機1からの成形材料5を型に注入する射出成形機において、少なくとも注入ノズル2の開口部2Hに、型3からノズル2が離れた際の成形材料の漏洩を防止する漏洩防止部材7を配設したことにより、注入ノズル2が次回射出のために型3から離れた待機位置にあっても、注入ノズル2内の成形材料が漏洩落下することがなく、材料の損失の防止や型への充填効率を向上させ、さらには漏洩した成形材料が高熱の型との接触により反応・硬化して異物を発生することもなく、加硫製品の高い品質が確保される。
(もっと読む)
1 - 20 / 27
[ Back to top ]