
Fターム[4F206AR03]の内容
プラスチック等の射出成形 (77,100) | 調整制御量(制御の対象) (4,319) | 力 (630) | 圧力 (474) | 樹脂圧 (160)
Fターム[4F206AR03]に分類される特許
81 - 100 / 160
射出成形機の圧力制御装置及び圧力制御方法

【課題】正確な物理定数の把握を必要とせず、精度の高い圧力推定値を得ることが可能な圧力推定器を備えた射出成形機の圧力制御装置及び圧力制御方法を提供する。
【解決手段】サーボモータ6の駆動力により、可動部材を前進させてシリンダ1内の溶融材料を射出する際に発生する射出圧力を制御する射出成形機の圧力制御装置において、サーボモータ6のトルクと、射出圧力によって可動部材が受ける反力とを入力とし、サーボモータ6の回転速度を出力とする伝達関数の逆モデルに基づいて、サーボモータ6のトルクと、サーボモータ6の回転速度とから射出圧力を算出する圧力推定器を備え、圧力推定器25は、入出力間の時間遅れを表すむだ時間要素、およびノイズ除去のための低域通過フィルタを備え、与えられた射出圧力指令値と、圧力推定器25によって得られた圧力推定値との偏差に基づいて射出圧力をフィードバック制御を行う。
(もっと読む)
射出成形機

【課題】ホットランナー金型を用いたインラインスクリュー式射出成形機において、射出速度を上げて成形サイクルの短縮化を図っても、良品成形が可能であるようにすること。
【解決手段】ホットランナー方式の金型を用いるインラインスクリュー式の射出成形機において、計量工程完了から所定秒時を経た射出工程前の所定期間に、ホットランナー内の樹脂圧を昇圧させるように、加熱シリンダ内のスクリューを動作させる制御を行う。
(もっと読む)
樹脂の成形方法及び樹脂成形物
【課題】低コスト且つ短時間で高品質な樹脂成形物を成形できる樹脂の成形方法及び樹脂成形物を提供する。
【解決手段】キャビティ温度を熱硬化性樹脂の硬化反応前の沸点(T0)未満で保持した状態で、熱硬化性樹脂を充填し、その硬化反応の途中で、キャビティ温度を沸点(T0)以上に上げるので、熱硬化性樹脂の硬化反応を促進させることができ、硬化反応に要する時間を短縮することができる。
(もっと読む)
射出成形機における計量方法
【課題】計量開始時、計量完了時の射出スクリュの位置を正確に検出して溶融樹脂の射出量を正確に計量、計測し、また、溶融樹脂の射出量を正確に計量、計測する。
【解決手段】射出成形機における計量方法は、加熱筒8内に挿入された射出スクリュ9を背圧を加えて回転させながら後退させることにより、加熱筒8の基端部側に供給された樹脂を溶融して加熱筒8の先端部側に溶融樹脂を計量する場合に、溶融樹脂の樹脂圧と射出スクリュ9の位置とをコントローラ20でロードセル10aとエンコーダ15aとの検出値にもとづいて監視しながら、射出スクリュ9が計量完了設定位置まで後退したときに、射出スクリュ9を回転を停止させて強制後退させ、前記樹脂圧が位置検出指示圧になったときの射出スクリュ9の位置を計量完了位置として検出する構成とされている。
(もっと読む)
樹脂流動解析プログラム、樹脂流動解析装置、及び樹脂流動解析方法
【課題】微細な形状の転写が要求される射出成形において、適切な成形条件の導出を支援することのできる樹脂流動解析プログラム、樹脂流動解析装置、及び樹脂流動解析方法の提供を目的とする。
【解決手段】射出成形機における成形条件を入力させ、記憶装置に記憶する成形条件入力手順と、解析空間を規定する解析空間情報を入力させ、記憶装置に記憶する解析空間情報入力手順と、前記解析空間を複数の微小空間に分割する解析空間分割手順と、複数の前記微小空間のそれぞれに空気、又は樹脂のいずれかの物質を配置する物質配置手順と、前記成形条件に基づいて、複数の前記微小空間のそれぞれについて、当該微小空間に配置されている物質に関して圧縮性流体の運動方程式を質量保存及びエネルギ保存式と共に解き、当該微小空間の物質の状態を示す情報の値を算出する解析手順とをコンピュータに実行させることにより上記課題を解決する。
(もっと読む)
熱可塑性樹脂成形品の製造方法
【課題】ヒケのない外観良好な熱可塑性樹脂成形品を製造する方法を提供する。
【解決手段】下記の工程により、熱可塑性樹脂発泡シートの一部に機能性部材が融着されてなる熱可塑性樹脂成形品を製造する方法。(1)成形型Aと成形型Bとの間に、予め賦形した熱可塑性樹脂発泡シートを供給する工程(2)成形型Aと成形型Bの金型クリアランスが前記熱可塑性樹脂発泡シートの厚み以下となるまで型締めし、冷却する工程(3)前記凹部に通ずるように成形型A内に設けられた樹脂通路を通じて、溶融状熱可塑性樹脂を樹脂圧力(P1)で該凹部に供給する工程(4)凹部に供給する溶融状熱可塑性樹脂の樹脂圧力を、前記樹脂圧力(P1)の2倍以上まで増加させる工程(5)溶融状熱可塑性樹脂の供給を停止し、型開きして熱可塑性樹脂成形品を取り出す工程
(もっと読む)
光学素子の成形方法
【課題】 ミクロンオーダー以下の極めて精度の高い金型形状を高い精度で成形品に転写できる光学素子の成形方法を提供する。
【解決手段】 ステンレス鋼製のコア型3の表面にセラミックス系材料であるジルコニアを溶射して金型母材に断熱層1を形成し、その上に非鉄金属材料であるニッケルを無電解メッキして表面加工層2を形成する。表面加工層2には、製作する光学部品、例えば回折光学素子の場合は、表面加工層2の表面にピッチ7μm、高さ3.5μmの回折格子のブレーズ形状2aをダイヤモンド工具の切削加工により形成する。表面加工層2とキャビテイ型4及び5との間に形成される部材成形空間6に合成樹脂が射出され、合成樹脂製の光学部品である回折光学素子が形成される。
(もっと読む)
射出成形金型及び射出成形方法
【課題】製造処理の問題を最小限に抑えた容器または容器のプリフォームを製造する、流動長対壁厚比が高くおよび材料応力を低くする射出成形処理及びその装置を提供する。
【解決手段】本発明の射出成形金型2は、基底部及び側壁部を有する成形金型キャビティを間に形成する閉鎖構造で互いに結合されている第1の成形金型部及び第2の成形金型部と、物品に成形される溶融材料を成形金型キャビティ10へ射出する射出装置と、第1の成形金型部及び前記第2の成形金型部が成形金型キャビティ10の体積を変化させるような閉鎖構造にあるとき可動である第1の成形金型部及び第2の成形金型部のうちの一方の少なくとも一部分と、第1の成形金型部及び第2の成形金型部のうちの前記一方の少なくとも一部分を第1の方向及び第2の方向に選択的に動かして、成形金型キャビティ10の体積をそれぞれ増減するアクチュエータとを備える。
(もっと読む)
射出成形機
【課題】異常発生時にその異常発生要因の解析に有意な実測データグラフ画像を表示できるようにすること。
【解決手段】成形動作サイクルの実測データをグラフ表示する実測データグラフ画像の表示モードでは、成形機の動作に異常が発生した際には、異常発生後の実測データもグラフ表示する。
(もっと読む)
成形方法および成形装置
【課題】装置の老朽化に対応することができるのはもちろんのこと、溶融樹脂の供給量を精度良く制御することにより樹脂製品の容積のばらつき発生を抑制することができ、つまるところ、樹脂製品の表面側のヒケ発生の低減効果が得られる成形方法および成形装置を提供する。
【解決手段】各バルブゲート24の近傍には、そこの溶融樹脂の圧力値を検出する圧力センサ30が設けられている。圧力センサ30による検出圧力値が圧力閾値以下であるときには、バルブゲート24から溶融樹脂の供給を行う。一方、検出圧力値が圧力閾値を超えたときには、バルブゲート24から溶融樹脂の供給を終了する。このようなバルブゲート24近傍の検出圧力検出値に基づいた溶融樹脂の供給量のフィードバック制御は、バルブゲート24毎に、圧力センサ30の溶融樹脂の圧力閾値を設定することにより行っている。
(もっと読む)
光学部材を製造するための高圧射出成形プロセス
【課題】本発明は、光学部材の射出成形において成形部材の材料依存性収縮及びプロセス依存性収縮を抑制する簡略化されたプロセスを提供することを目的とする。
【解決手段】少なくとも2つの割型を備えるモールド型を使用して、透明の熱可塑性ポリマーからなる肉厚で精度の高い部材を製造するに当たり、上記モールド型のキャビティに、熔解されたポリマーを注入し、上記モールド型のキャビティが充填された後、少なくとも1000バール(100MPa)の液圧フォローアップ保圧を加え、熔解物の冷却の間そのような高圧の作用を維持する。
(もっと読む)
射出成形機
【課題】可塑化完了時のスクリュの位置が定まらない制御手法をとった場合の射出工程の実測データグラフ画像を、オペレータに不安感を与えることのないものとし、重ね書きなどによって1次射出工程の実測データ同士の比較を容易・確実に行えるようにすること。
【解決手段】可塑化完了時のスクリュの位置が不定となる可塑化制御を行い、スクリュの前進ストロークが一定となる射出制御を行う場合に、射出工程の実測データグラフ画像における1次射出工程の位置軸に沿った実測データの線描グラフの始点を常に同一位置として、1次射出工程の実測データの線描グラフを表示する。
(もっと読む)
射出装置及び射出装置の運転方法
【課題】容易かつ効果的に溶融材料の脱気を簡易な構成で実施可能とする射出装置とその運転方法を提供する。
【解決手段】後端部から供給された成形材料27をスクリュ4と協働して可塑化し溶融材料28となす加熱筒3と、加熱筒3の内孔29に回転往復動可能に嵌挿されたスクリュ4と、スクリュ4を回転駆動して成形材料27を可塑化するとともに可塑化が終了した直後スクリュ4を可塑化の回転方向とは反対の方向に所定回転角だけ回転させて溶融材料28を減圧させる回転手段16と、スクリュ4を前後進させるとともに溶融材料28の減圧時にスクリュ4を移動しないように保持する前後進手段9と、溶融材料28の減圧時に発生する排気体を排出する排気手段21とを備える射出装置1とする。
(もっと読む)
プラスチック射出成形機械用のカップリング
本発明は、駆動軸(1)をスクリュー(2)に接続するプラスチック射出成形機械用のカップリング(3)に関し、カップリング(3)は、ノズル圧力を間接的に測定する測定要素(16)を有する少なくとも1つのフォースセンサ(15)を備える。本発明の基本概念は、本発明によるカップリング(3)が、捻れ強度を有し、軸方向力を伝達しない第1の接続(28)と、第1の接続(28)から機械的に分離され、耐圧縮性を有し、駆動軸(1)と供給スクリュー(2)との間でトルクを伝達しない第2の接続(29)とを備えることである。本発明によれば、測定要素(16)は第2の耐圧縮性接続(29)の力路A内に配置されるが、第1の接続(28)の力路Tには配置されない。このため、動作中の測定要素(16)での測定が捻れ力によって歪められない。  (もっと読む)
(もっと読む)
射出成形機
【課題】成形運転時に荷重を受けて弾性変形する複数本の連結バーのうちの1本の端部にロードセルユニットを装着する構成において、ダミーロードセルユニットを用いなくても、全ての連結バーでの変形量を同一にできるようにすること。
【解決手段】成形運転時に荷重(引っ張り荷重)を受けて弾性変形(伸び変形)する複数本の連結バーのうちの1本の端部に、ロードセルユニットを装着する成形機において、ロードセルユニットが装着された所定の連結バー以外の連結バーである、ロードセルユニットが装着されていない他の連結バーの少なくとも一部には、ロードセルユニットが装着された所定の連結バーの径よりも、その径を所定量だけ細くした部分を設ける。
(もっと読む)
射出成形用金型および長尺成形品の製造方法
【課題】 長尺な板状部材と長尺な棒状部材を予め金型キャビティ内にインサートし、板状部材に棒状部材を接触させた長尺成形品を製造する場合、棒状部材の直径のバラツキや、板状部材の板厚のバラツキによりにより、板状部材に対して棒状部材が接触しない長尺成形品が製造されるという問題があった。
【解決手段】 棒状部材を板状部材の方向に移動可能に把持する把持手段と、板状部材を金型キャビティにおける板状部材側内面に吸引する吸引手段と、溶融樹脂を金型キャビティの棒状部材側内面から射出する複数のゲートとを設け、ゲートから射出した溶融樹脂を棒状部材に当て、溶融樹脂圧により棒状部材を板状部材側に押圧する射出成形用金型を用いて長尺成形品を製造した。
(もっと読む)
発泡射出成形品の品質予測システム、プログラム、及び方法
【課題】発泡射出成形法により成形される樹脂成形品の品質をシミュレーションの段階で予測する、樹脂成形品の品質予測技術を提案する。
【解決手段】発泡性樹脂を金型内のキャビティに射出して充填したのち、該キャビティの一部を拡大させて発泡させることにて得られる発泡射出成形品の表面品質を予測する品質予測システムにおいて、キャビティへの樹脂充填完了時の樹脂圧力、樹脂温度、並びに樹脂へのガス溶解度と、キャビティの一部を拡大させるときの膨張量との、各物理量を少なくとも変数として含む、成形品の表面品質の評価基準値を算出する回帰式を設定する。そして、成形品の表面上の或第一点と或第二点との間について発泡射出成形シミュレーションにより得られた前記各物理量を前記回帰式に代入して、評価基準値を算出し、該評価基準値に基づいて、成形品の表面品質の良否を判定する。
(もっと読む)
射出成形機の射出制御装置と射出制御方法
【課題】 1サイクルの射出工程で形状の異なる成形品を加工する場合に、成形条件が異なっても安定した成形品を加工することができるようにする射出成形機の射出制御装置と射出制御方法を提供する。
【解決手段】 シリンダ2内の樹脂材料を射出するに先立って成形品に応じた射出条件を設定し、プレ射出を行って樹脂圧力を上昇させた状態のスクリュ3の位置を射出の基点O1とし、この基点O1から所定位置までスクリュ3を移動させて射出を行う。当該成形品の成形加工が終了した後、金型6を交換し、該金型による成形品の射出条件を設定し、プレ射出により樹脂圧力を所定の圧力とし、当該時のスクリュ3の位置を射出の基点O2として射出成形する。金型6のそれぞれにバブルノズルを具備させておくことにより、射出条件への対応を容易に行えるようにする。
(もっと読む)
複合材料部材を成形するための方法及び装置
本発明は、複合材料部材、殊に射出成形部分及びポリウレタン部分を含む複合材料部材の成形のための装置及び方法に関し、次のステップを含んでおり:支持構成部分を成形し、支持構成部分を金型の開かれたチャンバー内に移し、金型を所定の位置まで閉じ、この場合に容積のまだ大きなチャンバーを画定し、容積のまだ大きなチャンバー内に真空を生ぜしめ、流動材料を容積の増大されたチャンバー内に注入し、流動材料の注入と同時に及び/又は流動材料の注入に続いて圧縮工程を行うようになっている。 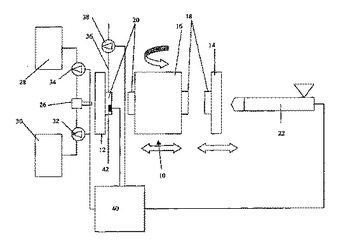 (もっと読む)
(もっと読む)
射出成形機
【課題】計量工程時(背圧制御時)の樹脂圧の検出精度を向上させること。
【解決手段】加熱シリンダの後部を固定したヘッドストックと、射出用駆動源を搭載した保持ブロックと、加熱シリンダ内に回転並びに前後進可能に配設されたスクリュと、スクリュの後端を固定した回転体と、回転体を回転可能に保持すると共に、ヘッドストックに対して前後進可能な直動ブロックとを、備えた射出成形機において、ロードセルユニットを、ヘッドストックと保持ブロックの前端部との間に挟み込んで配置し、ロードセルユニットの一部をヘッドストックに固定すると共に、ロードセルユニットの他の一部を保持ブロックの前端部に固定した、構成をとる。
(もっと読む)
81 - 100 / 160
[ Back to top ]