
Fターム[4F206AR03]の内容
プラスチック等の射出成形 (77,100) | 調整制御量(制御の対象) (4,319) | 力 (630) | 圧力 (474) | 樹脂圧 (160)
Fターム[4F206AR03]に分類される特許
21 - 40 / 160
熱硬化性樹脂の射出成形方法、射出成形用金型および射出成形機
【課題】低粘度の熱硬化性樹脂を用いる場合であっても、転写性を向上し、成形品のばらつき、ヒケおよび歪みを防止しつつ、効率よく成形品を成形できる熱硬化性樹脂の射出成形方法、射出成形用金型および射出成形機を提供する。
【解決手段】所定量の熱硬化性樹脂をプランジャー内に充填する工程、プランジャー内に充填された熱硬化性樹脂をプランジャーにより、金型20内のキャビティ21に充填する工程、キャビティ21内で熱硬化性樹脂を熱硬化する工程、熱硬化された熱硬化性樹脂を押し出す工程、からなる熱硬化性樹脂の射出成形方法であって、熱硬化性樹脂の30℃での粘度が、5Pa・s以下であり、熱硬化を低酸素濃度雰囲気で行うことを特徴とする。
(もっと読む)
樹脂封止装置

【課題】低い樹脂成形圧でも安定した樹脂成形が可能な信頼性の高い樹脂封止装置を提供する。
【解決手段】本発明の樹脂封止装置は、ワークを樹脂封止する樹脂封止装置100であって、ワークを上面側から押さえる上型12を保持するように構成されたトッププラテン10と、ワークを下面側から押さえる下型22を保持するように構成されたムービングプラテン20と、上型12及び下型22でワークをクランプしてワークを樹脂封止する際に、溶融した樹脂を圧送するプランジャ23と、下型22のポット21に沿ってプランジャ23を摺動可能に構成されたマルチトランスファユニット24と、マルチトランスファユニット24によりプランジャ23に加えられる樹脂成形圧を検出するロードセル30と、ロードセル30に予圧を加える予圧手段とを有する。
(もっと読む)
樹脂成形体の製造方法
【課題】有機繊維及び熱可塑性樹脂を含有し、高い衝撃強度を有する成形体を製造することが可能な樹脂組成物成形体の製造方法を提供する。
【解決手段】有機繊維と、熱可塑性樹脂とを含有する樹脂組成物を、射出成形機を用いて可塑化する可塑化工程と、
前記可塑化工程によって可塑化された樹脂組成物を、金型キャビティ内に充填する充填工程と、
前記金型キャビティ内に充填された樹脂組成物を、70〜300MPaの保圧力で0.5〜60秒間保持する保圧工程とを有する樹脂成形体の製造方法。
(もっと読む)
射出成形装置及び射出成形方法
【課題】金型内に射出充填した樹脂の圧縮成形にあたり、成形サイクルの短縮,製品の内部応力の低減,金型にかかる負荷の低減,製品の外観の向上を図る。
【解決手段】固定型54に対向する可動型66は、スライドコア74を収容する成形穴68を有しており、固定型54との間にキャビティCを形成する。可動側取付板60に固定された脚部62と、可動型66の間にはスペーサ64が配置され、該スペーサ64の引き抜きにより、スライドコア74によるキャビティ圧縮のためのストロークが形成される。キャビティCへの溶融樹脂の充填が完了したら、型締め機構110によりスペーサ64の引き抜き分に相当するストローク量の圧縮を行うが、その際、圧力センサ80による型内圧力の検知結果に基づき、型内圧力が、射出圧ピーク時の圧力を超えないように、制御装置140により圧縮圧及び圧縮速度を制御する。
(もっと読む)
原料組成又は製造条件決定方法
【課題】液晶性樹脂組成物を成形してなる成形体の反り変形の問題を、事後的に発生する反り変形の問題も含めて予め評価することで、反り変形の問題についての評価を行いつつ、成形条件や原料組成の検討を行うことができる技術を提供する。
【解決手段】成形体表面からの深さ方向における、単位深さ毎の樹脂流動方向の歪み量から算出される各単位深さまでの歪み量の積算値の変化が飽和した飽和積算値と反り変形の変形量との間の相関関係を用いる。
(もっと読む)
発泡性プラスチック成形体の製造方法、発泡性プラスチック成形体、及び射出成形機
【課題】発泡剤が添加されている樹脂原料を使用した発泡性プラスチック成形体の製造方法、該発泡性プラスチック、並びに該製造方法に使用する射出成形機を提供する。
【解決手段】化学発泡剤が添加されている樹脂原料を射出成形機1の原料供給部21からシリンダ2内へ供給し、この際該樹脂原料は溶融しつつスクリュ3に設けられている中央部逆流防止弁5及び先端部逆流防止弁6を前方に押し開いてシリンダ2の先端側へ移動し、該溶融混練された樹脂原料の所定量を該先端部逆流防止弁6と該シリンダ2のノズル22との間に充填した後、該スクリュ3の回転作動を終了し、さらに該先端部逆流防止弁6及び該中央部逆流防止弁5を閉状態に維持したまま該ノズル22と該先端部逆流防止弁6との間で該樹脂原料を貯留する計量待機工程と、該計量待機工程に続いて、該先端部逆流防止弁6と該ノズル22との間に貯留した樹脂原料を金型10Aのキャビティ14に射出する射出工程と、を実行するようにした。
(もっと読む)
射出装置
【課題】スクリューの軸力をスラスト軸受を介さないでロードセルへ伝達できると共に軸受予圧及び軸受の影響を受けない構造の射出装置を提供することを課題とする。
【解決手段】スクリューの軸力は中継ライナー55を介して直接筒形ロードセル53に加わる。そして、予圧用ナット51を締めてスラスト軸受47に予圧を掛けても、予圧用ナット51による締付け力が筒形ロードセル53に加わる心配はない。すなわち、スラスト軸受47に付与する締付け力が加わらない部位に筒形ロードセル53が設けられている。そのため、筒形ロードセル53とは無関係にスラスト軸受47に自由に予圧を掛けることができることになる。
(もっと読む)
偏芯ボトルの製造方法
【課題】 成形ロスが無く、耐衝撃強度にも優れ、均一肉厚とすることでバリア性にも優れた偏芯ボトルの新規な製造方法を提供する。
【解決手段】 コアピン5と雌型6からなる射出成形金型3において周方向一側のみを厚肉とした有底筒状の偏肉プリフォーム2をコアピン5外周に射出成形し、その直後に軟化状態のプリフォーム2をコアピン5で保持したままブロー成形型4の偏芯キャビティ内へ移送して、該プリフォーム2をブローすることにより周方向一側が径方向外方へ比較的大きく膨らんだ偏芯ボトルをブロー成形する。
(もっと読む)
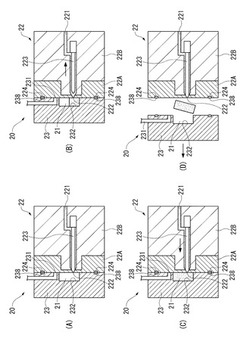
成形機の射出装置
【課題】プランジャから成形材料に付与される圧力を好適に制御可能な成形機の射出装置を提供する。
【解決手段】ダイカストマシンDC1の射出装置1のサーボバルブ41は、ロッド側室15rとタンク33及びポンプ31の一方とを接続した状態、ロッド側室15rとタンク33及びポンプ31の他方とを接続した状態、及び、ロッド側室15rとタンク33及びポンプ31の双方とを遮断した状態の間で切り換え可能であり、ロッド側室15rとタンク33及びポンプ31の双方とを遮断した状態におけるポンプ31からタンク33への隙間流れによって生じ、ロッド側室15rに付与される隙間流れ圧力を制御可能である。制御装置13は、プランジャ5によりキャビティ105内の溶湯の圧力を上昇させる増圧工程において、溶湯の圧力が隙間流れ圧力の制御によって所定の設定鋳造圧力になるようにサーボバルブ41を制御する。
(もっと読む)
射出成形機の制御方法および射出成形機
【課題】発泡成形品や中空成形品を成形する際に、サーボモータを用いて速度制御して可動金型または可動金型の一部を型開方向に移動させる際の外乱に対する制御応答性能を向上させ、サーボモータやボールネジ機構の負荷を好ましい範囲内とする。
【解決手段】固定金型14と可動金型16の間に形成されたキャビティCに溶融樹脂を射出中または射出後に、可動金型16または可動金型の一部を型開方向に移動させてキャビティCの容積を拡大し、発泡成形品または中空成形品を成形する射出成形機11の制御方法において、キャビティCの容積を拡大する際に可動金型16または可動金型の一部をサーボモータ25により速度制御して型開方向に移動させるとともに、外乱に対応して可動金型16または可動金型の一部を流体機構29によりクローズドループ制御して型閉方向に押圧する。
(もっと読む)
金属調装飾部材の製造方法
【課題】ウエルドラインのない金属調装飾部材を安価に製造できる金属調装飾部材の製造方法を提供する。
【解決手段】金型に設けられたキャビティ部13が有する複数のゲート14から溶融成形材料20を圧入して、キャビティ部13に溶融成形材料20を充填するとき、複数のゲート14から圧入された溶融成形材料20の流動先端部Sa、Sb、Scが互いに合流する際に、互いに合流される溶融成形材料20が圧入される2つのゲート14の一方における溶融成形材料20の流動圧力が、他方における溶融成形材料20の流動圧力より小さくなるように、複数のゲート14からの溶融成形材料20の圧入をそれぞれ時間差で停止させる。
(もっと読む)
複数の金型を使用する樹脂成形方法
【課題】射出成形機を金型搬送ライン内に設置して複数の金型を各ステーションに順次移送して樹脂成形品を成形する樹脂成形方法において、各金型において成形品の品質が安定した射出成形を可能にし、パージ作業直後の捨て射ちの無い成形を可能にする樹脂成形方法を提供する。
【解決手段】射出成形機のパージを実行後に最初の金型を前記射出成形機に取付けて第1の射出成形を実行し、別な金型を前記射出成形機に取付けて射出成形を実行した後に取外す同様な工程を複数回繰り返す樹脂成形方法において、射出成形条件がマップとして、前記射出成形機を制御する制御装置に記憶されており、前記マップは、第1の射出成形条件を予め設定された射出成形条件とし、第1を含まない第Nの射出成形条件を、第(N−1)の経過時間に基づいた射出成形条件とするデータマップであることを特徴とする樹脂成形方法。
(もっと読む)
圧力制御装置及び圧力制御方法
【課題】サーボモータにより動力伝達手段を介して作動体を動作させて受圧体に与える力を、ロードセル等を使わずに正確に制御し、機械の構成を簡単にし、信頼性を得る。
【解決手段】サーボモータ11により射出圧力を制御する電動射出成形機1の制御装置15は、電動射出成形機1の制御モデルに対して構築され射出スクリュー5が発生する力を推定するオブザーバ19と、サーボモータ11に対する電流指令値Iとパルスエンコーダ14の回転位置θとによりオブザーバ19が推定した力を入力して射出スクリュー5に作用させる力をフィードバック制御する射出圧力フィードバック制御部20とを備え、オブザーバ19は、電流指令として重畳させた振動に応じて生じる抗力が、機械インピーダンス要素を介して被駆動部に作用する力を外乱として同定した制御モデルに基づいて構成される外乱オブザーバ部を備え、被駆動部に作用する力を推定する。
(もっと読む)
計量背圧設定手段を有する射出成形機
【課題】データベースに背圧データが無い場合、樹脂メーカの推奨値が分からない場合などでも、適切な背圧を設定できる計量背圧設定手段を有する射出成形機を提供すること。
【解決手段】背圧の初期値として背圧Bpを設定し(SA100)、ノズルが金型から離れた状態で手動計量を開始し、所定時間が経過したか否かを判断し、所定時間が経過すると、スクリュが計量位置まで下がるか否かを判断し(SA101〜SA103)、計量位置まで下がる場合には、背圧Bpにαを加算した値を、新たな背圧Bpとし、シリンダ内の溶融樹脂を排出し、計量位置まで下がらない場合には、成形条件の背圧Bpを設定する(SA104〜SA106)、計量背圧設定手段を備えた射出成形機。
(もっと読む)
立壁を有するポリカーボネート樹脂成形品の製造方法、およびそれにより得られた成形品
【課題】立壁を有するポリカーボネート樹脂成形品の、効率的で、樹脂原料の多様化に対応可能であり、かつ歪みの大幅な低減を可能とする製造方法を提供する。
【解決手段】成形品厚みをT(mm)、立壁の高さをH(mm)、成形品と立壁部がなす角度をθ(°)としたときに、下記式(1)、(2)、(3)、(4)および(5)
H≦141T−422 (8mm<T≦10mm) (1)
H≦121T−262 (6mm<T≦8mm) (2)
H≦101T−143 (4mm<T≦6mm) (3)
H≦76T−46 (T≦4mm) (4)
90°≦θ≦180° (5)
を満足する形状を有する、立壁を有するポリカーボネート樹脂成形品の製造方法であって、(i)可動側金型が圧縮ストローク分だけ余分に開かれた中間型締め状態において金型キャビティ内へ溶融した粘度平均分子量が17,000〜29,000のポリカーボネート樹脂を射出する工程(工程−i)、(ii)射出後に樹脂を圧縮して最終型締めを行う工程(工程−ii)、(iii)最終型締め後更に樹脂を圧縮する工程(工程−iii)、および(iv)樹脂を金型キャビティ内より取り出し可能となる温度まで冷却させ成形品を取り出す工程(工程−iv)からなり、シリンダー温度が280℃以上、金型温度が80℃以上であることを特徴とする立壁を有するポリカーボネート樹脂成形品の製造方法。
(もっと読む)
成形材料供給装置の制御方法
【課題】 低コスト化を図り、また、装置全体の大型化や広い配設スペースが取られる不具合を回避するとともに、成形材料が他の部位に付着する問題を排除し、さらに、プランジャの形状やホッパーの形状及び構成の設計自由度を高める。
【解決手段】 プランジャ3を前進させ、成形機Mの加熱筒4に備えるホッパー5に収容した成形材料を加圧して加熱筒4に供給する動作を行う成形材料供給装置1において、プランジャ3を回転させるプランジャ回転駆動部6を設けるとともに、プランジャ3を前進させた後、所定位置Xpまで後退させる際に、少なくともプランジャ3による加圧力を除去する予備後退処理を予め設定した予備後退処理条件により実行するとともに、この後、プランジャ3を予め設定した回転処理条件により回転させる付着除去処理を行い、この後、プランジャ3を所定位置Xpまで後退させる制御を行う。
(もっと読む)
成形されたスマートカードおよび製造方法
本発明は、射出成形によって作製された成形カード本体と、集積回路チップとを含むチップカード、およびそのようなカードを製造する方法に関する。本発明は、カード本体が、ポリ乳酸を含むことを特徴とする。本発明は、特に、SIMカードに適用する。 (もっと読む)
ポリアミドベースの複合物品の製造方法
本発明は、複合材料の製造のために、工業的織物生地の形態を有する強化材料の含浸に利用される高流動性のポリアミドの利用に関する。本発明の利用分野は複合材料、液体成形LCM法、この方法で得られる製品等である。本発明は、強化布を予熱した金型に挿入し、金型の温度を上昇し、場合によりついでその温度を維持し、溶融状態のポリアミド組成物を金型に射出してその樹脂を強化布に流通させ、ついで冷却して得られた物品を取り出す工程を含む射出成型法によりポリアミド複合物品を製造する方法を提供する。 (もっと読む)
生産機械及びその運転方法
【課題】 省エネルギ性に優れた省エネ運転を容易に行えるようにするとともに、成形品や成形条件等の内容に左右されることなく成形品質を確実に確保する。
【解決手段】 制御系Cにおける全ての制御項目の制御定数を通常運転時の制御定数Ks…に設定して運転を行う通常運転モードMsと、制御系Cにおける各制御項目を制御応答性の重要度から少なくとも二つのグループGs,Geに分類し、重要度の高いグループGsに属する制御項目Ds…の制御定数を通常運転時の制御定数Ks…に設定し、かつ重要度の低いグループGeに属する制御項目De…の制御定数Ke…を通常運転時の制御定数Ks…よりも制御応答性を低下させる大きさに設定して運転を行う省エネ運転モードMeと、通常運転モードMs又は省エネ運転モードMeを選択するモード選択手段Fsとを備える。
(もっと読む)
吊車用水平車輪の製造方法
【課題】市販量産品である軸受を埋め込むようにインサート成形することにより吊車用水平車輪を低コストで製造する方法でありながら、強度及び耐摩耗性を向上することができる吊車用水平車輪の製造方法を提供する。
【解決手段】軸受2の下側シールド板6の一部を樹脂が覆うようにキャビティCが形成された射出成形用金型8を使用し、射出工程において、樹脂輪の外周面側に位置するように形成したゲート10から溶融樹脂を射出注入する際に、溶融樹脂が下側シールド板6にかからない位置までは高速で充填し、溶融樹脂が下側シールド板6にかかる位置からは下側シールド板6の変形を抑えるように低速で充填し、保圧工程において、所要の固化層を形成するために1段目の保圧を低くするとともに一定時間保持するように射出成型機を制御する。
(もっと読む)
21 - 40 / 160
[ Back to top ]