
Fターム[4F206AR03]の内容
プラスチック等の射出成形 (77,100) | 調整制御量(制御の対象) (4,319) | 力 (630) | 圧力 (474) | 樹脂圧 (160)
Fターム[4F206AR03]に分類される特許
101 - 120 / 160
樹脂組成物、樹脂成形体及び筐体並びに樹脂成形体の製造方法
【課題】 樹脂成形体の植物度を十分高めることができるとともに、耐衝撃強度及び耐熱性が十分である樹脂成形体の製造を可能とする樹脂組成物、及び、それを用いて得られる樹脂成形体、筐体、並びに、樹脂成形体の製造方法を提供する。
【解決手段】 下記一般式で表される構造及び脂肪族ヒドロキシカルボン酸から導かれる構造を有する共重合体を含有する樹脂組成物。 (もっと読む)
(もっと読む)
ゴム製品の成形方法

【課題】シリンダー内に供給されるゴム材料の密度の安定化を図ったゴム製品の成形方法を提供する。
【解決手段】計量工程時にシリンダー111内に供給されるゴム材料114の反力によって後退するスクリュー112に対する背圧を、所定の値に設定して計量を行った後に、ノズル先端を塞いだ状態でスクリュー112に対して射出圧力を付加した後に該射出圧力の付加を解除する動作を、射出圧力を段階的に高めながら複数回繰り返し行い、射出圧力を所定時間付加した後のスクリュー112の位置と射出圧力を解除してから所定時間後のスクリュー112の位置から、各段階の射出圧力における射出圧力付加時と射出圧力解除時のシリンダー111内のゴム材料114の容積変化の比を求め、各段階における射出圧力の値と容積変化の比の値との関係の直線性を評価し、所定以上の直線性が認められた場合には、設定した背圧の値を正規の値として決定することを特徴とする。
(もっと読む)
射出成形機及び該射出成形機の制御方法

【課題】射出成形機自体の大型化及び高コスト化を抑制できるとともに、成形品の歩留まりの向上を図ることができる射出成形機及び射出成形機の制御方法を提供する。
【解決手段】射出成形機1は射出機8と制御装置9を備えている。射出機8はシリンダ部21とスライド移動部23を備えている。シリンダ部21は加熱シリンダ24とスクリュー25を備えている。スライド移動部23はスクリュー25を移動するモータ34を備えている。制御装置9は充填工程でスクリュー25を所定の速度で所定の距離加熱シリンダ24の開口26に向けて移動する。所定の距離は射出された合成樹脂の体積が金型10,11のキャビティ13の容積よりも小さい距離である。制御装置9は充填工程の後の保圧工程でスクリュー25を停止しキャビティ13内の合成樹脂の圧力が保圧設定圧力まで低下するまで該スクリュー25が後退することを規制する。
(もっと読む)
長繊維強化樹脂成形体の製造方法
【課題】材料として用いる強化繊維の長さを損なわずに含有し、かつ強化繊維の開繊性が良好な長繊維強化樹脂成形体の製造方法を提供する。
【解決手段】長繊維含有熱可塑性樹脂を射出成形機にて可塑化した長繊維含有溶融状熱可塑性樹脂を、前記射出成形機中のスクリューを回転させながら、計量ストロークが前記射出成形機の最大射出ストロークの50%以上となるように計量した後、一対の金型キャビティ内に注入し、固化して長繊維強化樹脂成形体を製造する方法であって、前記計量時のスクリュー背圧を計量開始位置から計量完了位置までの任意の場所で切換え、前記計量開始位置から前記切換え場所までのスクリュー背圧(P1)より、前記切換え場所から前記計量完了位置までのスクリュー背圧(P2)が高いことを特徴とする長繊維強化樹脂成形体の製造方法。
(もっと読む)
電動射出成形機の制御装置、電動射出成形機の圧力検出方法
【課題】樹脂圧力を検出する検出手段での検出値より慣性力の影響を精度高く除去し、かつ、高周波ノイズも除去して樹脂圧力を検出できるようにする。
【解決手段】スクリュ1を前後進させるモータ3のトルクをスクリュに伝達する伝達機構の伝達関数を低次遅れの伝達関数で特定して圧力補正部21に設定しておく。圧力補正部21は、エンコーダ8で検出したモータの回転角より求めたモータの回転角加速度と伝達関数よりスクリュの加速度を求める。該スクリュ加速度にロードセルが取り付けられた部材からスクリュまでの全質量を乗じて慣性力を求める。ロードセル検出力をこの慣性力で補正し、樹脂圧力の推定値を求める。ロードセル検出力をスクリュ加速度に基づいた慣性力で補正するから、より正確な樹脂圧力の推定値となる。又、低次遅れの伝達関数はローパスフィルタの形となるから、樹脂圧力の推定値から高周波ノイズが除去される。
(もっと読む)
逐次射出成形プロセスにおけるポリマー材料の送出制御
逐次射出成形プロセスにおいてポリマー材料の送出を制御する方法と装置。一実施態様において、その方法は、複数の金型キャビティへ第1の材料の第1回ショットを同時に送出するステップと、(14a〜14i)、第1回ショットの送出のステップ中に対応するキャビティへ送出される材料の容積または流量を示す特性を、それぞれのキャビティについて独自に検知するステップと、第1回ショットの送出中に対応するキャビティについて検知された特性を示す信号を変数として使用するプログラムに従って、1個以上のキャビティへ第1回ショットを送出するステップを独自に停止するステップと、および第1回ショットを送出するステップを停止するステップに引続いて、第2の材料の第2回ショットをキャビティへ同時に送出するステップと、を提供する。 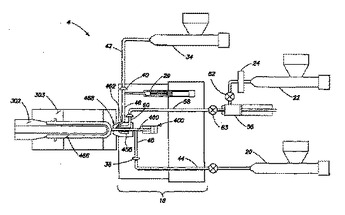 (もっと読む)
(もっと読む)
樹脂成形品の製造方法および製造装置ならびに樹脂成形品
【課題】短い成形サイクルで光学鏡面や微細なパターンが高精度に転写され、かつ内部歪みの小さい樹脂成形品を提供する。
【解決手段】樹脂4が軟化温度以下のキャビティ3の温度まで冷却される途中で、少なくともキャビティ3内の樹脂4の中心温度が樹脂の軟化温度以上、あるいは表層部温度が樹脂の軟化温度以下かつ樹脂の平均温度が軟化温度以上であるタイミングにて、可動入子2を樹脂4から離反する方向に移動させ、転写面5と樹脂4の間に断熱層としての空隙15を形成する。この空隙15において、樹脂4自体の温度にて表層部温度が軟化温度以上になるタイミングで、樹脂4から離反させた可動入子2を樹脂4と密着する方向に再移動させ、樹脂4と転写面5を再密着させて、樹脂4の表面に転写面5の形状を転写させる。
(もっと読む)
射出成形機の射出制御方法およびその装置
【課題】 重量バラツキの小さい安定した成形品が得られ、残量バラツキが小さく正確な不良判別が行える射出成形機の射出制御方法等を得る。
【解決手段】 可塑化計量工程と射出工程とを含む射出制御方法において、計量完了位置に達するとスクリュ3の回転を停止し、射出サーボモータ8を駆動してスクリュ3を前進させることで背圧P1よりも高い圧力P2を作用させて逆流防止リング機構2を閉鎖し、その後圧力P2を作用させたまま回転サーボモータ4を駆動してスクリュ3を一定量逆転させてスクリュ3内の圧力p1を0または限りなく0に近いp2まで除圧し、その後射出サーボモータ8を駆動して加熱シリンダ1の前方に溜められた溶融樹脂の圧力をP2から逆流防止リング機構2の閉鎖が解除されない圧力であって、限りなく0に近い圧力P3まで低下し、圧力P3に下げた時のスクリュ3の位置を保持し、射出工程開始までその位置を保持する。
(もっと読む)
射出成形方法及び射出成形機
【課題】ランナとキャビティとをゲート遮断用のピンを用いて遮断(閉鎖)又は開放する射出成形方法であって、ひけ等の成形不良の発生を防止することができる射出成形方法及びそのような射出成形方法を実現する射出成形機を提供する。
【解決手段】ランナ53とキャビティ52とをゲート遮断用のバルブピン61aを用いて遮断又は開放する射出成形方法であって、射出成形における保圧工程が開始された後に、前記バルブピン61aにより前記キャビティ52に対し略一定のバルブピン圧力P3をかけることを特徴とする射出成形方法により上記課題が解決される。
(もっと読む)
射出成形方法及び射出成形装置
【課題】溶融プラスチックを冷却するための圧力の釣合いのとれた射出環境を作る射出成形方法を提供する。
【解決手段】本発明の溶融材料の射出方法は、流体圧力の加圧流体を金型キャビティに供給する工程と、溶融材料を第1溶融圧力まで加圧する工程と、第1溶融圧力が流体圧力と釣り合いがとれたときに溶融材料の射出を開始する工程と、第1溶融圧力を第2溶融圧力まで続いて増大させる工程と、加圧流体に抗して溶融材料を金型キャビティの中に射出する工程と、溶融材料の射出のときに流体圧力を維持する工程と、溶融材料の射出中、流体圧力と溶融材料の第2溶融圧力との間の差圧を維持する工程とを含む。
(もっと読む)
変換継手とその製造方法
【課題】金属管と合成樹脂管との接続に用いる変換継手において、金属管を接続する金属製の筒体と、合成樹脂管を接続する合成樹脂製の内層との重なり箇所の気密性を確実に保持する。そのような変換継手を製造する。
【解決手段】筒体1に嵌合したゴム製のシールリング3を合成樹脂製のリング状押圧体4によって挾圧する。射出成形した合成樹脂製の内層67とリング状押圧体4とを融着一体化する。筒体1とリング状押圧体4とによって挾圧したシールリング3の面圧を、内層67の成形時の成形圧よりも高くしておく。
(もっと読む)
軟質−硬質成形品
本発明は、軟質領域と硬質領域の両方を有する熱可塑性物品を射出成形する方法を提供する。  (もっと読む)
(もっと読む)
射出成形中に樹脂がキャビティ面から剥離しやすい箇所を予測する方法とそれを利用した射出成形型と射出成形方法
【課題】 キャビティに充填した樹脂がキャビティ面から剥離しやすいか否かを示す評価値を算出して樹脂がキャビティ面から剥離しやすい箇所を予測する技術を提供する。
【解決手段】 キャビティ2aを複数個に分割した微小空間(メッシュ)内に存在する樹脂に生じる流動速度と圧力と温度の計時的変化をコンピュータを利用して数値計算し、キャビティ面に接する微小空間毎に、溶融樹脂の流動が停止した時の圧力と、溶融樹脂の流動が停止した時から樹脂が固化した時までの圧力の積分値を算出し、算出された両者の値からキャビティ面からの剥離しやすさの程度を示す評価値(面張りレベルM(x))を算出し、算出した評価値を剥離しやすさの限界を示す基準値と比較してキャビティ面から剥離しやすい評価値を示している微小空間を特定し、射出成形中に樹脂がキャビティ面から剥離しやすい箇所を予測する。
(もっと読む)
エアバッグドア部を有する内装品の成形方法
【課題】成形時にキャビティ内に射出充填された溶融樹脂にかかる圧力の上昇に起因する盛り上がりができず、外観見栄えのよいエアバッグドア部を有する内装品を提供する。
【解決手段】射出成形の工程で成形型のキャビティ内に溝形成刃を進退させてインストルメントパネル裏面にその表面に達しない破断溝部を形成し、破断溝部で囲まれる領域でエアバッグドア部を形成する。成形型のキャビティ内に溶融樹脂を射出充填する。キャビティ内の樹脂圧を一次保圧により一旦下降させるとともに、その後の二次保圧により再度上昇させた後、型温の影響で再度下降させる。この際、溝形成刃を一次保圧中の初期段階で射出圧の影響で上昇した樹脂圧が下降に転じる第1転換点C1と二次保圧中に上昇した樹脂圧が型温の影響で下降に転じる第2転換点C2との間でキャビティ内に進出させ、二次保圧後の樹脂圧が下降しきるまでに後退させる。
(もっと読む)
射出成形方法
【課題】 射出成形型に作用する型内圧のピーク値を低減することができ、射出成形型に必要とされる耐圧圧力を低減することができる技術を提供する。
【解決手段】 成形型2に型締め力を加えて成形型2を閉じる工程と、成形型2に型締め力を加えた状態で成形型内のキャビティ2aに溶融樹脂を充填する充填工程と、キャビティ2aに充填した溶融樹脂を冷却する冷却工程と、成形型2aを開けて成形型2から射出成形品40を取りだす工程を備え、充填工程で成形型2に加える型締め力は、溶融樹脂の充填圧力に抗して成形型2を完全に閉じている状態に維持するために必要な型締め力よりも低く設定されている。
(もっと読む)
射出成形機の制御装置及び良否判別方法
【課題】 正確な樹脂圧力を監視し、的確で信頼性の高い良否判別を行うとともに、得られるデータの有用性及び制御の発展性を高める。
【解決手段】 射出工程の開始前における樹脂圧力の大きさに基づいて良否判別を行う良否判別手段を備える制御装置を構成するに際して、計量工程終了から射出工程開始までの監視区間における異なる二個所の樹脂圧力P1,P2を検出する樹脂圧力検出手段と、これら樹脂圧力P1とP2間の差分値Eを求める差分値演算手段と、この差分値Eが許容範囲にあるか否かを判別する良否判別手段を備える。
(もっと読む)
厚肉光透過性樹脂板の製造方法
【課題】 厚肉の光透過性樹脂板の、効率的で、樹脂原料の多様化に対応可能であり、かつ歪みの大幅な低減を可能とする製造方法を提供する。
【解決手段】 10〜50mmの肉厚を有する光透過性の熱可塑性樹脂からなる樹脂板の製造方法であって、該製造方法は、(i)金型キャビティ内へ溶融した熱可塑性樹脂を射出する工程であって該工程内において可動側金型は圧縮ストローク分だけ余分に開かれた中間型締め状態にある工程(工程−i)、(ii)射出後に樹脂を圧縮して最終型締めを行う工程(工程−ii)、(iii)最終型締め後更に樹脂を圧縮する工程(工程−iii)、(iv)樹脂を金型キャビティ内より取り出し可能となる温度まで冷却させ成形品を取り出す工程(工程−iv)、および(v)かかる成形品の周縁部を除去することにより成形品の平面度を向上させる工程(工程−v)からなることを特徴とする厚肉光透過性樹脂板の製造方法。
(もっと読む)
成形機
【課題】 運転条件としての速度設定値または圧力設定値を区間毎に数値入力で多段設定するマシンにおいて、表示装置上にグラフィック表示される設定データと計測データとが、ほぼ一致するようにすること。
【解決手段】 運転条件としての速度設定値または圧力設定値を区間毎に数値入力で多段設定することにより、表示装置上に速度設定データのグラフィック表示または圧力設定データのグラフィック表示を行うことが可能な成形機において、数値入力による多段速度設定データまたは多段圧力設定データに基づき、加減速制御条件を加味して、運転時の実際の制御に用いるための実速度設定データまたは実圧力設定データを算出して、この実速度設定データまたは実圧力設定データを用いてマシンの運転制御を行うと共に、表示装置上に実速度設定データまたは実圧力設定データをグラフィック表示する。
(もっと読む)
射出成形機の射出制御方法
【課題】 樹脂の冷却状況に対応した高精度で安定した保圧制御を行う。ショット毎の金型内における樹脂の充填状況(圧力状態)に直接対応した正確で再現性の高い保圧切換を行うとともに、充填工程から保圧工程に円滑かつ安定に移行させる。
【解決手段】 充填工程では、金型10のキャビティC内の樹脂圧(型内圧Pcd)を検出し、検出した型内圧Pcd又はこの型内圧Pcdに関係する物理量が所定の切換条件を満たしたなら、保圧工程に切換えるとともに、保圧工程では、キャビティCに連通する金型10の樹脂流路R内の樹脂圧(流路内圧Prd)を検出し、検出した流路内圧Prdが所定の設定圧力Prsとなるように保圧制御を行う。
(もっと読む)
電動式射出成形機の圧力検出装置
【課題】 モータから発生する誘導ノイズの影響を排除した圧力検出装置を提供する。
【解決手段】 計量工程においては、フィードバックされたスクリュ回転用サーボモータM2の回転速度に応じた中心周波数を求める(105)。これを帯域消去フィルタ104の中心周波数とする。圧力センサ5で検出した圧力を、帯域消去フィルタ104を介してフィードバックし、圧力補償器101で圧力フィードバック制御を行い、速度、電流のフィードバック制御して射出用サーボモータM1を制御し背圧制御を行う。スクリュ回転用サーボモータM2より発生する誘導ノイズは帯域消去フィルタ104で除去されることから、このノイズの影響を受けることがない。フィルタによる遅れを最小限に抑え、安定した圧力制御ができる。なお、背圧制御以外の圧力制御に対してもこの圧力検出装置は適用できる。
(もっと読む)
101 - 120 / 160
[ Back to top ]