
Fターム[4F206AR03]の内容
プラスチック等の射出成形 (77,100) | 調整制御量(制御の対象) (4,319) | 力 (630) | 圧力 (474) | 樹脂圧 (160)
Fターム[4F206AR03]に分類される特許
121 - 140 / 160
プリフォームの成形方法、プリフォーム及び壜体

【課題】 プリフォームにおいて、異なる色合いの着色樹脂からなる複数の着色層を積層状に形成し、さらにこれら着色層の層厚を上下方向に徐々に変化させることを課題とするものであり、もって着色濃度、色合い、あるいはこの両者に係るグラデーションが高度に現出され、今までにない加飾性を有する2軸延伸ブロー成形の合成樹脂製壜体を提供することにある。
【解決手段】 底部中央に対向位置するゲートを介して金型のキャビティ内に少なくとも1つの着色樹脂を含む複数の樹脂を逐次的に射出する2軸延伸ブロー成形用のプリフォーム成形方法逐次射出法であって、ショートショット状態で金型キャビティ内に位置する先に射出した着色樹脂の中央部を楔状に突き進むように次に射出する樹脂を流動させて積層状とし、プリフォームにおいて、前記先に射出した着色樹脂からなる着色層の層厚が底部のゲートに対向する位置に向かって漸減的に変化するグラデーション領域を形成するようにする。
(もっと読む)
熱可塑性樹脂の射出成形方法

【技術課題】 二酸化炭素注入成形において、転写性と光沢性を更に高めることができる射出成形方法を提供する。
【解決手段】 キャビティ1内に樹脂aを充填後から型開きまでの工程中に、二酸化炭素を樹脂とキャビティ面間に注入することにより、転写性や光沢性を向上させる射出成形方法であって、設定樹脂量を金型キャビティ1に充填する充填工程完了直後、一旦、樹脂の充填を停止することにより樹脂圧力を低下させる工程を設け、その後、樹脂圧力を高める保圧工程に移行する。この方法を採用することにより、二酸化炭素をキャビティ1内の隅々まで均等に行きわたらせることができるため、成形品の可視面全体においてその転写性と光沢性を高め、均一化することができる。
(もっと読む)
小さい形状を成型していくプロセスおよびシリコーンカプセル化剤組成物
プロセスが:
1)金型を、温度範囲100℃〜200℃において熱していき;
2)金型解離剤を包含しているシリコーンカプセル化剤組成物を、組み立て品に供給していき、該組成物が、粘度範囲100cps〜3,000cpsを、該プロセスの操作温度において持ち、該シリコーンカプセル化剤組成物が該組み立て品から出て戻って流れていくのを防ぎ;
3)該シリコーンカプセル化剤組成物を、該組み立て品から、水平の向きを持っており金型空洞を持っている金型中に、ゲートを通して注入していき、ここで、該金型空洞が頂および底を持ち、脱気孔(ベント)が該金型空洞の該頂において位置されており、該脱気孔がチャネル0.1mm〜1mm幅×0.0001mm〜0.001mm深を含み、該ゲートが該金型空洞の該底において位置されており、注入が圧範囲1,000psi〜10,000psiにおいて5秒間まで実施され;
4)該シリコーンカプセル化剤組成物を、1,000psi〜10,000psiにおいて、該シリコーンカプセル化剤組成物が該金型空洞から出て流れていくのを防ぐに充分な量の時間保ちながら;
5)ステップ4)の生成物を硬化させていく
ステップを包含する。LEDパッケージ用レンズが、該プロセスにより、調製されてよい。
(もっと読む)
電動式射出成形機の圧力制御方法および装置
射出成形機のスクリューを前進させるモータの回転角度を検出するエンコーダの出力から前記モータの角速度ωを求める。求めた角速度ωから所定のオブザーバ理論を用いて微分項を含まない形態で樹脂圧力推定値δ^を求め、この樹脂圧力推定値δ^からモータのトルク指令値TCMDを算出し、モータにフィードバックする。これにより、ロードセル等の圧力検出器を用いることなく、ノイズに影響されない精度の高い推力制御を行う。  (もっと読む)
(もっと読む)
成形機及びその監視表示方法
【課題】 複数の実績値間の関係を考慮した監視を行うことで、オペレータに対して成形状態の良否判別、異常の有無判別等に有効な情報を提供することのできる成形機及びその監視表示方法を提供する。
【解決手段】 本発明は、成形機本体に設置された複数のセンサからの検出値を示す各種検出値信号を受けると共に設定値入力部から入力された設定値を示す各種設定値信号を受けて成形制御動作を実行し、前記検出値を含む実績値、前記設定値を表示部にて表示させるコントローラを備えた成形機に適用される。前記設定値入力部は複数の前記実績値のうち強い相関を持つあらかじめ決められた2つの実績値を対とする少なくとも一対の実績値を入力する機能を有し、前記コントローラは、前記設定値入力部で入力された前記少なくとも一対の実績値に対してそれらの間の相関の強さを示す相関係数を演算する機能を有し、算出された相関係数を時系列で前記表示部にて表示させる。
(もっと読む)
中空複合空洞部品
本発明は中空複合チャンバ部品に関し、これは、少なくとも、金属またはプラスチックで作られているワンピースもしくはマルチプルピース中空外形部材と前記中空外形部材の中に位置していて金属またはプラスチックで作られている任意のワンピースもしくはマルチプルピース支持要素を含んで成る。熱可塑性材料によって前記支持要素と前記中空外形部材を確実な様式で連結させそして/または前記中空外形部材を確実な様式で相互連結させる。前記熱可塑性材料を上にスプレーしている時に少なくとも1個の中空外形部材を可塑的に変形させることで前記中空外形部材を相互連結させそして/または前記支持要素を前記中空外形部材と連結させる。 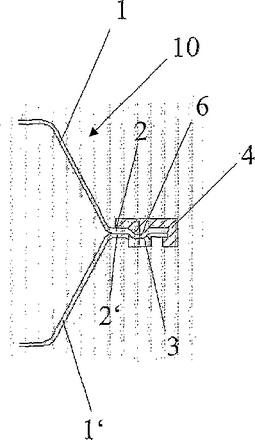 (もっと読む)
(もっと読む)
射出成形される材料、その方法、およびそのための使用
本発明は、射出方法によって調製されるのに適した複合材料、および複合材料の射出方法に関する。本発明の方法によると、複合材料は、(i)天然繊維の長さを均一にする段階、(ii)天然繊維の表面、および存在する場合リグノセルロース残渣の表面を処理する段階、(iii)複合物の成分をあらかじめ混合する段階、(iv)複合材料を押し出しおよび顆粒化する段階、および(v)部品の形態に複合物の材料を射出成形する段階を実施することによって調製される。 (もっと読む)
射出成形機の制御方法
【課題】 金型やスクリュを破損させることなく射出成形機を良好に動作させる。
【解決手段】 射出成形機は、射出シリンダ7と、射出シリンダ7内に回転可能にかつ前後進可能に設けられたスクリュ6と、スクリュ6の回転駆動と前後進駆動とを行う駆動手段5;9,10と、駆動手段5;9,10の制御を行うコントローラ16とを有し、さらに、射出・保圧工程中に射出シリンダ7内の樹脂圧力を検出する樹脂圧センサー12と、射出・保圧工程中にスクリュ6に作用する背圧を検出するロードセル11とが備えられている。コントローラ16は、射出・保圧工程中に、樹脂圧センサー12から出力された検出値14とロードセル11から出力された検出値15とを比較し、両検出値14,15の差がコントローラ16に予め設定されている許容範囲を越えていた場合に、駆動手段5;9,10を停止させる。
(もっと読む)
電動式射出成形機の圧力制御方法および装置
【課題】 ロードセル等の圧力検出器を用いることなく、精度の高い安定した推力制御を行う。
【解決手段】 射出成形機のスクリュー13とこれを駆動するモータ11とがベルトを含む伝達系12を介して結合された電動式射出成形機におけるモータ11の角速度ωMが検出される。この検出されたモータ11の角速度ωMとモータ11に与えられているトルク指令値TCMDとからオブザーバに基づいてスクリュー13の角速度推定値ωL^、伝達系のベルトの張力推定値F^及び樹脂圧力推定値δ^が求められる。検出されたモータの角速度ωM、並びに求められたスクリューの角速度推定値ωL^、ベルトの張力推定値F^及び樹脂圧力推定値δ^がフィードバックされて樹脂圧力設定値δREFに追従させるようにモータ11が制御される。
(もっと読む)
混合された材料表面領域を有する成形部品およびその製造方法
本発明は、魅力的な外観を有し、皮革、布帛、木材、金属または他の半硬質の表面材料等の少なくとも2つの異なる材料の表面領域を備える薄い射出成形プラスチック製品を与える。これらの成形製品は、天然材料の本物の触感と、薄い寸法、美観および/または耐久性との所望の組み合わせを有する。したがって、成形プラスチック製品は、概略同一平面または概略連続的に、2つの表面層材料が接する境界線を含んで近接および連結する複数の表面領域を有する異なる第1の材料(1)および第2の材料(2)の層の少なくとも2つの装飾表面領域を有する前面装飾表面を備えるプラスチック基体部品を有する。前面については、第1の材料の少なくとも一部は、第2の材料の少なくとも一部の上部に配置されかつ第2の材料の少なくとも一部と重なる。プロセスの態様において、2つの表面材料片は型キャビティ内に配置され、2つの材料はともに、各々が成形部品の前面側に表面領域を与えるように配置される。任意選択的に、一方または両方の表面材料片の背面側または非装飾側に接着剤および/またはバッキングの材料(3,5)がある。成形用プラスチック(9)は、型(6,7)内に射出され、表面材料の背面側に接触および接着し、成形プラスチック基体部品を与える。成形用プラスチックが十分に流動性である間に、キャビティに圧力を適用し、好ましくは射出成形プロセスにおいて、2つの異なる表面材料を実質的に同一平面または連続的な表面に圧縮および/または形成し、そしてより厚い重なり領域を必要な深さまでプラスチック基体部品内に向かってプレスするのに十分である。 (もっと読む)
背面射出されたプラスチック成形物の製造方法
【課題】
背面射出されたプラスチック成形物の製造方法を提示する。
【解決手段】
この発明は、各々がポリオレフィンから成る装飾層(5)と、発泡層(6)と、基材(8)とから構成された、背面射出されたプラスチック成形物の製造方法に関するものである。前記方法において、装飾層(5)と発泡層(6)とは複合体の形態として射出成形用金型の内部に設置され、次にそれらは、閉じられた射出成形用金型(1、2)内で基材材料(8)を用いて背面射出される。完成した成形物(9)上の所望とする装飾層(5)の外面を構造化するため、該装飾層(5)が当接する前記射出成形用金型(1、2)の内面は相補的な態様で構成されている。独立気泡から形成された発泡層(6)が用いられ、前記層は、閉じた射出成形用金型(1、2)において、基材材料の硬化中に該射出成形用金型(1、2)の表面構造(7)に対応して永久に圧縮される。射出成形用金型(1、2)の表面構造(7)は、該表面それ自体を対応させて形成すること、或いは該射出成形用金型(1、2)の表面と装飾層(5)との間に配置されるインサートにより得ることができる。  (もっと読む)
(もっと読む)
射出成形装置の成形条件算出方法およびその装置および成形条件算出プログラム
【課題】 射出成形動作開始当初から成形条件を算出する。
【解決手段】 ステップSP3において、境界条件の設定を行い、ステップSP4において、圧力計算を行い、ステップSP5において、キャビティ内の任意位置での物理量の目標値の時間変化(基準圧力履歴)Pa(t)が解析値Pa*(t)と等しいか否かを判定し、キャビティ内の任意位置での物理量の目標値の時間変化Pa(t)が解析値Pa*(t)と等しくないと判定された場合には、ステップSP6において、境界条件の自動修正を行い、再びステップSP4の処理を行う。
(もっと読む)
射出成形機の射出制御方法およびその射出装置
【課題】 従来インラインスクリュ式射出成形機では十分に成形できなかったような非常に小さい成形品についても、安定した精度の高い成形を行うことができる射出成形機の射出制御方法及びその射出装置を提供する。
【解決手段】 1回の計量可塑化工程に対して複数回(例えば2〜3ショット)成形を行うと共に、必要に応じて射出速度切換位置や保圧切換位置、またはサックバック量等の補正を行う。
(もっと読む)
射出成形シミュレーション装置及び射出成形シミュレーション方法
【課題】 加熱された金型に射出された樹脂から射出成形により成形される成形品の性状をシミュレーションすること。
【解決手段】 キャビティ18が形成される金型10の金型形状と金型10が加熱される加熱条件と金型10が冷却される冷却条件とを収集する金型条件収集部と、金型形状と加熱条件と冷却条件とに基づいて、キャビティ18のキャビティ表面のキャビティ表面温度を算出する金型シミュレーション部3と、樹脂31の性質を収集する樹脂条件収集部と、性質とキャビティ表面温度とに基づいて、樹脂31がキャビティ18に射出されたときの樹脂31の挙動を算出し、樹脂31の挙動に基づいてキャビティ18に射出された樹脂31から成形される成形品の性状を算出する樹脂シミュレーション部5とを備えている。このような射出成形シミュレーション装置及び射出成形シミュレーション方法により、加熱された金型10に射出された樹脂31が冷却して得られる成形品の性状を正確にシミュレーションすることができる。
(もっと読む)
射出成形機の計量制御方法および射出成形機
【課題】 サックバックを不要にすること。
【解決手段】 スクリューが計量完了位置に至ったタイミングで、計量用サーボモータによって制御される背圧の実測値、および射出用サーボモータによって制御されるスクリュー後退速度の実測値、およびスクリューの実測回転速度が、全て同時に零となるように制御する。
(もっと読む)
プラスチック混合物の成形方法及び装置
【課題】 本発明はプラスチック混合物の成形方法及び装置に関し、溶融プラスチックの注入量を正確に予測することができるプラスチック混合物の成形方法及び装置を提供することを目的としている。
【解決手段】 異種のプラスチック混合物を溶融成形する際に、プラスチックの配合及び種類のバラツキにより生じる温度変化、圧力変化、成形管の2点の到達時間変化、到達時間差を検出する検出手段7〜9と、前記検出手段7〜9により検出された温度変化、圧力変化、成形管の2点の到達時間変化、到達時間差を用いて、成形管6へのプラスチック混合物の充填量の予測を行なう演算制御手段と、該演算制御手段により予測した充填量に基づいて成形管へのプラスチック混合物の充填を行なう充填手段4とを有して構成される。
(もっと読む)
産業機械のデータ転送装置
【課題】 センサからの検出情報を精度高くかつ、遅れることなく得ることができる伝送装置を得る。
【解決手段】 ロードセル22で測定した圧力をアナログインタフェース21に設けられたA/Dコンバータでディジタル信号に変換し、ディジタルフィルタで処理する。このディジタルフィルタで処理されたセンサ信号を光ファイバ23によって伝送周期毎産業機械の制御装置10に転送する。A/Dコンバータによるディジタルサンプリング周期を転送周期より短く設定する。これにより、精度が高くかつ、ディジタルフィルタ処理出力の遅れは短くなり、制御装置は遅れが少なく、精度の高いディジタル信号によるセンサ測定信号を得ることができる。
(もっと読む)
射出成形方法
【課題】 射出ノズル内や加熱筒内で樹脂が残留したまま加熱の影響により硬化してしまうリスクを回避するとともに、成形品の品質向上及び歩留まり向上を図る。
【解決手段】 スクリュ2の前進時に、スクリュ2が予め設定した第一条件に達したなら、スクリュ2を、計量時の回転方向(正方向Rp)に対して逆方向Rnに回転させるとともに、予め設定した所定速度Vs以下の微速により前進させ、この後、スクリュ2が予め設定した第二条件に達したなら、スクリュ2を正方向Rpに回転させて計量を行う。
(もっと読む)
射出成形方法と成形金型及び成形品
【課題】ナノオーダーレベルや微細な高アスペクト形状の転写により製造される形状精度に優れたプラスチック成形品を成形する。
【解決手段】溶融樹脂12を高速充填中において、メルトフロントがスタンパ4の微細な凹凸パターン3を通過している間、常時、圧力センサ7の検出圧力が2MPa程度になるように可動駒6をアクチュエータ9により変速制御しながら可動させ、キャビティ2内に樹脂圧力を発生させ、溶融樹脂12をスタンパ4の微細な凹凸パターン3のV溝内に瞬時に入り込ませて、溶融樹脂12がスタンパ4に触れた瞬間に微細な凹凸パターン3を転写し、メルトフロントが進行して樹脂固化層13が形成されても、樹脂固化層13の表面にスタンパ4の凹凸パターン3を確実に転写する。
(もっと読む)
プラスチック光学素子、レーザ走査光学装置、及びプラスチック光学素子の製造方法
【課題】 レーザ走査光学等のプラスチック光学素子において、光束が通過する領域を含む面を光学面と定義した場合、非光学有効領域の少なくとも一部にひけを誘導することにより、光学面の光学有効領域の形状精度が優れ、低複屈折なプラスチック光学素子を提供し、焦点位置ずれが少なく、光学特性に優れ、従来にない高画質を達成できるレーザ走査光学装置を提供する。
【解決手段】 光束が通過する領域を含む光学面を少なくとも一つ以上有するプラスチック光学素子において、該光学面のうち、光学有効領域外の非光学有効領域の少なくとも一部に、ひけを有することを特徴とする。
(もっと読む)
121 - 140 / 160
[ Back to top ]