
Fターム[4F206JA07]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (7,921) | その他の射出成形 (6,556)
Fターム[4F206JA07]に分類される特許
4,541 - 4,560 / 6,556
POP用の半導体装置の製造方法

【課題】 モールド成型時に半導体チップが静電破壊されるのを防止することを目的とする。
【解決手段】 半導体装置の製造方法は、表面に複数の半導体チップ410と複数の半導体チップに供給された液状樹脂434とを含む基板400を、電気的に絶縁されるように下部金型200により支持させる。複数の型形成部(キャビティ)112が形成された上部金型110を可撓性リリースフィルム300を介して下部金型200に対して押圧し、基板上の液状樹脂434をモールドする。
(もっと読む)
射出成形機の駆動機構

【課題】 スクリュの芯ズレを有効に防止することにより加熱筒に対するスクリュのカジリの発生を回避し、円滑動作の確保及び摩耗低減などによる耐久性の向上を図るとともに、ロードセルの検出精度を高める。
【解決手段】 直進運動が伝達される射出ブロック3及び回転運動が伝達されるスクリュカップリング6を有し、射出ブロック3の内周部によりベアリング部7を介してスクリュカップリング6を回動自在に支持するとともに、射出ブロック3とスクリュカップリング6間における軸方向Faの圧力を検出するロードセル8を内蔵する射出成形機Mの駆動機構1を構成するに際して、スクリュカップリング6とロードセル8の前端面8f間にスラスト軸受9を介在させるとともに、ベアリング部7をロードセル8の後端面8r側に配したアンギュラ玉軸受10及びこのアンギュラ玉軸受10に並べて配した円筒ころ軸受11により構成する。
(もっと読む)
ポリオキシメチレン及び高構造化カーボンブラックをベースとする導電性樹脂混合物
本発明は、一態様においては、ポリオキシメチレン、ポリエチレングリコール、金属酸化物、高構造化カーボンブラック、及び櫛型ポリマーを含む、複数の特性と100〜106Ω・cmの体積抵抗率との改良されたバランスを示すポリオキシメチレン混合物である。本発明は、より詳しくは、30〜98.7重量%のポリオキシメチレンホモポリマー又はコポリマー、0.1〜10重量%のポリアルキレングリコール、0.1〜10重量%の金属酸化物、1〜15%の高構造化粒子状カーボンブラック、及び0.1〜15重量%の、比較的極性の低い骨格と比較的極性の高い側鎖を含む櫛型ポリマーを含む、ポリオキシメチレン混合物及びそれからの成形物品に関する。 (もっと読む)
熱成形用艶消しアクリル樹脂フィルム状物、熱成形用艶消しアクリル樹脂フィルム状物の製造方法、および、この熱成形用艶消しアクリル樹脂フィルム状物を含む積層体
【課題】 意匠性、取扱性が良好であり、インサート成形等を施し、深絞り形状の成形品に成形した場合でも、艶消し層に割れが発生しない、かつ車輌用途に用いることができる耐擦傷性、表面硬度、耐熱性、耐薬品性、耐熱黄変性、耐指紋付着性および艶消し性を有する熱成形用艶消しアクリル樹脂フィルムを提供する。
【解決手段】 アクリル樹脂フィルム基体と、該アクリル樹脂フィルム基体の一方の面上に最外層として設けられた、艶消し剤、含シリコーン化合物および/または含フッ素化合物、および硬化性バインダー樹脂を含有する厚さ0.1〜5μmの艶消し層と、からなる熱成形用艶消しアクリル樹脂フィルム。
(もっと読む)
軸を回転及び並進させるための駆動アセンブリ
【課題】軸を並進及び回転させる新規な駆動ユニットの提供
【解決手段】駆動ユニットは、回転子(47)を有する中空電気モータ(45)と、 流体シリンダ(48)と、軸を中空電気モータの回転子に接続する手段と、 流体シリンダの長手方向への軸の移動を許容する手段と、流体シリンダを軸に接続する手段とを備えている。軸は、中空電気モータによって回転可能とされており、かつ該流体シリンダによって長手方向に移動可能とされていて、流体シリンダは、回転子と連結する外壁を有している。
(もっと読む)
高い溶融流動性を有するプロピレンの単独重合体またはランダム共重合体の製造でのチーグラー‐ナッタ触媒の使用
【課題】薄厚の射出成形品の用途に適した、臭いが少なく、揮発成分の含有量が少なく、高い溶融流動性を有するプロピレンの単独重合体またはランダム共重合体の製造方法。
【解決手段】プロピレンと一種または複数のコモノマーとを、少なくとも一つのチタン-ハロゲン結合を有するチタン化合物と内部電子供与体としてのジエーテル化合物とから成り、これら両方が活性型でハロゲン化マグネシウム上に支持されているチーグラー‐ナッタ触媒と、有機アルミニウム化合物と、任意成分の外部電子供与体の存在下で重合させる。
(もっと読む)
インサート成型品の製造方法
【課題】製造コストを大幅に上げることなく、金属性のインサート部品と樹脂との接着性を高めることができるインサート成型品の製造方法を提供すること。
【解決手段】インサート部品に付着した接着剤がキャビティに露出するようにして、インサート部品を金型に配置して(図5のST2)型締めし(図5のST3)、その後、キャビティに溶融した樹脂を射出して(図5のST4)、インサート部品と樹脂とを一体的に形成するようにしたインサート成型品の製造方法であって、金型を型締め(図5のST3)した後であって、樹脂が冷却(図5のST5)する前に、インサート部品に付着した接着剤を溶融する。
(もっと読む)
加熱筒の撓み補正機構
【課題】加熱筒の撓み補正機構を必要としないときに容易にその機能を解除可能な手段を提供する。
【解決手段】射出装置の加熱筒2の撓みを補正する機構であって、前記射出装置を載置する架台1と前記加熱筒2との間に、前記加熱筒2の移動方向に延長する案内部3と、移動する前記加熱筒2を前記案内部3に当接して支持する押圧部4とを備えるとともに、前記案内部3と前記押圧部4との当接を任意に解除可能な接離手段5を有する加熱筒2の撓み補正機構。
(もっと読む)
複合構造物を製造する方法
本発明は、被覆された複合物を製造する方法に関する。本発明によれば、第1のサイクルで、第1の成形型(17,18)のキャビティに溶融物を導入することによって射出成形物(23)を製作し、ポリウレタン層をPUR成形型の開いた型半部(20)のキャビティ表面に取り付け、第1のサイクルで第1の成形型の成形型半部(18)に製作された射出成形物を変位させ、第1の成形型の成形型半部(19)を、PUR成形型の成形型半部(20)に配設し、第1の成形型の第1の成形型半部とPUR成形型の成形型半部とから成る第2の成形型を、射出成形物にポリウレタン層を押し付けるかまたは圧刻して閉鎖し、被覆された射出成形部を、第2の成形型を開放したあとで取り出す。 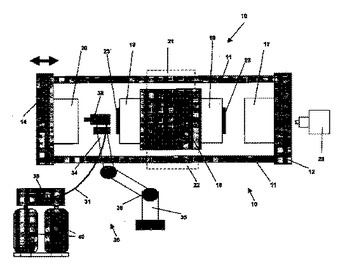 (もっと読む)
(もっと読む)
多層樹脂成形品の製造方法
【課題】接着層を備えていなくても樹脂フィルムと樹脂成形品との間が良好に密着し、かつ、外観、耐擦傷性、耐候性などの他の特性にも優れた多層樹脂成形品の製造。
【解決手段】金型内にアクリル樹脂フィルムを配置するとともに成形樹脂を射出して、アクリル樹脂フィルムと成形樹脂とを一体化する射出工程を有する多層樹脂成形品の製造方法において、前記射出工程を次の4式すべてを満たす条件下で行う。TA≧80℃、TB≧90℃、T1+T2≧315℃、TA−50℃≦T1<TA(式中、TA、TBはアクリル樹脂フィルムの熱変形温度(℃)、成形樹脂の熱変形温度(℃)をそれぞれ示し、T1、T2は、成形樹脂と接する側のアクリル樹脂フィルムの射出工程での表面温度(℃)、射出工程での成形樹脂温度(℃)を示す。)
(もっと読む)
熱可塑性物質およびその改良製法
本発明は、改善されたプラスチック物品の作製方法及びこの方法により作製された物品に関する。広い局面では、本発明は、熱可塑性ポリオレフィンを含有する第一の原料、粒子状充填剤と第二の熱可塑性ポリオレフィンとの混合物を含有する第二の原料、およびエラストマーを含有する第三の原料を、別々の原料として供給する工程、原料を混合し溶融混合物を形成するために原料を高温にした状態で、第一、第二および第三の原料にせん断力をかける工程、溶融混合物を成形および溶融混合物を固化させる工程を含む改善されたプラスチック物品の作製方法及びこの方法により作製された物品に関する。 (もっと読む)
樹脂成形体及びその製造方法
【課題】立体感を向上させ、意匠性を高める。
【解決手段】透明なフィルム本体2の一表面に第1印刷層20を形成し反対側に所定パターンで第2印刷層22を形成するとともに、第2印刷層22の表面に透明な凸部よりなる透明加飾部21を島状に形成して加飾フィルムを形成し、加飾フィルムを成形型の型面に配置し、第1印刷層20をもつ側の表面に溶融樹脂を注入して基材1を一体成形する。
成形工程では、熱と圧力によって透明加飾部21が第2印刷層22と共にフィルム本体2内に没入し、第1印刷層20の透明加飾部21に対向する部分が基材1内に没入する。第1印刷層20と第2印刷層22との協働によって立体感が向上する。
(もっと読む)
電子部品の樹脂封止成形装置
【課題】樹脂封止成形用の型3(上下両型4・5)を二組積層配置した電子部品の樹脂封止成形装置において、エジェクターピン機構を設けない構成を採用することにより、簡易で小さな構成として提供する。
【解決手段】前記した上型5に設けたキャビティブロック9を弾性材料にて構成すると共に、前記キャビティ7内面を離型抵抗力0.3MPa以下に設定し、且つ、前記したキャビティ7天面を型面方向に0.5mm〜2mm凸面形状に弯曲して構成し、更に、前記した両型4・5を型開きすることにより、前記したキャビティ7天面が平面形状から元の形状に戻ろうとする復元力にて、前記キャビティ7内から前記キャビティ7内で樹脂封止成形された半導体パッケージ17を突き出して離型する。
(もっと読む)
射出成形機の駆動機構
【課題】 スクリュの芯ズレを有効に防止することにより加熱筒に対するスクリュのカジリの発生を回避し、円滑動作の確保及び摩耗低減などによる耐久性の向上を図る。
【解決手段】 進退駆動部2から軸方向Faの直進運動が伝達される射出ブロック3及び回転駆動部4のタイミングベルト5を介して回転運動が伝達されるスクリュカップリング6を有し、射出ブロック3の内周部によりベアリング部7を介してスクリュカップリング6を回動自在に支持してなる射出成形機Mの駆動機構1を構成するに際して、射出ブロック3に配設し、タイミングベルト5による引張荷重Fpに対して反対方向にスクリュカップリング6を押圧するとともに、押圧位置Xpを調整可能な位置調整部Pmを有する押圧調整手段Pを備える。
(もっと読む)
取出し機の制御装置
【課題】本発明は、取出し機が成形機の構成部品に取り付けられたとしても、成形機の作動に悪影響を及ぼさないように取出し機を制御する制御装置を提供することを課題とする。
【解決手段】取出し機10は射出成形機30に取り付けられる。取出し機10は、成形品を保持する保持部12が設けられたアーム部14を有する。アーム部14を移動させる移動機構16と、移動機構16の駆動を制御する制御装置24とが設けられる。制御装置24は、射出成形機の成形工程のうち、移動機構16の駆動により発生する振動が悪影響を及ぼす所定の工程が開始される時点において、移動機構16が振動を発生しない状態か所定の大きさ以下の振動を発生する状態となるように、移動機構16を制御する。
(もっと読む)
玄武岩長繊維強化熱可塑性樹脂ペレット
【課題】廃棄処理が簡便であり、地球環境に影響が少なく、しかも機械的強度に優れた長繊維強化樹脂ペレットを提供する。
【解決手段】玄武岩繊維ロービングを引きながら溶融された熱可塑性樹脂を含浸することにより製造されるペレットであり、玄武岩繊維がペレットの長さ方向に平行に配列しており、長さ4〜50mmである玄武岩長繊維強化熱可塑性樹脂ペレット。
(もっと読む)
金型、樹脂製品成形方法及び樹脂製品
【課題】一対の型で形成されたキャビティ内に、ゲートから溶融樹脂を射出させて樹脂製品を成形させる金型において、ウェルドラインの発生位置をコントロールして、実質上、製品としての美観を維持した良品が得られる金型を提供すること。
【解決手段】キャビティ7に、樹脂製品の意匠面を阻害しない個所の肉厚を、他の部分より約半分の厚さとなるように薄くさせる追込部Aを形成し、溶融樹脂同士がキャビティ7内でぶつかる場所である合流部を追込部Aに追い込ませるようにゲート9を配置する。
(もっと読む)
後工程機への成形品の移載方法
【課題】 2台の成形機のそれぞれに1台装備された成形品取出機間の偏差を吸収してこれら取出機を同調運転させることにより、後工程処理との正常な関係を維持して、後工程処理を安定させて、歩留まりおよび生産性を向上させることができる後工程機への成形品の移載方法を提供する。
【解決手段】 同調運転される2台の成形品取出機3A,3Bから所定のタイミングで2台の射出成形機1A,1Bに型締め開始信号を同期または交互に発信して射出成形機1A,1B間の偏差を吸収する。また、同調運転される2台の成形品取出機3A,3Bから1台の後工程機4への成形品の受け渡しを同期または交互に行って、成形品2A,2Bの受け渡しを同調させる。
(もっと読む)
樹脂成形品の製造方法および製造装置ならびに樹脂成形品
【課題】短い成形サイクルで光学鏡面や微細なパターンが高精度に転写され、かつ内部歪みの小さい樹脂成形品を提供する。
【解決手段】樹脂4が軟化温度以下のキャビティ3の温度まで冷却される途中で、少なくともキャビティ3内の樹脂4の中心温度が樹脂の軟化温度以上、あるいは表層部温度が樹脂の軟化温度以下かつ樹脂の平均温度が軟化温度以上であるタイミングにて、可動入子2を樹脂4から離反する方向に移動させ、転写面5と樹脂4の間に断熱層としての空隙15を形成する。この空隙15において、樹脂4自体の温度にて表層部温度が軟化温度以上になるタイミングで、樹脂4から離反させた可動入子2を樹脂4と密着する方向に再移動させ、樹脂4と転写面5を再密着させて、樹脂4の表面に転写面5の形状を転写させる。
(もっと読む)
射出成形ノズル及びこのノズル用の先端部
【課題】射出成形ノズルアッセンブリ(100)用の射出成形先端部(3)を提供する。
【解決手段】本発明の射出成形先端部は、第1端の入口(4a)と、第2端の少なくとも一つの出口(4b)と、入口(4a)と出口(4b)との間の流路(4)とを含む。第1端と隣接した、先端部(3)の第1部分(26)は第1直径を有し、第2端と隣接した、第2部分(31)は第2直径を有し、第1部分と前記第2部分との間の中央部分(29)は、第1直径及び第2直径よりも大きい直径を有する。更に、射出成形先端部を開示する。 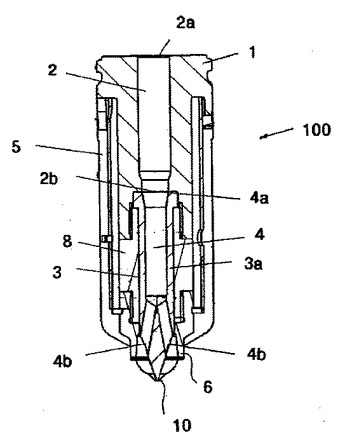 (もっと読む)
(もっと読む)
4,541 - 4,560 / 6,556
[ Back to top ]