
Fターム[4F206JN16]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形操作の内容 (4,618) | 射出充填 (1,276) | 充填通路での処理、操作 (323) | 混合、混練 (17)
Fターム[4F206JN16]に分類される特許
1 - 17 / 17
発泡成形用射出成形機の射出装置
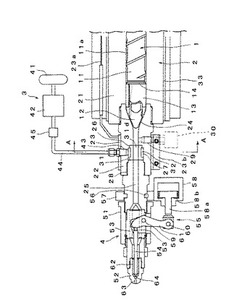
【課題】計量樹脂溜め部内に蓄えられた溶融樹脂への物理発泡剤の拡散を迅速化する。計量樹脂溜め部に供給された物理発泡剤のスクリュー本体側への逆流を防止する。
【解決手段】加熱筒ヘッド内に、少なくとも一部が多孔質材料をもって形成され、該多孔質材料をもって形成された部分に前記樹脂通路の一部を構成するセンタ孔が開設されたスリーブを内蔵し、該スリーブの外周部分に物理発泡剤の導入空間を形成すると共に、前記加熱筒ヘッドに前記物理発泡剤供給ノズルを取り付け、該ノズルから供給される物理発泡剤を前記物理発泡剤の導入空間内に噴射し、該導入空間内に噴射された前記物理発泡剤を、前記多孔質材料が有する微細な空孔を通して前記加熱筒ヘッドに開設された樹脂通路内に供給する。
(もっと読む)
熱硬化性樹脂のプロセッシングウィンドウを延長するプロセス
粒子状硬化剤を含有する熱硬化性樹脂のためのプロセッシングウィンドウは、樹脂を熱処理してその中に粒子が溶解されている低粘度の樹脂混合物を形成し、次に、低粘度の樹脂混合物を粒子の溶解温度を下回る温度で成形し繊維プリフォームに注入するという、組み合わされたステップを用いることで延長される。注入された樹脂プリフォームは、樹脂の硬化温度まで加熱され、最終的な樹脂の硬化が得られる。 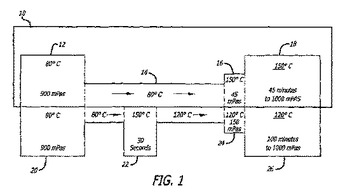 (もっと読む)
(もっと読む)
高速高分子反応系を加工するための装置
本発明は、高速高分子反応系、特に、ポリウレタン系を機械ベースで加工するための装置に関し、原材料の消費量を抑えると同時に、高速処方変更を可能にする。本発明による装置はさらに、殆んど場所を必要とせず、例えば、立っている炉筒の運用を可能にする。 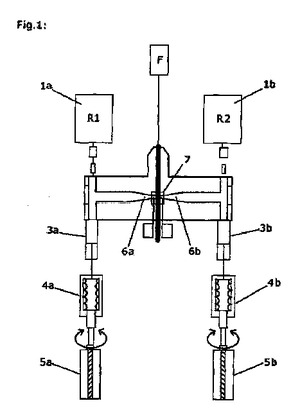 (もっと読む)
(もっと読む)
混合吐出装置
原料を含む2種以上の液体であって、少なくとも1つが発泡剤をさらに含有する液体を加圧下で混合するミキシングチャンバー(1)と、当該チャンバーに連通し、下流方向へ断面積が減少する内周面を有するテーパード通路(3)と、テーパード通路に挿入され、前記内周面に対応する外周面を有するテーパードピストン(2)と、前記内周面と前記外周面とが当接する位置からテーパードピストンを後退させて、特定の間隙を形成するアクチュエータと、テーパード通路に連通する緩衝通路(5)と、前記混合物を最終的に吐出する吐出口(4)と、を備える混合吐出装置。緩衝通路は、混合物の膨張を穏やかにする構造を有する。アクチュエータは、テーパードピストンの後退量の制御により間隙の幅Dを変化させて、ミキシングチャンバーが維持する圧力と、テーパード通路における混合物の圧力が減ずる程度とを調整する。 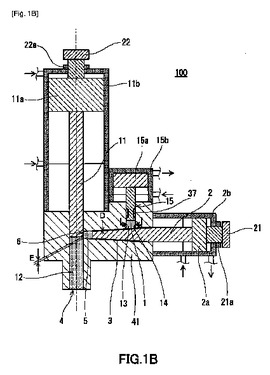 (もっと読む)
(もっと読む)
射出成形金型、射出成形品の製造方法、および射出成形品

【課題】薄肉で高い精度を必要とする射出成形品であっても、転写精度の高い射出成形をすることができる射出成形金型、射出成形品の製造方法、および射出成形品を提供する。
【解決手段】第1の金型と、前記第1の金型と協働してキャビティを形成する第2の金型と、前記キャビティ内に溶融樹脂を充填する流路であるランナと、前記ランナの前記キャビティが形成される側に設けられ、前記ランナよりも流路断面積の小さい狭隘部と、前記狭隘部の温度を調整可能とする温度調整手段と、前記狭隘部の前記キャビティが形成される側に設けられ、前記溶融樹脂の流速を減速させる流速調整部と、を備えたこと、を特徴とする射出成形金型が提供される。
(もっと読む)
ゴム成形体の射出成形方法及び射出成形型
【課題】成形時間を長引かせることなくゴム成形体の残留応力を緩和して、そのゴム成形体の形状変形を防止できるゴム成形体の射出成形方法と射出成形型を提供すること。
【解決手段】上型8は、ランナー13が設けられたランナー型部8aと、ゴム溜め孔15が設けられたゴム溜め型部8bとを備えて、型締め時にランナー13がキャビティ11とゴム溜め孔15を挟んで連通するように構成されている。ビードフィラー1bを脱型する際には、ゴム溜め孔15とキャビティ11との連通状態を保持しながら、ゴム溜め型部8bをランナー型部8aから分離し、キャビティ11内のビードフィラー1bの残留応力をゴム溜め孔15を通じて緩和させる。その後、ゴム溜め型部8bを下型7から分離し、ビードフィラー1bを脱型する。
(もっと読む)
射出ノズル用ミキシングチップ
【目的】簡易な構成且つ低コストで、メンテナンス及び射出成形機への装着が容易であり、連続成形中(自動運転中)の色ムラ発生ロスを著しく抑制することができる射出ノズル用ミキシングチップを提供する。
【構成】溶融樹脂が通過する射出ノズル内のスプルー部に配設され、溶融樹脂流路に規制を加えて前記溶融樹脂のミキシングを行う射出ノズル用ミキシングチップにおいて、
該ミキシングチップが、後端部と前端部の夫々に形成されたテーパー部を有し、該後端部と前端部のテーパー部が異なる角度に形成され、前後方向の向きを入れ換えてスプルー部に配設可能な構成であることを特徴とする射出ノズル用ミキシングチップである。
(もっと読む)
コーティングを有する多孔質メータリング部材
【課題】粘性体が貫入しメータリング部材内に残留することを防止できる多孔質メータリング装置の提供。
【解決手段】メータリング装置は、流体又はガス透過性材料で作られるメータリング部材と、基材とを含み、メータリング部材は、ガス又は流体媒体用の供給通路に面する第1表面、粘性体又はペースト体が流れる通路領域に面する第2表面、及びメータリング部材を受け入れる基材内の窪みと少なくとも部分的に形状一致結合又は力伝達結合するジャケット面を有する。メータリング部材は基材に取付けられて流体導通部材を構成し、流体又はガス透過性材料は細孔をなす中空空間を有する。中空空間はガス又は流動媒体が第1表面から第2表面へ流れるように互いに連結される。第2表面は、メータリング部材内への粘性体又はペースト体の流入を避けるように、粘性体の主流方向に平行に測定して細孔の直径を小さくできる手段を含む。
(もっと読む)
無機粒子混合樹脂材料の射出成形方法及び無機粒子混合樹脂材料成形用射出成形機
【課題】特に無機粒子が混合された樹脂材料を用いて成形を行うに際し、ショット間バラツキがなく寸法が安定し、部分的な性能バラツキのない成形品が得られると共に、スクリューに掛かる負荷抵抗を低減した射出成形方法及び射出成形機を得る。
【解決手段】摺動及び回動自在なスクリューと、先端にノズルを有し該スクリューの外側を覆うシリンダと、該シリンダ内に樹脂材料を供給可能なホッパと、を有する射出成形機を用い、樹脂材料をホッパからシリンダ内に供給する工程、樹脂材料をシリンダとスクリューの外周部との間を通過させる工程、及び、スクリューの摺動により樹脂材料をノズルから金型内へ射出する工程と、を有する無機粒子混合樹脂材料の射出成形方法で、樹脂材料をシリンダとスクリューの外周部との間を通過させる工程において、樹脂材料をスクリューから発せられる熱で加熱する。
(もっと読む)
射出成形機用ロータリーバルブ
【課題】超臨界流体とその溶解物の混合物の注入と共に、可塑化時、浸透時および射出時に混合物の逆流が防止できる射出成形機用ロータリーバルブを提供する。
【解決手段】ロータリーバルブ(10)は、溶融樹脂入口路(12)と出口路(13)を有するロータケーシング(11)と混合物注入孔(16)開口したバルブボア(14)とからなる。ロータ(20)には溶融樹脂通過孔(24)と混合物が流れる凹溝(25)とランド部(26)とを設け、ロータを第1の位置へ駆動すると、入口路と出口路が遮断状態となると共に凹溝も遮断状態となり、可塑化と浸透動作が可能となる。第2位置へ駆動すると、入口路と出口路は遮断状態となり、混合物注入孔は凹溝を介して入口路に連通し、混合物の注入が可能となる。第3の位置へ駆動すると、入口路と出口路はロータの通過孔を介して連通し、混合物注入孔はランド部により閉鎖状態となり射出可能となる。
(もっと読む)
熱可塑性樹脂の表面改質射出成形用金型
【課題】成形機の改造などが不要であり、標準の成形機を用いて、比較的高価な金属錯体などの改質用材料をロスなく、高濃度で、効率的に成形品表面に析出することのできる熱可塑性樹脂の表面改質射出成形用金型を提供する。
【解決手段】この発明による熱可塑性樹脂の表面改質射出成形用金型10は、内部に、溶融状態の樹脂を保持可能で、保持された溶融樹脂2の適宜部分に、高圧ガスまたは超臨界流体に溶解した金属錯体、金属アルコキシドまたはその変性物からなる改質材3を注入・保持可能な溶融樹脂保持部30を備えている。
(もっと読む)
剪断流動発生部付き射出金型装置
本発明は、剪断流動発生部付き射出金型装置に関する。これは、所定ピグメントが混合された溶融樹脂が満たされる内部空間を備えた射出金型と、前記射出金型に設けられて、その一部が前記内部空間に露出し、内部空間に注入される溶融樹脂に接して、外部動力を印加されて動作し、その表面に接している溶融樹脂を粘性で剪断流動させることによって、溶融樹脂内のピグメント位置を調節する剪断力発生部と、前記剪断力発生部を動作させる駆動部、を含むことを特徴とする。上記のような本発明の射出金型装置は、射出金型内部のウェルドライン(Weld line)発生区域に位置した溶融樹脂内に、粘性流動を生じることによって、当該区域の溶融樹脂内に混合されているピグメントの位置を調節することができるため、ウェルドライン周辺におけるピグメントの配向不良及び含量不足による問題を解決し、高品質の成型品を制作することができる。 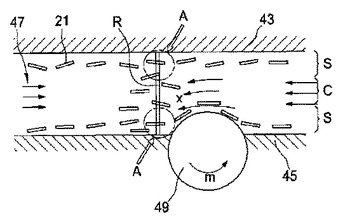 (もっと読む)
(もっと読む)
繊維強化樹脂成形品の成形方法および成形装置
【課題】強化繊維の折損が防止されるとともに、物理発泡剤の混合分散性を向上させることができる繊維強化樹脂成形品の成形方法および成形装置を提供する。
【解決手段】スクリュー12を備えたシリンダー11内で、強化繊維3が混入された樹脂2を前記スクリュー12の回転運動により可塑化混練する可塑化混練工程と、前記可塑化混練工程で可塑化された樹脂4に物理発泡剤5を注入するとともに、成形に必要な量の樹脂4を計量した上で、成形金型40のキャビティ内に射出する計量射出工程とを備え、前記可塑化混練工程で可塑化された後に少なくとも一つのノズル15を通過した樹脂4に物理発泡剤5を注入する発泡剤注入工程と、前記物理発泡剤5の注入位置から前記成形金型40のキャビティに至る間の樹脂流路上において、前記樹脂4中における前記物理発泡剤5の混合分散を促進させる混合分散促進工程とが設けられていることを特徴とする。
(もっと読む)
超臨界流体を用いた熱可塑性樹脂の射出成形方法
【課題】 射出成形機の可塑化シリンダー内の溶融樹脂に超臨界流体を部分的に安定して浸透させることができる射出成形方法を提供する。
【解決手段】 可塑化シリンダー内の溶融樹脂の充填量を計量することと、計量終了時のスクリューの位置から、スクリューを回転させることなく所定距離後退させるとともに、可塑化シリンダー内の溶融樹脂に超臨界流体を導入することと、溶融樹脂の圧力を検出することと、圧力に基づいてスクリューの射出開始位置を決定することとを含む射出成形方法により上記課題を解決する。
(もっと読む)
オンラインブレンド射出成形機の可塑化装置
【課題】 オンラインブレンド射出成形機の可塑化装置において、樹脂材料の分配混合及び分散混合機能が良く、特にフラフ等を混入した樹脂材料であっても安定した押出量を射出成形機に供給できるオンラインブレンド射出成形機の可塑化装置を提供すること。
【解決手段】 フィーダからの樹脂材料を可塑化装置により可塑化し、この可塑化樹脂を射出装置に供給し、射出成形を行うオンラインブレンド射出成形機の前記可塑化装置において、可塑化装置を二軸押出機とするとともに、そのスクリュは外径D、谷径dとしたとき形状指標D/d=1.7〜1.8を有することを特徴とするオンラインブレンド射出成形機の可塑化装置とした。
(もっと読む)
グラデーション成形方法及び成形体
【課題】 着色樹脂と透明又は半透明の樹脂からなる成形体の外観に簡易にグラデーションを形成すること。
【解決手段】 グラデーション成形方法であって、着色樹脂11を金型1のゲート1Aから該金型1の中間部にまで射出し、透明又は半透明の樹脂12を金型1のゲート1Aから着色樹脂11の内部に射出し、透明又は半透明の樹脂12が着色樹脂11の流動末端を突き破って該金型1の奥側にまで延在するとともに、着色樹脂11を突き破った透明又は半透明の樹脂12が着色樹脂11の流動末端の外側に回り込みするもの。
(もっと読む)
ポリカーボネートを超臨界流体で処理する方法
実質的に耐化学性が増大した部品となるポリカーボネートから成形部品を製造する方法。この方法は、少なくとも1つのキャビティを有する鋳型を提供する工程を含むものであり、鋳型は、キャビティに近接する領域に冷却手段を有している。溶融ポリカーボネートを超臨界流体と混合して混合物を形成する。この混合物を鋳型に注入する間に、冷却手段を用いてキャビティを冷却し、その温度を150°F以下とする。流体圧力が短時間冷却部で保持されると、耐化学性がさらに改善される。 (もっと読む)
1 - 17 / 17
[ Back to top ]