
Fターム[4F206JP25]の内容
プラスチック等の射出成形 (77,100) | 補助操作、そのための装置 (2,786) | 表示、記録、印刷 (462) | その他のデータの (46)
Fターム[4F206JP25]に分類される特許
1 - 20 / 46
成形機の制御装置と制御方法
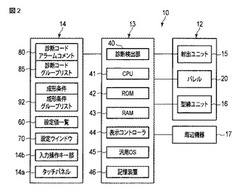
【課題】操作表示部にアラーム画面が表示されたときに、アラームコメントに応じて成形条件の設定値等を変更できる成形機の制御装置を提供する。
【解決手段】制御装置13を有する成形機に、各種アラームコメントごとに複数の分類項目を有する診断コードグループリスト85と、各種成形条件ごとに複数の分類項目を有する成形条件グループリスト92とが格納されている。タッチパネル14aに表示されたアラーム画面中の設定ボタンを操作すると、診断コードに対応した診断コードグループリスト85が呼び出される。呼び出された診断コードグループリスト85中の特定の分類項目と、成形条件グループリスト92中の各分類項目とが順次照合され、両者が互いに一致したとき、その分類項目が含まれる成形条件グループリスト92を有する成形条件の情報が設定値一覧画面60に加わる。設定値一覧画面60に表示された成形条件のうちいずれかの成形条件が選択されると、設定値を変更可能な設定画面70が表示される。
(もっと読む)
射出成形機のノズルタッチ制御装置

【課題】ノズルタッチ力を正確に制御するとともに、万一ノズルタッチに異常が発生した場合には異常を的確に検出し、さらに異常による成形不具合や機械の故障を未然に防止することができる射出成形機のノズルタッチ制御装置を提供すること。
【解決手段】ノズル2の先端が金型(固定側金型46b)の当接する前の状態1から、ノズル前後進用サーボモータ214を駆動(モータ回転)することにより、射出ユニット39を金型46方向に前進させると共にノズル2の先端も金型46方向に前進し、ノズル2の先端が金型(固定側金型46b)の射出ユニット39側の面にノズルタッチし、ノズル2の先端が金型46にタッチすると弾性部材(バネ35)が縮み始め、近接スイッチ38は弾性部材であるバネ35が縮み始めると反応する位置に設置されていることから、近接スイッチ38の反応によってノズル2が固定側金型46bにタッチしたことを検出することができる。
(もっと読む)
射出成形機のユーザインタフェース設定切換方法および射出成形機
【課題】
画面表示言語、単位系等や、音声ガイダンス言語、警報音の種類等を操作者に応じて自動的に切り換えることができるユーザインタフェース設定切換方法を提供する。
【解決手段】
射出成形機(1)のコントローラ(2)においてIDカード(13)によって操作者を認証するとき、各操作者に対して予め定義されているユーザインタフェース設定を読み出す。このユーザインタフェース設定に従って画面表示したり音声出力するように構成する。ユーザインタフェース設定は、画面表示言語、データ単位系、日付表記、画面配色、ディスプレイの輝度等の画面表示設定と、音声ガイダンスの言語、警報音の種類等の音声出力設定がある。
(もっと読む)
射出成形機及び電力用半導体素子消耗度監視システム
【課題】電力変換装置における電力用半導体素子の消耗度をより正確に且つより低い演算負荷で監視する電力用半導体素子消耗度監視システムを備える射出成形機を提供すること。
【解決手段】電力変換装置10における電力用半導体素子の消耗度を監視する電力用半導体素子消耗度監視システム100を備える射出成形機は、電力変換装置10の運転状態が予め設定された複数の運転パターンの何れに該当するかを判定する運転状態判定部451と、それら複数の運転パターンのそれぞれが実行された場合のその電力用半導体素子の消耗度を予め記憶する消耗度参照テーブル460と、消耗度参照テーブル460を参照して、運転状態判定部451が判定した運転パターンが実行された場合のその電力用半導体素子の消耗度を取得して積算する消耗度積算部452と、を備える。
(もっと読む)
射出工程のスケジュール調整方法および射出工程調整装置ならびに射出成形機
【課題】複数台の射出成形機の射出工程の競合により許容電力を超過する問題を解決する射出工程の調整方法を提供する。
【解決手段】複数台の射出成形機(SM、SM、…)をネットワークに接続する。各射出成形機(SM、SM、…)は、受信処理(3)と、射出工程スケジューリング処理(4)とを実施する。受信処理(3)は他の射出成形機(SM、SM、…)からブロードキャストされる射出工程スケジュールを受信する。射出工程スケジューリング処理(4)は、これらの他機の射出工程スケジュールに基づいて、許容最大電力に収まるように自機の射出工程スケジュールを決定する。自機の射出工程スケジュールはブロードキャストする。各射出成形機(SM、SM、…)が自律的に動作して射出工程スケジュールを決定すると、全体の射出工程の競合を回避することができる。
(もっと読む)
補機操作制御装置及び補機操作制御方法
【課題】補機を作動させる際の射出成形機の操作性を高くすることができるようにする。
【解決手段】射出成形機システムにおいて、補機に配設され、補機を起動するための操作要素と、射出成形機に配設され、各機能ごとの設定画面を表示するための表示部31と、操作者によって前記操作要素が操作されたときに、補機を作動させるための補機用設定画面を表示部31に形成する画面形成処理手段とを有する。操作者が、補機に配設された操作要素を操作し、補機を起動すると、射出成形機に配設された表示部31に、補機を作動させるための補機用設定画面が形成されるので、前記表示部31に補機用設定画面を表示させるのにかかる時間を短くすることができる。したがって、射出成形機の操作性を向上させることができる。
(もっと読む)
設定画面、射出成形機及び設定画面の表示方法
【課題】操作者が設定画面、設定項目等の意味、最適な設定値等についての認識を有していない場合でも、成形条件を容易に設定することができるようにする。
【解決手段】操作者による操作部32の操作に基づいて表示部31に形成されるようになっている。操作者によって、成形条件の所定の設定項目が選択され、確定操作要素が押下されたときに、設定画面の領域の一部に案内画面が形成され、案内画面に、設定項目について成形条件を設定するに当たり有用な案内情報が表示される。操作者によって、成形条件の所定の設定項目が選択され、確定操作要素が押下されたときに、案内画面に、設定項目について成形条件を設定するに当たり有用な案内情報が表示されるので、操作者が設定画面、設定項目等の意味、最適な設定値等についての認識を有していない場合でも、成形条件を容易に設定することができる。
(もっと読む)
射出成形の測定値データ記録方法および射出成形機
【課題】
外部記憶媒体を携帯していなくても容易に測定値データを記録して、後から外部記憶媒体にコピーでき、測定値データが消失する恐れの無い射出成形機の測定値データの記録方法を提供する。
【解決手段】
記録開始から記録終了の間、樹脂温度、射出圧力等の測定値データをサンプリングして内部メモリ(5)に格納すると共に、内部メモリ(5)に構成されている仮想ディスク(12)にデータファイル(D)を作成して測定値データを書き込む。データファイル(D)への書き込みが完了した後に、外部記憶媒体(8)がセットされているかどうか判定して、セットされている場合にデータファイル(D)を外部記憶媒体(8)にコピーする。
(もっと読む)
設定画面、射出成形機及び成形条件変換方法
【課題】成形条件を射出成形機に適合する成形条件に、短時間で、かつ、容易に変換することができるようにする。
【解決手段】設定画面において、射出成形機の成形条件を設定することができるようになっている。そして、成形条件を設定する必要がある射出成形機とは仕様の異なる射出成形機の成形条件を参照するための参照用の操作要素、及び該参照用の操作要素によって参照された前記仕様の異なる射出成形機の成形条件を、前記成形条件を設定する必要がある射出成形機に適合する成形条件に変換するための変換用の操作要素が表示される。設定画面に参照用の操作要素及び変換用の操作要素が表示されるので、操作者は、各操作要素を操作するだけで、成形条件を短時間で、かつ、容易に変換することができる。
(もっと読む)
設定確認画面、射出成形機及び設定確認画面の表示方法
【課題】オプション機能を備えた射出成形機において、金型装置が破損するのを防止することができるようにする。
【解決手段】操作者による操作部32の操作に基づいて表示部31に形成される設定確認画面において、金型装置の内部構造に関して設定されたオプション機能について、オプション機能の名称、オプション機能の設定状態、オプション機能を設定するための設定画面の名称、及びオプション機能を設定するための操作部32の操作要素が一覧で表示される。オプション機能の名称、設定状態、設定画面の名称、及び操作部32の操作要素が設定確認画面に一覧で表示されるので、前回の成形時に選択されたオプション機能の設定が残っているかどうかの設定状態を確認することができる。
(もっと読む)
設定画面、射出成形機及び設定画面の表示方法
【課題】適正な成形条件を設定するための作業を簡素化することができるようにする。
【解決手段】操作者による操作部32の操作に基づいて表示部31に設定画面が形成されるようになっている。成形が開始される前にあらかじめ設定され、成形シミュレーションを行うことによって分析された成形条件の分析結果を表示するための表示領域を有する。設定画面に、成形が開始される前にあらかじめ設定され、成形シミュレーションを行うことによって分析された成形条件の分析結果が表示されるので、操作者は、分析結果に基づいて、適正な成形条件を入力し、設定することができる。実際に成形を行わなくても、成形品の良否を判断することができるので、適正な成形条件を設定するための作業を簡素化することができる。
(もっと読む)
模型用樹脂成形部品
【課題】 樹脂射出成形金型の製造費用の高額化を抑制しつつ、模型部品を切り離した後の樹脂成形部品を、樹脂の種類別に回収することを容易にすることで地球環境保全に貢献することのできる樹脂成形部品の提供。
【解決手段】主ランナーと、主ランナーから分岐した枝ランナーと、枝ランナーの端部にゲートを介して接続された模型部品とを一体成形した樹脂成形部品であって、前記主ランナー及び前記枝ランナーは、樹脂成形に使用される樹脂の種類を識別可能にするための形状部を備えており、前記主ランナーの前記形状部は、前記主ランナーと平行となるように形成されており、前記枝ランナーの前記形状部は、前記ゲートの近傍に形成され樹脂の種類毎に異なる上面形状を有することを特徴とする樹脂成形部品。
(もっと読む)
成形不能部検出装置、成形不能部検出システム、成形不能部検出プログラムおよび成形不能部検出方法
【課題】成形不能部の有無を精度良く自動判別して熟練した知識がなくても成形不能部のない成形品や型の設計が容易になること
【解決手段】法線演算手段(C104)と、第1逆方向成分判別手段(C105A2)と、第1成形不能部判別手段(C105A)と、第2投影直線到達判別手段(C105C1′)と、第3投影直線到達判別手段(C105E1a)と、第2抜方向直線(KL2)が到達する表面(M4)が存在すると判別され且つ第3型抜方向直線(KL3)が到達する表面が存在すると判別された第1成形不能部(M1〜M3)を成形不能部(M8)であると判別する成形不能部判別手段(C105E)と、成形品の3次元形状を構成する各表面と成形不能部(M8)とを表示する成形品表示手段(C103+C105J+C105K)と、
を備えたことを特徴とする成形不能部検出装置(PC)。
(もっと読む)
ゲート位置決定装置およびゲート位置決定方法
【課題】 短時間に最適なゲート位置を決定することができるゲート位置決定装置およびゲート位置決定方法を提供する。
【解決手段】 遅延部位認定部132は、樹脂流動解析部124による流動解析によって算出される充填時間情報32に基づいて、基準時間を越える充填時間の微小要素から構成される充填遅延部を決定する。移動量方向決定部133は、各ゲートから注入される樹脂が到達する充填範囲を決定し、各充填範囲に含まれる充填遅延部ごとに、最遅延節点および流路を抽出する。そして、最遅延節点の充填時間から基準時間を減算して算出される遅延時間T1に基づいて一次ベクトルを作成し、充填範囲ごとに、各流路の一次ベクトルを合成した移動ベクトルを作成する。さらに、移動ベクトルに基づいて抽出される末端節点および正反対末端節点の充填時間から調整時間T4を算出し、調整時間T4に基づいて新たなゲート位置を決定する。
(もっと読む)
射出成形機の工程時間表示装置
【課題】射出成形機の成形動作における各工程の開始又は終了の任意のイベントを選択して、選択したイベント区間の時間を計測し表示できるようにする。
【解決手段】射出成形機の型閉じ、射出、保圧、計量、型開き、突出し等の各工程の開始と終了等のイベントを選択可能とする。各成形サイクル毎に各イベントが発生した時刻を検出し記憶しておく。時間を測定する開始イベントと終了イベントを選択して設定する。横軸に時間をとり、設定された測定開始のイベントと測定終了のイベント間をハイレベルで表したグラフを表示する。又、設定イベント間の測定時間も表示する。任意のイベント間の時間が表示されるので、成形動作の評価、成形工程の安定性の評価、成形サイクル短縮等の検討に役立つ。
(もっと読む)
射出成形機
【課題】回転テーブルを用いた2ステージタイプの射出成形機において、回転テーブルの間欠回転毎に2つの異なる成形製品を交互に得る場合における、運転制御条件の作成作業を軽減でき、また、メモリ手段の効率利用が図れるようにすること。
【解決手段】運転制御条件選択・設定用画像には、第2金型を示す情報と、該第2金型と組み合わせて使用することが可能な複数の第1金型を示す情報とが、一覧表示され、コントローラは、2つの第1金型の組み合わせが選択されることで、選択された一方の製品種別の成形製品に固有の運転制御条件と、選択された他方の製品種別の成形製品に固有の運転制御条件と、選択された2つの製品種別の成形製品で共通の運転制御条件とを、連続自動成形運転の制御条件として設定する。
(もっと読む)
成形品取出機のコントローラ
【課題】成形品取出機の操作方法やトラブル対処方法等の解説を実機の動きが実感できる動画表示によって行う成形品取出機のコントローラを提供する。
【解決手段】成形品取出機5のコントローラ1は、外部回線2を通じて動画マニュアルサーバー3と通信接続される。動画マニュアルサーバー3には、成形品取出機5の取扱いに関する解説が成形品取出機5の実写、模擬映像又はアニメ等による動画によって行われる動画情報を含む動画マニュアルが格納されている。そして、コントローラ1は、通信部14を介して動画マニュアルサーバー3と通信し、表示制御手段により動画マニュアルを読み出し表示部11の表示画面上に動画表示させる。これにより、コントローラ1において成形品取出機5の操作方法等の解説が実機の動きを実感できる動画表示によって行われ、作業者への理解を容易にすることができる。
(もっと読む)
射出成形機
【課題】テーブル回転状態表示画像において、回転テーブルの現在の回転停止角度に応じて、その回転停止角度にある際の回転テーブル上の各金型を、個別に容易・確実に識別できるようにすること。
【解決手段】複数の金型を所定角度間隔で回転テーブルに搭載し、該回転テーブルを前記所定角度ずつ間欠回転させて、該間欠回転毎に型締めと射出を行う射出成形機において、表示装置のテーブル回転状態表示画像に、回転テーブルの現在の回転停止角度に応じて、その回転停止角度にある際の回転テーブル上の各金型を個別に識別するための表示を行わせる。すなわち、例えば、テーブル回転状態表示画像では、回転テーブルの現在の回転停止角度数値と、回転テーブルのシンボル図形および回転テーブル上の各金型のシンボル図形と、各金型を個別に識別するための識別符号とを、表示する。
(もっと読む)
成形機のデータ表示方法
【課題】 モニタデータを間引くことなく全モニタデータを表示して、突発的な不良やその前後の変化を容易かつ確実に把握可能にするとともに、細部に対する十分な監視を可能にする。
【解決手段】 X軸を時間軸とし、かつY軸をモニタデータDi…の大きさとして、所定のモニタ項目E…に係わるモニタデータDi…をX軸に沿って順次プロットすることにより、ディスプレイ2にトレンドグラフT…を表示するに際し、モニタデータDi…を所定のデータ数N毎に順次区分けし、少なくとも、区分けした各グループG…における複数のモニタデータDi…を、X軸の各プロット位置P1,P2…におけるY軸上に重複して表示するとともに、区分けした各グループG…をX軸に沿って順次表示する。
(もっと読む)
制御装置
【課題】PLC機能とHMI機能とを備えた制御装置においてその保守性、安全性の向上と、PLC機能の応答性、高速性の向上を図る。
【解決手段】PLC機能を有したCPU内蔵のPLC機能モジュール12とこのPLC機能モジュール12により制御される外部機器の状況表示や操作制御のHMI機能を有したCPU内蔵のHMI機能モジュール18とを相互にPLCバスを介して分離可能に接続しかつ相互のCPUを非同期独立に動作可能にすると共にPLCバス経由で相互に通信可能とした構成。
(もっと読む)
1 - 20 / 46
[ Back to top ]