
Fターム[4F206JT06]の内容
プラスチック等の射出成形 (77,100) | 駆動手段、制御手段 (2,060) | 成形品取り出し用 (95)
Fターム[4F206JT06]に分類される特許
1 - 20 / 95
射出成形機
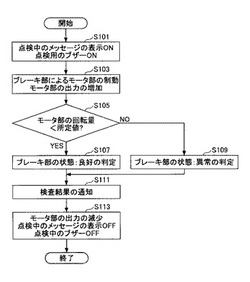
【課題】モータに備えられるブレーキ部の状態を検知可能な射出成形機を提供すること。
【解決手段】モータ部35およびモータ部35を制動可能なブレーキ部36を有するモータ33と、モータ部35およびブレーキ部36を制御する制御装置50とを有する射出成形機10において、制御装置50は、ブレーキ部36によってモータ部35を制動した状態で、モータ部35に所定の出力を生じさせ、モータ部35の回転を検出する回転検出部37からの情報に基づいて、ブレーキ部36の状態を検知する検知部51を有する。
(もっと読む)
樹脂封止成形品の製造方法

【課題】複雑な工程を要さず、1回の成形工程で所定の外形形状と電子部品の品質を確保できる樹脂封止成形品の製造方法を提供することを目的とする。
【解決手段】電子部品11に当接しない距離で成形品外形面Aよりも天面が金型キャビティの中心側に突き出しているスリーブピン12と冷媒により冷却されているセンターピン13a〜13dを備え、下側保持材14a,14bと上側保持材15a,15bをインサートすることにより冷却され寸法収縮する。寸法収縮しているため、樹脂封止後の熱膨張により保持材14a,14b,15a,15bと封止樹脂40との境界面は締まりばめとなり、境界面の密着力が高くなる。
(もっと読む)
樹脂成形品の内部流路成形部カット装置
【課題】樹脂成形品の内部流路成形部を切断面が綺麗な状態となるように切断可能で、しかも切断糟の発生量を抑制可能な樹脂成形品の内部流路成形部カット装置を提供する。
【解決手段】表面に凹設したキャビティ12B、14と、キャビティと連通する内部流路12Aとを備える成形型11、13より離型した樹脂成形品Aから、内部流路によって成形された内部流路成形部A2を切断するための内部流路成形部カット装置20において、開閉可能で、閉じることにより両者の間に位置する内部流路成形部に接触する一対の開閉刃35と、該開閉刃に熱を付与するヒータ41と、開閉刃を開閉動作させるステッピングモータ37と、ステッピングモータの回転速度を上記開閉刃の開閉位置に基づいて制御する制御手段38と、を備える。
(もっと読む)
射出成形機
【課題】エジェクタ機構としても機能する圧縮コアによる金型装置の突き落としを防止する射出成形機を提供すること。
【解決手段】金型キャビティCV内の樹脂HRに対して圧縮コア22aを押し付け可能な圧縮ピストン18cを駆動する油圧回路30を有する射出成形機100は、型締中であるか否かを判定する型締判定部51と、圧縮ピストン18cの駆動圧を制御する駆動圧制御部52とを備え、駆動圧制御部52は、型締判定部51が型締中であると判定する場合に、所定圧力以上の油圧による圧縮ピストン18cの駆動を許容し、型締判定部51が型締中でないと判定する場合に、所定圧力以上の油圧による圧縮ピストン18cの駆動を禁止する。
(もっと読む)
射出成形機の中間型盤
【課題】小型軽量化を図ると共に、駆動応答性を高める。
【解決手段】可動側金型を取付けた可動型盤と固定側金型を取付けた固定型盤の間に、両背面に可動側金型又は固定側金型にそれぞれ嵌め合されてキャビティを形成する金型が取付けてある中間型盤と、2つのキャビティにそれぞれ樹脂材を充填する1組の射出充填ユニットとを有する射出成形機である。中間型盤は、複数の突出しロッド28と、複数の突出しロッドが出入り可能な複数の貫通孔を有する2枚の金型取付板21,22と、2枚の金型取付板を所定の間隔で平行に保持する複数の間隔部材23,26と、2枚の金型取付板の間の空間に突き出し方向に移動可能に設置され複数の突出しロッドが固定された突出板25と、2枚の金型取付板に両端を固定され突出板をガイドする複数のガイドロッド27と、突出板の外周端部に一端を連結した突出板作動用油圧シリンダ35とを有する。
(もっと読む)
シール部材を備えた筐体の製造方法
【課題】シール部材を備えた筐体の製造工程を削減でき、生産性を向上させることのでき、かつ、金型費の増大を抑えることができるシール部材を備えた筐体の製造方法を提供する。
【解決手段】可動側金型と、第一固定側金型10とを重ね合わせて成形された空間に、第一材料を射出して、筐体100を成形し、可動側金型に筐体100を保持した状態で、第一固定側金型10を可動側金型から離間させる。次に、筐体100を保持した可動側金型を第二固定側金型と対向する位置へ移動させ、可動側金型と、第二固定側金型とを重ね合わせて成形された空間に、第二材料を射出して、可動側金型に保持された筐体にシール部材を成形する。
(もっと読む)
射出成形機ならびにこのための液圧駆動ユニット
【課題】射出成形機のための液圧駆動ユニットを提供する。
【解決手段】可塑化スクリュと、射出ユニットの動きと可塑化スクリュの射出ストロークや再追加圧ストロークのための駆動ユニットを有する射出ユニット、射出の際の金型閉鎖力を発生するための駆動ユニットを有する形状拘束ユニット、及び工作物突出し装置用の駆動ユニットとを有する射出成形機であって、この駆動ユニットの少なくとも1つが、液圧ポンプと、液圧シリンダと、液圧シリンダを制御するための1つ以上の制御弁とを有する液圧駆動ユニットであり、液圧駆動ユニットの作動液が電気流動学的液体であり、液圧シリンダ用の少なくとも1つの制御弁がER弁であって、このER弁が、電気流動学的液体用の少なくとも1つの貫流間隙2と、この貫流間隙を介して電気制御フィールドに印加するための平面コンデンサ配列Kとを有する。
(もっと読む)
射出成形機のエジェクタ制御装置
【課題】成形品を排出するエジェクタ装置に関し、型閉じ工程において、最適なエジェクタ後退端位置を検出し、検出位置を射出成形機のエジェクタ装置の制御装置を提供する。
【解決手段】エジェクタのトルク制限値Tlimitを通常のトルク値Tstdに設定し、型閉じを開始し、現在の可動プラテン位置を取得しCPとする(SA100〜SA102)。CPがエジェクタのトルク値を切り換える可動プラテン位置を表すPosPlaten以上である場合には、エジェクタのトルク制限値Tlimitに金型が破損しない低トルク値Tlowを入力し、以上でない場合にはステップSA102に戻る(SA103〜SA105)。CPが型閉じ終了時の可動プラテン位置CPend以上である場合には、検出したエジェクタ位置をエジェクタ後退端位置とし、トルク制限値Tlimitを通常のトルク値Tstdにし、処理を終了する(SA106〜SA108)。
(もっと読む)
転写シート固定用クランパを接触冷却板で冷却する成形同時転写成形品の製造方法
【課題】クランパの加熱を阻止し、クランパの保持力を一定に保ち、キャビティ内の汚染を防止した成形同時転写成形品の製造方法を得る。
【解決手段】クランプ装置30を備え開閉される金型、転写シート送り装置40と型開き状態の射出成形金型の間に移動して成形品を取り出す取り出し装置50からなる射出成形装置1aを用いる。転写シート45を金型に配置し、クランプ装置のクランパ31で金型のパート面22に押し付けて固定し、型閉じして金型内に溶融樹脂を射出し成形と転写を行い冷却固化させた後、型開きし、取り出し装置を成形品に位置付けて成形品を取り出す成形同時転写成形品の製造方法にあって、取り出し装置50に接触冷却板61を取り付け、金型を型開きした状態で、クランパ31と接触冷却板61を接触させてクランパを冷却する。
(もっと読む)
半導体のモールド加工方法および半導体モールド装置
【課題】半導体モールド加工手段において、多種の装置・機器・機構を付設することによる部品数増加により生じてくるコスト高の解決と、金型清掃の際の塵埃飛散による設備装置設置場所の制約を解決する点にある。
【解決手段】収容ラックから基板を取り出す工程、基板を金型に搬送する工程、金型に樹脂タブレットを搬送する工程、基板をゲートブレークユニットに搬送する工程、ゲートのブレークが終えた基板を収納ラックに収納させる工程、の各工程を順次行わせて、基板にモールド加工を施す半導体のモールド加工方法において、前記各工程をそれぞれ行わすツールのワーク動作を、金型装置と対面位置に配設せる一台の六軸多関節ロボットの作動アームの先端部に、前記各種のツールの中の工程に対応するツールを、作動アームの作動により順次交換・装着し、六軸多関節ロボットの作動アームの作動により動作させて、ツールに工程に応じたワーク動作を行わせる。
(もっと読む)
射出成形金型
【課題】金型により成形する成形品に応じて適切な力によって離型することができるようになり、成形品に白化やクラックなどの損傷が生じることがない射出成形金型を提供すること。
【解決手段】型締めされた状態においてキャビティ13が形成される可動側金型11と固定側金型12とピン穴15と突出しピン14とを備える射出成形金型1であって、突出しピン14は突出しピン14にかかる応力を計測する計測部を有し、突出しピン14がピン穴15に挿通しているときに突出しピン14とピン穴15との相対向する側周面間に形成される間隙17を通してキャビティ13にエアーを給気する送風部18と、間隙17を通してキャビティ13にエアーを給気するときの送風条件を計測部の計測値に基づいて制御する送風制御部19とをさらに備える構成とする。
(もっと読む)
射出成形金型
【課題】金型により成形する成形品に応じて適切な力によって離型することができるようになり、成形品に白化やクラックなどの損傷が生じることがない射出成形金型を提供すること。
【解決手段】型締めされた状態においてキャビティ13が形成される可動側金型11と固定側金型12とを備え、型開きされたときに可動側金型11と固定側金型12とのうち成形品が残存する方には、成形品を先端側で突出す複数の突出しピン14を備える射出成形金型1であって、突出しピン14は、突出し力を吸収する緩衝部15と突出しピン14にかかる応力を計測する計測部とを有し、計測部での計測値に基づいて各突出しピン14の突出し量をそれぞれ制御する突出し量制御部16を備える構成とする。
(もっと読む)
射出成形機におけるパージ制御
【課題】 特別な機構を設けることなく金型等の部材にパージ樹脂を付着させず、またパージ作業を行う度に金型の移動位置を通常成形時とは別途設定する必要のない、作業性を向上した射出成形機のパージ動作方法を提供する。
【解決手段】 固定側金型と、該固定側金型と当接する面を有し固定側金型との間にキャビティを形成する可動側金型との一対の金型を有し、前記金型を開いた状態でパージを行う射出成形機のパージ動作方法であって、パージ動作開始の指令によって前記金型を通常の成形時における型開き位置とは異なる位置に移動させてパージを行う。
(もっと読む)
成形品取出装置
【課題】成形品取出し部の振動に対して簡易に制振制御を行うことができる成形品取出装置を提供する。
【解決手段】駆動源により駆動される取出ヘッド(成形品取出し部)14を備えて成形機2から成形品の取り出しを行う成形品取出装置1において、取出ヘッド14の振動成分を入力したテーブル4と、前記テーブル4を用いたフィードフォワード制御によりサーボモータ(駆動源)16を駆動して取出ヘッド14の振動を抑制するように取出ヘッド14の移動速度を制御する制御手段3とを備える。
(もっと読む)
真空吸着装置及び真空吸着装置を備える成形品取出機
【課題】真空手段の作動及び停止を行なうための圧力設定を成形品毎に行なうことなく、簡単な制御で真空手段によるエネルギー消費量を軽減するとともに、成形品の落下を防止する真空吸着装置を提供する。
【解決手段】吸着部材に真空圧を作用させる真空手段と、真空手段と吸着部材との連通又は連通の遮断を行なう圧力保持弁と、配管を介して吸着部材内の圧力を検出する圧力検出器と、真空手段及び圧力保持弁の作動を制御する制御手段とを備える。制御手段は、圧力保持弁を開き、真空手段を作動させて、吸着部材によりワークを吸着しているときに、圧力検出器で検出した圧力が所定時間一定となった場合には、圧力保持弁を閉じ、真空手段の作動を停止させ、その後、圧力検出器で検出した圧力が一定幅低下した場合には、圧力保持弁を開き、真空手段を作動させる制御を行なう。
(もっと読む)
成形品取出装置
【課題】把持機構の動作安定性を高めて、ダイカストマシンにて鋳造された鋳造品を確実に取り出すことができる成形品取出装置を提供する
【解決手段】2枚のフィンガプレート76,77の間に、連結ピン85を介して、第1及び第2のフィンガ18,19を揺動可能に取り付ける。また、これらフィンガプレート76,77の間に、把持用エアシリンダ75の可動部であるフィンガロッド78を配置し、その先端部を案内部材79で保持する。フィンガロッド78に連結され、フィンガプレート76,77の内面に摺動可能に配置されたフィンガカム82に、ハの字状に配置された2つの駆動ピン案内溝83,84を形成し、該駆動ピン案内溝83,84内に、フィンガ18,19の末端部に取り付けられた駆動ピン86,87を挿入する。
(もっと読む)
無線制御による成形品の形成方法
本発明は、無線制御によって成形プラスチック製品を形成する方法及び成形システム(1)に関する。成形システムは、1以上の自己推進キャリッジ(15)のキャリッジコントローラ(45)との無線通信に従事するように構成される主コントローラ(12)を有する。各キャリッジ(15)は、キャリッジの位置を特定するキャリッジ位置表示器(62)を有しており、キャリッジの位置は、キャリッジコントローラ(45)にほぼ連続的に送信され、その後、キャリッジコントローラから主コントローラ(12)にほぼ連続的に無線で通信される。主コントローラ(12)は、各キャリッジコントローラ(45)に位置指令(例えばポリマー導入ステーション位置指令)を無線で通信し、各キャリッジコントローラ(45)は、対応して、少なくとも1つのキャリッジを位置決めするために、各キャリッジのそれぞれの推進システム(30)に作動位置命令を提供する。主コントローラはまた、成形システムの状態に応じて、特に、成形システム内の様々なキャリッジの位置に応じて、成形システムの他の第2のコントローラに指令を提供する。例えば、キャリッジ(15)がポリマー導入ステーション(18)に位置決めされると、主コントローラ(12)はポリマー導入コントローラ(68)に1以上のポリマー導入指令を通信し、その後、ポリマー導入コントローラ(68)は、例えば押出成形機などのポリマー導入装置(71)に作動ポリマー導入命令を提供し、その結果、型(24)の内側型面(27)に接触するようにポリマー合成物を導入し、及び従って、成形品を形成する。 (もっと読む)
被成形物循環式の樹脂成形法及び樹脂成形装置
【課題】 端子付きコード、その他の被成形物の二色成形等を、装置の大型化、複雑化、高コスト化を招くことなく、効率良くできるようにする。
【解決手段】 被成形物1を横向きに配置する複数の成形用枠体2を循環路5で順送りし、循環路5に設けられている上下一対の金型6の間に成形用枠体2を配置して金型6で被成形物1の外周部を樹脂で成形し、その後取り出し位置に送って成形用枠体2から被成形物1を取り出す。上記の循環路5を平面から見て方形の枠状に形成し、この循環路5に上下一対の金型6を連続して複数設ける。この金型6の位置に成形用枠体2を順送りし、金型6の間に成形用枠体2が配置されると型締めして樹脂を注入する。そして被成形物1の外周部を最初の金型6で一次成形し、次ぎの金型6で二次成形と、金型6の個数に応じて複次的に成形する。
(もっと読む)
射出成形機
【課題】 固定型の構成をそのままにして、薄肉部を有する成形品であっても、固定型から確実に離型されるようにすることである。
【解決手段】 固定型3を取り付ける固定型取付盤2に、可動型7の移動方向(矢印P)に沿って移動可能な固定側プレート16を内装し、固定型3との対向面に複数本の固定側突出しピン17を突設する。これらの固定型突出しピン17は、固定型3を貫通して、そのキャビティ面3aから突出し可能である。そして、固定型取付盤2の背面部に空圧シリンダ19を取り付け、そのピストン21を進退させることにより、固定側プレート16を進退させる。固定型3と可動型7を型開きするときに、空圧シリンダ19を作動して、そのピストン21を前進させることにより、固定側突出しピン17が、固定型3のキャビティ面3aに付着している成形品(ベルトクランプ110)を突き出して、成形品を固定型3から強制的に離型させる。
(もっと読む)
樹脂封止装置および樹脂封止方法
【課題】サイクルタイムの増大を最小限に抑えつつ、且つ、プランジャと樹脂との密着を確実に解くことのできる樹脂封止方法を提供する。
【解決手段】複数のプランジャ10を単一のプレス機構70にて駆動して樹脂をキャビティ内に圧入させることにより封止を行う樹脂封止装置1を用いた樹脂封止方法であって、プランジャ10が樹脂を押圧する圧力を測定可能なロードセル30と、複数のプランジャ10とプレス機構70との間に設けられ、プレス機構70からの駆動圧力を均等化するためのバネ20を備え、樹脂の圧入後且つ樹脂封止後の成形品の取り出し前に、ロードセル30の測定値が所定の条件を満たすまでプランジャ10を反圧入方向に駆動する。
(もっと読む)
1 - 20 / 95
[ Back to top ]