
Fターム[4F207KK65]の内容
プラスチック等の押出成形 (29,461) | 押出成形の操作 (2,209) | 押出された材料の熱的処理 (1,176) | 押出された材料の冷却 (1,156) | 冷却面等を有する部材を使用するもの (1,013) | 冷却ロールを使用するもの (789) | 冷却ロール自体に特色 (236)
Fターム[4F207KK65]に分類される特許
1 - 20 / 236
フィルム製造方法及び装置
【課題】高い平坦性を有するフィルムを連続して製造する方法及び装置を提供する。
【解決手段】Tダイのダイ出口から押し出されたフィルム状溶融物を、一対のロール21、31間に通して挟圧することによりフィルムを製造するフィルム製造方法であって、各ロール21、31のロール軸方向中央位置に設けられた中央部挟圧ロール面部22、32でフィルム状溶融物の幅方向中央部を押圧して予め設定された第1の圧力を加えると共に、各ロール21、31のロール軸方向両側位置に設けられた両端部挟圧ロール面部23、33でフィルム状溶融物w2の幅方向の端部を押圧して第1の圧力よりも低い第2の圧力を加える。
(もっと読む)
フィルム製造方法及び装置

【課題】高い平坦性を有するフィルムを連続して製造する方法及び装置を提供する。
【解決手段】Tダイのダイ出口から押し出されたフィルム状溶融物を、一対のロール21、31間に通して挟圧することによりフィルムを製造するフィルム製造方法であって、各ロール21、31のロール軸方向中央位置に設けられた中央部挟圧ロール面部22、32でフィルム状溶融物の幅方向中央部を押圧して予め設定された第1の圧力を加えると共に、各ロール21、31のロール軸方向両側位置に設けられた中央部挟圧ロール面部22、32よりも高弾性の両端部挟圧ロール面部23、33でフィルム状溶融物の幅方向両端部を押圧して第1の圧力よりも低い第2の圧力を加える。
(もっと読む)
フィルム製造方法及び装置
【課題】高い平坦性を有するフィルムを連続して製造する方法及び装置を提供する。
【解決手段】Tダイのダイ出口から押し出されたフィルム状溶融物w2を、一対のロール群20、30の間に通して挟圧することによりフィルムを製造するフィルム製造方法であって、一対のロール群20、30が有する主ロール21、31の中央部挟圧ロール面部22、32でフィルム状溶融物w2の中央部を押圧して中央部に予め設定された第1の圧力を加えると共に、補助ロール41、51の端部挟圧ロール面部42、52でフィルム状溶融物w2の幅方向の端部を押圧して第1の圧力よりも低い第2の圧力を加える。
(もっと読む)
樹脂板、それを用いた耐擦傷性樹脂板、ディスプレイ用保護板、携帯型情報端末の表示窓用保護板、タッチパネル用保護板、および樹脂板の製造方法
【課題】表面硬度と耐衝撃性に優れ、かつ吸水反り変形抑制に優れる樹脂板を提供する。そして、この樹脂板を基板とする耐擦傷性樹脂板、この耐擦傷性樹脂板からなるディスプレイ保護板、携帯型情報端末の表示窓用保護板、タッチパネル用保護板、および樹脂板の製造方法を提供する。
【解決手段】
本発明の樹脂板は、ポリカーボネート樹脂層の一方の面に、メチルメタクリレート−スチレン共重合体樹脂層と、メタクリル樹脂層(A)とが、この順に積層され、ポリカーボネート樹脂層の他方の面に、メタクリル樹脂層(B)が積層されてなる。
(もっと読む)
樹脂板、それを用いた耐擦傷性樹脂板、ディスプレイ用保護板、携帯型情報端末の表示窓用保護板、タッチパネル用保護板、および樹脂板の製造方法
【課題】表面硬度と耐衝撃性に優れ、かつ吸水反り変形抑制に優れる樹脂板を提供する。そして、この樹脂板を基板とする耐擦傷性樹脂板、この耐擦傷性樹脂板からなるディスプレイ保護板、携帯型情報端末の表示窓用保護板、タッチパネル用保護板および樹脂板の製造方法を提供する。
【解決手段】
本発明の樹脂板は、ポリカーボネート樹脂層の一方の面に、メチルメタクリレート−スチレン共重合体樹脂層と、メタクリル樹脂層とが、この順に積層されてなり、メタクリル樹脂層の厚さが60μm以下である。
(もっと読む)
ストリップ、その製造方法および空気入りタイヤの製造方法
【課題】リボン状のストリップに耳部を形成することでインナーライナーの厚さを均一にする。
【解決手段】円筒ドラム上で螺旋状に巻回させることによるタイヤ用インナーライナーを形成するためのストリップ10であって、(A)スチレン−イソブチレン−スチレントリブロック共重合体に、有機化処理粘土鉱物を含む熱可塑性エラストマー組成物からなる第1層と、(B)スチレン−イソプレン−スチレントリブロック共重合体、スチレン−イソブチレンジブロック共重合体のいずれかを含む熱可塑性エラストマー組成物からなる第2層の積層体で構成されており、前記ストリップはストリップ本体10Aとその両側に配置される耳部10Bを有し、前記ストリップ本体の厚さT1は0.05mm〜1.0mmであり、前記耳部の厚さT2は前記ストリップ本体の厚さより薄く、耳部の幅W2は0.5mm〜5.0mmであるインナーライナー形成用のストリップ。
(もっと読む)
光学シートの製造方法
【課題】表面に発生する梨肌欠陥を抑制することが可能な光学シートの製造方法、光学シート、これを備えた面光源装置及び透過型画像表示装置を提供する。
【解決手段】光学シートの製造方法は、加熱溶融状態の非晶性の熱可塑性樹脂をダイから連続的に押し出して樹脂シートを製造する押出工程と、2つの押圧ロールで樹脂シートを挟み込んで押圧することにより光学シートに成形する押圧工程と、を備えている。押圧工程において樹脂シートを挟み込む押圧ロールは、少なくとも一方の周面に鏡面加工が施されている。押圧工程において鏡面加工された押圧ロールと接触する層を構成する非晶性の熱可塑性樹脂の重量平均分子量が300,000以下であるか、又はMFRが2.0g/10min以上である。
(もっと読む)
光学シートの製造方法
【課題】樹脂シートから光学シートを切り出す際の歩留まりの低下を抑止できる光学シートの製造方法、押圧ロール及び光学シートの製造装置を提供する。
【解決手段】光学シートの製造方法は、溶融された熱可塑性樹脂を連続的に押出すことで樹脂シート80を成形する押出工程S2と、周面に周方向に沿って形成される複数の凹部71a,72aからなる転写型65aが設けられた押圧ロール65を用いて、樹脂シート80の表面80aに転写型65aを転写する転写工程S3とを備える。転写工程S2では、樹脂シート80の幅方向に複数形成され、1つの光学シート30,130として切出される部材領域171,172毎に所定のパターン形状を転写し、幅方向に隣接する部材領域171,172の間の境界領域173に、部材領域171,172に対する判別が可能な形状を転写する。
(もっと読む)
溶融押出成形賦形用のロール、溶融押出成形賦形用のロール組立体、及び、溶融押出成形方法
【課題】転写性の向上を十分に図ることができる溶融押出成形賦形用のロールを提供する。
【解決手段】熱可塑性樹脂の溶融押出成形において使用される溶融押出成形賦形用のロール1は、内部に熱媒流路13が設けられたロール本体部10、及び、ロール本体部10の表面を覆う筒状部材20から成り、ロール本体部10は、40W/m・K以上、100W/m・K以下の熱伝導率を有する第1金属材料から製作されており、筒状部材20は、20W/m・K以下の熱伝導率を有する第2金属材料から作製されている。
(もっと読む)
樹脂シートの製造方法
【課題】金属ロールの表面から樹脂シートを適切に剥離可能な樹脂シートの製造方法及び表面からシートを適切に剥離可能な金属ロールを提供する。
【解決手段】この樹脂シートの製造方法は、加熱溶融状態の樹脂をダイから連続的に押し出して連続樹脂シートを製造するシート製造工程と、表面に厚さ0.5μm以下のめっき層を有する金属ロールの表面に連続樹脂シートを押し当てることによって連続樹脂シートを成形して樹脂シートを得る成形工程と、樹脂シートを金属ロールの表面から剥離する剥離工程とを含む。
(もっと読む)
樹脂板、それを用いた耐擦傷性樹脂板、ディスプレイ用保護板、携帯型情報端末の表示窓用保護板、タッチパネル用保護板、及び樹脂板の製造方法
【課題】表面硬度と耐衝撃性に優れる樹脂板、この樹脂板を基板とする耐擦傷性樹脂板、この耐擦傷性樹脂板からなるディスプレイ用保護板、携帯型情報端末の表示窓用保護板、およびタッチパネル用保護板、並びに樹脂板の製造方法を提供する。
【解決手段】
本発明の樹脂板10は、ポリカーボネート樹脂層の一方の面に、メタクリル樹脂およびゴム粒子の合計100重量%を基準に、ゴム粒子の含有割合が0〜20重量%であるメタクリル樹脂組成物(a)からなるメタクリル樹脂層(A)が積層され、他方の面に、メタクリル樹脂とゴム粒子の合計100重量%を基準に、ゴム粒子の含有割合が7重量%以上であるメタクリル樹脂組成物(b)からなるメタクリル樹脂層(B)が積層されたフィルム状物6をダイ5から押出し、金属弾性ロール7と金属ロール8との間に挟み込み、金属ロール8に巻き掛けた後、金属弾性ロール9に巻き掛けて得られる。
(もっと読む)
表面保護フィルムの製造方法
【課題】フィルムの片面に微粘着性を有し、フィルムをロール状に巻き取ったり、又は積み重ねたりする際にブロッキングし難く、およびフィルムのフィッシュアイを低減することができる表面保護フィルムの製造方法を提供する。
【解決手段】結晶性または半結晶性である熱可塑性樹脂をTダイから溶融押出しすることによって、熱可塑性樹脂溶融膜を得る工程(工程1)、該熱可塑性樹脂溶融膜を、特定の金属製冷却ロールと、特定の弾性ロールとで挟圧する際に、挟圧される部分の該熱可塑性樹脂溶融膜の幅を、該金属製冷却ロールの面長より小さく、該弾性ロールの面長より大きくなるように調整して挟圧することによって、フィルムを得る工程(工程2)、および該フィルムを巻き取る工程(工程3)を有する、フィルム厚みが30μm未満である表面保護フィルムの製造方法。
(もっと読む)
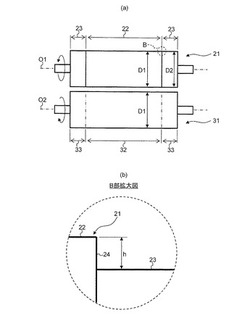
熱可塑性樹脂フィルムの製造方法および熱可塑性樹脂フィルム
【課題】高い厚み精度を有する熱可塑性樹脂フィルムの製造方法および熱可塑性樹脂フィルムを提供する。
【解決手段】本発明の熱可塑性樹脂フィルムの製造方法は、ダイ2から押出されるシート状の溶融熱可塑性樹脂材料3を、2本の冷却ロール4,5の間に挟み込んで成形する熱可塑性樹脂フィルムの製造方法であって、前記2本の冷却ロール4,5のうち、少なくとも一方の冷却ロールの両端部の外周面には、ロール中央部の外径よりも小さい外径を有する段差部10がそれぞれ周状に形成されており、前記溶融熱可塑性樹脂材料3が2本の冷却ロール4,5の間に挟み込まれるときに、前記段差部10と他方の冷却ロールとの間にも挟み込まれ、前記溶融熱可塑性樹脂材料3が前記段差部10と他方の冷却ロールとの間で受ける線圧が実質的に0kgf/cmである。
(もっと読む)
溶融押出成形賦形用のロール、溶融押出成形賦形用のロール組立体、及び、溶融押出成形方法
【課題】中央部と端部で諸物性に出来る限り差異が無いシート成形品を押出成形法によって成形するための押出成形賦形用のロールを提供する。
【解決手段】金属製の押出成形賦形用のロール10は、内部に熱媒流路13が設けられ、熱可塑性樹脂の押出成形において使用され、ロール10は、内筒21、及び、内筒21を囲む外筒22から成り、内筒21の外面21Aと外筒22の内面22Aとに間に設けられた隙間23には、ロールの軸線に沿って螺旋状に延びる連続した隔壁23が設けられており、内筒21の外面21Aと外筒22の内面22Aと隔壁23によって熱媒流路13が構成されており、外筒22の肉厚は、ロールの端部11から所定の位置12を起点としてロール中央部に向う所定の領域まで、単調に減少している。
(もっと読む)
熱可塑性樹脂シートの製造方法、製造装置、およびタッチロール
【課題】鏡面仕上げが可能であり、シートが白化を生じさせることなく、また曇りもなく、かつすぐれた透明性を有するシートを成形するための熱可塑性樹脂シートの製造方法を提供すること。
【解決手段】溶融状態の熱可塑性樹脂を供給ダイ11から連続的に供給し、供給ダイ11の下方に設けられた冷却ロール12とタッチロール13との間に形成される挟圧部において、熱可塑性樹脂を挟圧しつつ冷却してシート状にする、熱可塑性樹脂シートの製造方法において、当該タッチロール13を、金属製の芯部材13aと、当該芯部材の表面を覆う弾性層13bとを有し、前記弾性層13bは、アルミナを30〜70質量%の割合で含有した合成ゴムまたは合成樹脂であり、さらに、当該弾性層の表面部分13cの中心線平均粗さが0.3μm以上1.2μm以下であることを特徴とするタッチロール13とする。
(もっと読む)
積層体製造装置
【課題】凹凸模様を形成するロールの設備コストが低減でき、凹凸模様を形成するロールの交換が容易で、短時間で交換可能な積層体製造装置を提供する。
【解決手段】基材1が通過する方向にバックアップロール10とニップロール11とチルロール12がこの順に配置され、押出機を経てTダイ13より溶融した熱可塑性樹脂を垂下させて形成した樹脂膜2と基材1とをバックアップロール10とニップロール11との間乃至はニップロール11とチルロール12との間に通過させて積層体を製造する装置であって、前記バックアップロール10の外周面に凹凸模様10aが形成され、且つ、前記バックアップロール10の直径が前記チルロール12の直径より小さく着脱可能に設けられていることを特徴とする積層体製造装置である。
(もっと読む)
積層体製造装置
【課題】 本発明の目的は、凹凸模様を形成するロールの設備コストが低減でき、凹凸模様を形成するロールの交換が容易で、短時間で交換可能な積層体製造装置を提供することにある。
【解決手段】 ニップロールとチルロールとの間に、押出機を経てTダイより溶融した熱可塑性樹脂を垂下させて形成した樹脂膜と基材とを通過させて積層体を製造する装置であって、少なくともチルロールが第一チルロールと第二チルロールを備え、前記第一チルロールが前記ニップロール側に位置しその外周面に凹凸模様が形成され、且つ、前記第一チルロールの直径が前記第二チルロールの直径より小さく着脱可能に設けられていることを特徴とする積層体製造装置である。
(もっと読む)
導光板の製造方法
【課題】輝点の発生が抑制された導光板の製造方法を提供する。
【解決手段】この導光板の製造方法はシート製造工程と転写工程とを備える。転写工程は、連続樹脂シートを押圧ロールと形状ロールとで挟み込むことで押圧して形状ロールに圧着する押圧工程と、連続樹脂シートを形状ロールの周面に沿って搬送する搬送工程と、連続樹脂シートを形状ロールの周面から剥離する剥離工程とを含む。導光板の表面には、転写型に形成された複数の凹部に対応する複数の凸部が形成される。剥離工程の前に、連続樹脂シートの幅方向における全ての地点において連続樹脂シートと形状ロールとを非圧着状態とする。
(もっと読む)
導光板の製造方法
【課題】輝点の発生が抑制された導光板の製造方法を提供する。
【解決手段】この導光板の製造方法はシート製造工程と転写工程とを備える。転写工程は、連続樹脂シートを押圧ロールと形状ロールとで挟み込むことで押圧する押圧工程と、連続樹脂シートを形状ロールの周面に密着させたまま搬送する搬送工程と、連続樹脂シートを形状ロールの周面から剥離する剥離工程とを含む。押し出される樹脂の温度は、樹脂のガラス転移温度Tgに対して、(Tg+110)℃〜(Tg+150)℃である。樹脂はメタクリル酸メチルとアクリル酸メチルとの共重合体であり、共重合体中のアクリル酸メチル単位の比率は4質量%以上である。形状ロールの温度は、(Tg−5)℃〜(Tg+5)℃である。転写型の凹部の深さDとピッチPとの比率D/Pは、0.05〜0.45である。導光板の表面には凹部に対応する凸部が形成される。
(もっと読む)
導光板の製造方法
【課題】輝点の発生が抑制された導光板の製造方法を提供する。
【解決手段】この導光板の製造方法はシート製造工程と転写工程とを備える。転写工程は、連続樹脂シートを押圧ロールと形状ロールとで挟み込むことで押圧する押圧工程と、連続樹脂シートを形状ロールの周面に密着させたまま搬送する搬送工程と、連続樹脂シートを形状ロールの周面から剥離する剥離工程とを含む。シート製造工程において押し出される樹脂の温度は、樹脂のガラス転移温度Tgに対して、(Tg+110)℃〜(Tg+200)℃の範囲である。形状ロールの温度は、(Tg−25)℃〜(Tg−5)℃の範囲である。転写型に形成された複数の凹部の深さDと複数の凹部のピッチPとの比率D/Pは、0.05〜0.45の範囲である。導光板の表面には複数の凹部に対応する複数の凸部が形成される。
(もっと読む)
1 - 20 / 236
[ Back to top ]