
Fターム[4F207KL76]の内容
プラスチック等の押出成形 (29,461) | 押出成形の細部 (2,289) | 押出ダイ (1,317) | ダイの細部(←リップ部の構造) (1,027) | 押出口部 (357) | 形状変更、調節可能なもの (126) | 厚みの (49)
Fターム[4F207KL76]に分類される特許
1 - 20 / 49
シート製造装置及びシートの製造方法
【課題】所望の厚みを有するシートを製造するまでの製造時間の短縮化を図ることができるシート製造装置及びシートの製造方法を提供すること。
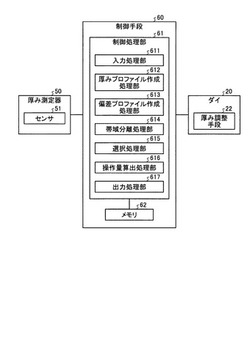
【解決手段】溶融樹脂をシート状に吐出し、該樹脂の吐出間隙21を調整する複数の厚み調整手段22を有するダイ20と、吐出された樹脂から成るシートの厚みを、その幅方向に沿って測定する厚み測定器50と、その測定結果から作成した厚みプロファイルに基づいて複数の厚み調整手段22の操作量を制御する制御手段60を備え、制御手段60は、厚みプロファイルと所望の厚みプロファイルとの偏差プロファイルを作成する偏差プロファイル作成処理部613と、偏差プロファイルを複数の空間周波数帯域成分に分離する帯域分離処理部614と、分離された複数の空間周波数帯域成分のうち択一的に選択された空間周波数帯域成分について、所定の制御定数を用いて操作量を算出する操作量算出処理部616を備えている。
(もっと読む)
スロットダイ装置

【課題】スロットから吐出される溶融樹脂の幅方向の膜厚不均一を改善できるスロットダイ装置を提供することを目的とする。
【解決手段】スロットダイ本体2に接しているヒーター15を幅方向にスライド可能に構成し、温度分布調整を可能にする。また、樹脂フィルムR2の搬送経路途中に膜厚測定装置17を設置して膜厚データの測定を行い、測定データから樹脂フィルムR2の膜厚が均等になるような温度条件を推算して温調設定装置16に出力し、ヒーター15の温度制御を行う。
(もっと読む)
ダイリップ調整装置
【課題】ヒートボルトの軸間ピッチを小さくし、ダイリップ部のリップ間隙の長手方向に亘ってリップ間隙を高精度に調整する。
【解決手段】シート2を押し出すTダイ3に設けられたダイリップ部3cの線状のリップ間隙の長手方向に沿って配列され、熱膨張によってリップ間隙を調整するための複数のヒートボルト6を備える。ヒートボルト6に配され、ヒートボルト6を加熱する棒状のヒータ7を備える。ヒートボルト6の外周面には、ヒータ7が装着される装着凹部6aが、ヒートボルト6の軸方向に沿って形成されている。
(もっと読む)
多層押出成形装置
【課題】フィードブロック方式の多層押出成形装置として、樹脂同士の流動特性の差や層同士の厚み差が大きい共押出しに適用した場合でも、各層の幅方向の厚みが均一な多層フィルムが得られるものを提供する。
【解決手段】フィードブロック2Aは、単層Tダイの押出流路に直線的に連通する偏平な主流路21の複数箇所に、同幅の偏平な副流路22…が斜めに合流する合流部C1〜C3を有する。1段目の合流部C1は、主流路21に対して副流路22側から出退して流路断面積を厚み方向に拡縮する主流路チョークバー3と、副流路22に対して出退動作して流路断面積を厚み方向に拡縮する副流路チョークバー4とを備え、両チョークバー3,4が幅方向に3以上に分割構成されている。2段目以降の合流部C2,C3は、副流路22に対して出退して流路断面積を厚み方向に拡縮する、幅方向に3以上に分割構成された副流路チョークバー5を備える。
(もっと読む)
シートの製造装置及びシートの製造方法
【課題】製造効率の低下を抑制し、かつ管理指標の変更等を必要とせず、所望の厚みを有するシートを製造することができるシートの製造装置及びシートの製造方法を提供すること。
【解決手段】溶融樹脂をシート状に吐出するもので、溶融樹脂の吐出間隙21を調整する複数の厚み調整手段22を有するダイ20と、ダイ20より吐出された樹脂から形成されたシートの厚みをその幅方向に沿ってスキャンしながら測定する厚み測定器50と、厚み測定器50による測定結果から厚みプロファイルを作成し、作成した厚みプロファイルに基づいて、シートの幅方向の厚みが目標値となるよう複数の厚み調整手段22の操作量を制御する制御手段60とを備え、厚み測定器50は、複数の異なるスキャン速度によってシートの幅方向の厚みを測定するものであり、制御手段60は、複数の異なるスキャン速度によって測定された測定結果を用いて厚みプロファイルを作成するものである。
(もっと読む)
積層板の製造方法
【課題】煩雑な加工を必要としない積層板の製造方法を提供する。
【解決手段】本発明に係る積層板の製造方法は、マルチマニホールドダイに備えられたチョークバーを調整する工程、およびチョークバーを調整したダイより、2種以上の樹脂材料を押し出すことによって2層以上の樹脂層を積層する工程を含み、積層板の押出流れ方向に対して直交する断面において、層厚が変化する樹脂層を有しており、層厚分布の差が最も大きな樹脂層における最小層厚みと最大層厚みとの比率が2倍以上である。
(もっと読む)
シートの製造方法、製造装置、厚み制御方法および厚み制御装置
【課題】厚み調整手段の延伸後の対応を正確に取得し、厚みを精密に制御するシートの製造方法を提供する。
【解決手段】厚み調整手段を備えたダイ4を用いて溶融材料を押出し、延伸を含む所定の加工によりシートを得るとともに、加工の完了後の厚み分布から算出した操作量に基づき厚み調整手段を操作してシート厚みを制御するシートの製造方法において、所定の加工の完了前に印付与手段12によりシートの複数の所定の幅方向位置に光または熱により印を付与し、加工完了後に検査器8bによりその印の跡を検出することにより、前記所定の加工の完了前後でのシートの幅方向位置の対応関係を決定し、決定した対応関係に基づいて厚み制御を行う。
(もっと読む)
回転式フィードブロック
【課題】複数の円筒状樹脂を順次積層して多層円筒状樹脂を成形するダイにおいて、樹脂の注入口と反対側の流路まで樹脂が充満しないで、円筒の円周方向の一部で欠落しその樹脂の特性が発現出来ない部分が生じたり、充満しても境界面の融着力が弱くて耐圧力が不足する問題や、単層Tダイで多層のシート、フィルムを成形するためのフィードブロックにおいて層数を増やすには構造が複雑、高価になるなどの問題が有り、これらの問題を解消する。
【解決手段】環状流路の円周を分割するように樹脂を注入し、円筒状樹脂の接触する境界面と樹脂の層を螺旋状に拡げて樹脂の欠落部分を補い、増えた接着面積で接着強度を高め、また樹脂の層数を増やすためにフィードブロックのノズル又はマンドレルの少なくとも一方を回転させる。
(もっと読む)
多層光学フィルム製造方法
【課題】同時押出しポリマー多層光学フィルムを製造する方法および装置を提供する。
【解決手段】多層光学フィルムを製造するための供給ブロックであって、(a)少なくとも第1流路32および第2流路34を含む勾配プレート30であって、該流路の少なくとも一方が、該流路に沿って第1部分から第2部分まで変化する断面領域を有する勾配プレート30と、(b)該第1流路32と連通する第1の複数の導管42と、該第2流路34と連通する第2の複数の導管44とを有する供給管プレート40であって、各々の導管が、該導管自体の個々のスロットダイ56に供給し、第1端部と第2端部とを有し、該導管の該第1端部が該流路と連通し、該導管の該第2端部が該スロットダイと連通する供給管プレートと、を含む供給ブロック。
(もっと読む)
スロットダイ装置
【課題】形成された樹脂フィルムの端部が厚くなることを抑制することができる。
【解決手段】溶融樹脂R1がマニホールド3に供給されて、マニホールド3と連通するスロット4を通過しフィルム状に成形される。マニホールド3およびスロット4の両端部からマニホールド3およびスロット4の幅寸法を規定し、通過する溶融樹脂R1をガイドする第一、第二のインナーディッケル(インナーディッケル)11、12を備え、第一、第二のインナーディッケル(インナーディッケル)11、12は溶融樹脂R2が通過する側の表面11a、12aが、溶融樹脂R1の通過方向に直交する断面において凹に湾曲している
(もっと読む)
押出成形金型の肉厚調整構造
【課題】シームレス製品の肉厚を調整できる領域を所望に画定でき、しかもシームレス製品の全周の肉厚を高い精度で均一化できる押出成形金型の肉厚調整構造を提供する。
【解決手段】肉厚調整構造1は、押出成形金型9のマンドレル5と、マンドレル5に内周面11を近接させるアジャストリング13との間に確保される熱可塑性樹脂の吐出口17の広さを調整するものである。アジャストリング13は、マンドレル5の周りに周回する外側面27からマンドレル5へ向けて複数のスリット29を切り込まれた割頭部21と、割頭部21を押出成形金型9のダイボディー3に連結し割頭部21がマンドレル5に進退するよう弾性変形する可撓縮径部23とを備える。
(もっと読む)
Tダイ用リップ駆動部
【課題】リップ間の間隙の調整をより高精度に行う。
【解決手段】Tダイ用リップ駆動部100では、押側ベローズ14の膨張によって、トルクアーム11がフレキシブルリップ部3に対して作用することにより、リップ間の間隙Δが狭くなる。また、引側ベローズ16の膨張によって、トルクアーム11がフレキシブルリップ部3に対して作用することにより、リップ間の間隙Δが広くなる。このように、押側ベローズ14、引側ベローズ16の膨張により、リップ間の間隙Δを狭めたり広げたりできるため、従来のようにベローズに供給される圧縮空気を開放する又は圧縮空気の圧力値を低下させることによりベローズを収縮させる場合と比較して、リップ間の間隙Δを高精度に調整できると共に、リップ間の間隙(フレキシブルリップ部の変形量)の再現性を高めることができる。
(もっと読む)
Tダイ用リップ駆動部
【課題】リップ間の間隙の調整をより高精度に行う。
【解決手段】Tダイ用リップ駆動部は、その回動によりフレキシブルリップ部3を押圧及び引っ張り可能とするトルクアーム11と、トルクアーム11を回動させるベローズと、を備える。このため、ベローズによってトルクアーム11が回動され、このトルクアーム11の回動により、フレキシブルリップ部3が押圧/引っ張られるため、リップ間の間隙を大きくする場合に対しても高精度に制御することができる。
(もっと読む)
Tダイ用リップ駆動部
【課題】リップ間の間隙の調整をより高精度に行う。
【解決手段】Tダイ用リップ駆動部では、ベローズ16の外径がトルクアーム11の幅よりも大きいため、少量又は低圧力の圧縮空気でアクチュエータ4のトルクアーム11を回動させることができ、フレキシブルリップ部に対する伝達荷重を大きくすることができる。また、フレキシブルリップ部に対して複数個並設されたアクチュエータ4のうち、隣接するアクチュエータ4(4A,4B)同士において、トルクアーム11の長手方向におけるベローズ16の配置を互いにずらしているため、ベローズ同士が干渉することなく隣接するアクチュエータ4同士を近接して配置することができる。これにより、リップ間の間隙の調整をより高精度に行うことができる。
(もっと読む)
フィルムへのマーキング方法およびマーキング装置
【課題】フィルムの幅方向に存在する各膜厚計測位置と、ダイの幅方向に存在する各膜厚調整位置との対応関係の把握を簡便にかつ正確に行えるとともに、フィルムへの傷を最小限にし、フィルムの破断を防止できるマーキングを実現する。
【解決手段】マーキング装置は、フィルム製造装置のダイ3のリップに形成されたスリットから出たフィルム4へ気体を流出してマーキングを行うマーキングノズル11と、マーキングノズル11を保持し特定のヒートボルト30の位置に固定する固定治具12と、を備える。
(もっと読む)
共押出し成形型、成形型による押出し成形方法、及びそれにより作製される押出し成形物品
それぞれが1つの高分子材料を供給する2つの型空洞(38、40)と、それら2つの型空洞(38、40)を分離する隔壁(26)と、押出し品が押出される型開口部(44)と、を備える型(20)。隔壁(26)が、分配エッジ(36)と複数の押出しチャネルとを有する。第1の押出しチャネルが1つの型空洞(38)を分配エッジ(36)に接続し、第2の押出しチャネルはもう1つの型空洞(40)を分配エッジ(36)に接続する。第1の押出しチャネル及び第2の押出しチャネルは、1つの第1のチャネルが任意の2つの隣接する第2のチャネルの間に配置されるように、分配エッジに沿って交互の位置に配置される。そのような型(20)を用いて押出し成形する方法及びそれにより作製される押出し成形物品。第1の高分子材料から成る複数の長手方向の第1のゾーンと、それと交互になった第2の高分子材料から成る複数の長手方向の第2のゾーンとを含む押出し成形物品が提供され、1つの第1のゾーンは任意の2つの隣接する第2のゾーンの間に配置される。ゾーンは互いに略平行である。  (もっと読む)
(もっと読む)
押出成形用のTダイ
【課題】フレキシブル部に集中する応力を低減させることができる押出成形用のTダイを提供する。
【解決手段】本発明の押出成形用のTダイは、本体部140と、溶融樹脂が押し出されるリップ隙間を形成するリップ部130と、本体部140とリップ部130とを接続するフレキシブル部100とを有する。この本発明の押出成形用のTダイは、フレキシブル部100の形状が、本体部140からリップ部130に向けて先細りとなるテーパ形状であることを特徴とする。
(もっと読む)
ダイオリフィス調節装置および流量制御装置を有する生分解性材料用押出し成形ダイ
【課題】生分解性材料を押出し成形するための押出し成形ダイを提供すること。
【解決手段】生分解性材料を押出し成形するための押出し成形ダイであって、この押出し成形ダイは、以下を備える:マンドレル(30);マンドレルの近くに配置された外部部材(40);このマンドレルとこの外部部材との間の押出し成形オリフィス(5);この押出し成形オリフィスの少なくとも1個の規定部材と連絡している部材であって、ここで、この部材は、この外部部材とこのマンドレルとの間で相対運動を生じることができ、ここで、この相対運動は、この押出し成形オリフィスを通る生分解性材料の押出し方向を横切る成分を有する;流量制御装置であって、この流量制御装置は、この押出し成形ダイを通る生分解性材料の流れを制御する;および位置決め装置であって、この位置決め装置は、この外部部材およびこのマンドレルを互いに対して位置決めする。
(もっと読む)
押出成形機の金型
【課題】押出成形機における偏肉調整は、熟練した技術を必要とするか、高価な構造の装置が使用されていた。
【解決手段】ダイス4の周囲にダイスに当接するリンク6を配置し、そのリンクの一端はクロスヘッド本体1に回転自由に固定支持させ、リンクの他端にはリンクとほぼ直角に当接する調整用ボルト7を配置し、ダイス4とリンク6が当接する位置はリンク長さの中央よりも回転支持される側に近い位置に配置することで、安価で作業者が容易に調整できる金型が得られる。
(もっと読む)
片持梁状の金型リップ部調整システムを備えた押出金型
熱可塑性樹脂材料の押出し材を製造するための押出し金型に関する。 押出金型は、熱可塑性樹脂の溶融流が押出されるスロットを設けた金型出口であって、第1の金型リップ部と第2の金型リップ部を備えるスロットを設けた金型出口と、第1の金型リップ部から垂直に伸びた複数の片持ち梁状の調整部材とを備えており、複数の片持ち梁状の調整部材の各々は外部駆動手段を備えている。熱可塑性樹脂材料の押出し材を製造するための方法についても開示されている。 (もっと読む)
1 - 20 / 49
[ Back to top ]