
Fターム[4F208AH49]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 用途物品 (1,866) | 建築設備 (86) | 設備(←バスユニット、便槽、浄化槽) (21)
Fターム[4F208AH49]の下位に属するFターム
人工芝
Fターム[4F208AH49]に分類される特許
1 - 20 / 21
コアを用いた成形方法および成形装置
【課題】開口部を有する中空成形品にあって、開口部の内径を高精度に規制可能であるとともに、所望な大きさの中空部を実現可能な、コアを用いた成形方法および成形装置を提供する。
【解決手段】一対の金型の対応する金型との間に密閉空間を形成して、該密閉空間から空気を減圧することにより、一方の熱可塑性樹脂製シートを吸引して、対応するキャビティに沿って賦形することにより、開口部240、242の外径を規制する段階と、前記一対の分割金型を型締め位置まで移動させることにより、2枚の熱可塑性樹脂製シートそれぞれを対応するキャビティと前記コアの外表面との間で挟み込むことにより、前記開口部240、242の内径を規制する段階と、型開き位置まで型開きするとともに、形成した前記開口部240、242から前記コアを前記一対の分割金型の相対移動方向と交差する方向に引き抜く段階と、を有することを特徴とするコアを用いた成形方法。
(もっと読む)
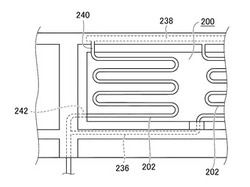
樹脂製熱伝達ユニットの製造方法

【課題】効率的な熱交換を維持しつつ、効率的な製造を可能とする樹脂製熱伝達ユニットの製造方法の提供。
【解決手段】放熱用あるいは受熱用流体の内部流路を有する平板状の樹脂製熱伝達ユニットの製造方法であって、互いのキャビティを対向させて配置され、型締め位置と開放位置との間で相対移動可能な一対の分割金型32A、32Bを準備する段階と、表面に内部流路の一部を形成すべき溶融状態の熱可塑性樹脂製シートP1と、伝熱板を構成する熱可塑性樹脂製シートP2とを互いに間隔を隔てて、開放位置の分割金型の間に配置する段階と、熱可塑性樹脂製シートP1と金型32Aとの間に密閉空間を形成して、該密閉空間から空気を減圧することにより、熱可塑性樹脂製シートを吸引して、内部流路と相補形状の第1凹溝を形成する段階と、前記一対の分割金型を型締め位置まで移動させて面溶着し、該第1凹溝を閉鎖することにより内部流路を形成する段階とを有する。
(もっと読む)
中空状プランター
【課題】適度な水分を持続的に供給可能な中空状プランターの提供。
【解決手段】ブロー成型を行う前に、中空状の連接ユニットBが金型9の内側表面に取り付けられ、金型9を閉じた後、ブローピン95を金型9内に位置する溶融プラスチックパリソンP内に挿入して加圧気体を注入し、半固溶状態の膨張したプラスチックパリソンPを金型9の内側表面に貼り付かせると共に、連接ユニットBの連接孔21,31,400,401を封鎖させ、気体の圧力で、膨張したプラスチックパリソンPを連接孔21,31,400,401内に押し入れ、破裂させて連接孔21,31,400,401の内壁に貼り付かせ、プランターユニットと連接ユニットBを気体漏れのないよう結合し、連接ユニットBの連通区域22,32,402とプランターユニットの空間区域12を連通させる。
(もっと読む)
熱成形用加飾シート及び加飾成形品
【課題】熱成形後も親水性を発現でき、防汚性、耐久性に優れる加飾成形品を提供することにあり、そのような加飾成形品を提供できる熱成形用シートを使用した一体成形型加飾シートを提供する。
【解決手段】基材シート上に設けた、シラノール基および/または加水分解性シリル基とを有するポリシロキサンセグメント(a1)と、ビニル系重合体セグメント(a2)とが、一般式(3)で表される結合により結合された複合樹脂(A)を含有する樹脂組成物の硬化物を、三酸化硫黄含有ガスにより表面処理してなる熱成形用加飾シート、及び前記熱成形用加飾シートを用いた加飾成形品。
(3)
(もっと読む)
二重筒の製造方法
【課題】成形が容易な排水トラップ及びその製造方法を提供する。
【解決手段】排水が流入する流入口部22と、排水を溜める溜水容器部23と、溜水容器部23の内部に位置し、流入口部22から流入した排水を溜水容器部23の底部まで通す流入管部24と、溜水容器部23上部に位置し、排水を外部に排出する排出口部25、26と、を有し、流入口部22と、溜水容器部23と、排出口部25、26と、が樹脂により一体成形されている。
(もっと読む)
熱可塑性樹脂製単壁構造体の成形方法
【課題】円筒状に押し出した熱可塑性樹脂から溶融状態のシートを形成して直接成形を行うことにより、シートの再加熱を必要とせずに、厚肉の単壁構造体を成形することができる熱可塑性樹脂製単壁構造体の成形方法を提供する。
【解決手段】溶融状態の熱可塑性樹脂を押出ヘッド7のダイおよびコアの間のスリットから円筒状に押し出すとともにコアの先端に配置したガイド部材9により扁平状に拡張し、一対のローラー10、10で押し潰しながらシート状熱可塑性樹脂8として分割金型1、2間に送り出して垂下させた状態で配置する。次いで、分割金型1、2の内部空間をシート状熱可塑性樹脂8で隔離密閉するように型締めし、シート状熱可塑性樹脂8を成形キャビティに密着させて単壁構造体を成形する。
(もっと読む)
看板ユニット成形装置及び看板ユニット生産方法
【課題】
複数の看板ユニットにわたる模様の見栄えを向上させる看板ユニットをプレス加工により一体成形する看板ユニット成形装置を提供する。
【解決手段】
看板ユニット成形装置は、平板状材料の所定周囲部分を除く所定加工範囲を押圧し、所定周囲部分に形成されるフランジ部に対して高さを有する前面を形成するオス型と、所定加工範囲を押圧する第一の方向へのオス型の移動に伴って、平板状材料に接触して、前面の一部を周囲部分側に広げるように第一の回動方向に回動する回動部材とを備え、回動部材の第一の回動方向への回動により、前面の一部の投影面がフランジ部に重なるように側面が形成され、回動部材は、オス型の離型のための第一の方向と反対の第二の方向への移動に伴って、第一の回動方向と反対の第二の回動方向に回動して離型される。
(もっと読む)
樹脂成形品の成形方法
【課題】成形工程において金型のキャビティから微細な凹凸であるシボ模様を鮮明に転写した樹脂成形品を成形する樹脂成形品の成形方法を提供する。
【解決手段】Tダイ3から押し出した溶融状態の熱可塑性樹脂シート13を一対のローラ6,6によって送り出して金型7,8内に配置する。金型8のキャビティはシボ模様の転写面を有している。次いで、金型7,8の外周に位置する型枠14,15を金型7,8に対して相対的に前進させて押し出した熱可塑性樹脂シート13と密着させ、金型8のキャビティ面から真空吸引するとともに、金型7.8内に圧力流体を導入して樹脂成形品の表面にシボ模様を転写した樹脂成形品を成形する。
(もっと読む)
型として発泡体を使用するアクリルポリマーの熱成形方法、およびそれから成形された製品
本発明は、アクリルポリマー含有シートを型内で加熱することにより熱成形する方法であって、型が(a)加熱されたシートと接触すると劣化する発泡体と、(b)発泡体の劣化を防止するため、シートと発泡体の間に配置される遮熱材とを含む方法に関する。多くの用途では、得られた製品は発泡体を除去せずに使用可能である。また、発泡体は、長距離輸送の際などにアクリルシートを保護する役割を担うことができる。本発明は、また、多層製品に関する。 (もっと読む)
水周り部材および水周り部材の製造方法
【課題】フッ素ガス処理により、水周り部材の表面を改質するにあたって、一度に纏めて大量に処理することが可能な生産効率の良い水周り部材を提供する。
【解決手段】フッ素ガス処理により表面性状が改質された板状樹脂部材を、真空成形したことを特徴とする水周り部材であって、真空成形後の表面は全体に亘って性状が改質され、且つ真空成形により、3次元形状に成形されることを特徴とする。
(もっと読む)
樹脂タンク及びその製造方法
【課題】温水を貯蔵しても、耐久性が高い樹脂タンク及びその製造方法を提供する。
【解決手段】ポリブテン系樹脂と酸化防止剤とで構成された樹脂層を少なくとも含み、給湯システムの温水を貯蔵するための樹脂タンク1を構成する。前記ポリブテン系樹脂は、数平均分子量(Mn)150,000〜300,000、重量平均分子量(Mw)750,000〜1,000,000である高分子量ポリブテン系樹脂で構成され、前記酸化防止剤は、高分子量酸化防止剤で構成されている。樹脂タンク1には、その中間部から下部にかけて、外周に沿って複数のリブ6が設けられている。
(もっと読む)
中空二重壁構造体及びその製造方法
【課題】本発明は、縦インナーリブと横インナーリブとの間に間隔が形成されてなく、縦インナーリブと横インナーリブとが一連となって一体化している曲げ剛性の高い中空二重壁構造体、及びその製造方法を提供すること。
【解決手段】熱可塑性樹脂製の第一壁21と第二壁22とが離間してなる中空二重壁構造体Aであって、第一壁21と第二壁22との間に形成された空間Vに、縦インナーリブ11と、該縦インナーリブ11に直行する横インナーリブ12と、十字状の交差部13と、が形成され、縦インナーリブ11が交差部13を介して横インナーリブ12と結合しているとともに、交差部13と第一壁21との接合部の近傍に空部Hが形成されたリブ構造を有することを特徴とする中空二重壁構造体A。また、分割金型3を閉じる工程と、パリソンPを融着させる工程と、スライドコアを後退させる工程と、加圧流体を導入する工程と、を備える中空二重壁構造体の製造方法。
(もっと読む)
真空成形用化粧シート
【課題】真空成形後の化粧シートの角部が白化しない真空成形用化粧シートを提供する。
【解決手段】基材シートの上に装飾層を積層し、装飾層の上に透明樹脂層を積層してなる真空成形用化粧シートであって、該真空成形用化粧シートの100℃における上降伏応力が20〜250N/cm2であることを特徴とする真空成形用化粧シートである。
(もっと読む)
射出インサート成形品
【課題】 簡単な構成で、外面にウエルドラインやフローマークが露出しない、立体感に富んだ射出インサート成形品を提供する。
【解決手段】 ブロー成形により形成した外形部1と、該外形部1がセットされた射出成形金型2内に溶融合成樹脂を射出して外形部と射出樹脂よりなる芯材部3とを一体化して射出インサート成形品4が形成してある。
(もっと読む)
パネル
【課題】
解決しようとする課題は、ブロー成形によって形成される正六角形構造を有するパネルの裏面側において、独立した島状をなしている正六角形の囲み部同士の間の海峡状の部分がすべて連通しており、しかも該海峡状の部分の底部は一重にしかなっていないので、パネルの表側に荷重が加わると、該海峡状の部分が大きく開いてしまうという点である。
【解決手段】
該パネルの裏面壁から表面壁に向かってほぼ正六角形の複数の凹み部が窪み、該凹み部の六角形の一辺が、隣接する6個の該凹み部の六角形の一辺とほぼ平行に配置され、且つ該凹み部を該表面壁に溶着させて溶着部を形成することにより前記課題を解決した。
(もっと読む)
真空成形方法及び成形型
【課題】製造コストの低減。
【解決手段】シート周縁Saが保持されて加熱軟化した断熱用シートSを、浴槽裏面形状に対応する成形面3に吸引口13を開設した成形型2で押し上げた後、真空吸引して断熱用シートSを成形型2の成形面3に密着させ、その後に脱型して浴槽裏面被覆用断熱材6を得る真空成形方法であり、成形型2は、内部に吸引路10が設けられると共に外周側7aに成形面3の下側3aが形成された下方の基部7と、浴槽Bの開口縁部Bbを切除して外曲上縁部のない状態で上下反転されて外側に成形面3の上側3bが形成された上方の主部8とからなり、基部7に主部8を載設して下側3a及び上側3bの両成形面の境界部を連接させ、主部8に開設した吸引口13を基部7の吸引路10に連通させたこと。
(もっと読む)
加飾性多層共押出成形体
【課題】断面形状が特定方向において異なったり、曲線部を有したり、長尺であったりしても、低コストで簡便に製造可能で、深みのある模様をムラなく有し、加飾性を備えた合成樹脂曲げ加工板を提供すること。
【解決手段】熱可塑性合成樹脂からなる基材層(3)、熱可塑性合成樹脂からなる模様付き加飾層(2)、および透明または半透明合成樹脂からなる厚み250〜900μmの表面層(1)の少なくとも3層からなる多層共押出成形体が金型で加熱加圧成形されてなることを特徴とする合成樹脂曲げ加工板。
(もっと読む)
断熱ボードの製造方法
【課題】 従来の断熱ボードと同等以上の断熱性を確保し、撓みの生じない剛性を保ちつつ厚さを薄くかつ軽量化することで、浴槽内の湯温低下をより一層抑制でき、蓋置き用スペース確保を容易にした断熱ボードの製造方法を提供する。
【解決手段】 金型26,26を型合せ方向に移動させると、型合せした状態で形成される金型のキャビティ内に前記シート状樹脂22,22が内部に真空断熱材1を包んだ状態で保持される。この状態から前記ノズル27からエアを吹き込むと、軟化しているシート状樹脂22,22は外側に膨らみ、金型のキャビティ内面に押付けられて所定の形状の断熱ボード30に成形される。このとき、前記したように真空断熱材1の表面には予めホットメルト25が塗布されているので、シート状樹脂22と真空断熱材1とは接着されている。
(もっと読む)
複合成形品及びその製造方法
【課題】 高強度で、断熱性に優れた、さらに外観の凸凹が少ない複合成形品とその製造方法を提供する。
【解決手段】 熱可塑性樹脂を発泡成形して発泡熱可塑性樹脂からなるコア材20を形成し、熱可塑性樹脂を真空成形して非発泡熱可塑性樹脂からなる中間材40を形成し、コア材20と中間材40を勘合させて、勘合体50を形成し、勘合体50を真空成形の型として、勘合体50の上に、熱可塑性樹脂を一体成形して、非発泡熱可塑性樹脂からなる表皮材6を形成する、複合成形品60の製造方法。
(もっと読む)
熱成形品の製造方法
【課題】保護フィルム付き熱可塑性樹脂板の熱成形において、把持による保護フィルムの剥がれを防止して、保護フィルム付きの熱成形品を有利に製造する。
【解決手段】両面に樹脂フィルムが貼合された熱可塑性樹脂板を、支持体及び可動性の把持部材から構成される把持装置で把持して、熱成形する。この可動性の把持部材は、少なくとも上記樹脂フィルムと接触する箇所に、炭化チタン、窒化チタン、炭化窒化チタン又は炭化タングステンからなる表面被膜を有している。
(もっと読む)
1 - 20 / 21
[ Back to top ]