
Fターム[4F208LD16]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形装置 (590) | その他の特徴 (44)
Fターム[4F208LD16]に分類される特許
1 - 20 / 44
着脱式のブロー成形ステーションを備えるブロー成形装置
【課題】クリーンルームでの無菌のブロー成形装置へのアクセスを容易する装置及びその方法を提供する。
【解決手段】クリーンルームにおいてプラスチック予備成形物を容器へと形成するために、複数のブロー成形ステーションが配置される可動のキャリア2を備えており、ブロー成形ステーションでは、ブロー金型部分4a、4bを保持するためのブロー金型キャリア部分6a、6bを備え、ブロー金型キャリア部分の少なくとも一方が、ブロー金型を開閉すべく他方のブロー金型キャリア部分に対して可動であり、少なくとも1つのブロー金型キャリア部分を保持するためのキャリア要素82を備えたユニット80が、キャリアへの取り付けまたは取り外しができる。
(もっと読む)
ダイレクトブロー容器
【課題】バリア性及び強度に優れるダイレクトブロー容器を提供する。
【解決手段】ポリエチレン(A)60〜90質量%、酸変性ポリエチレン(B)5〜25質量%、及びメタキシリレン基含有ポリアミド(C)5〜35質量%を含有し、前記ポリエチレン(A)中に前記メタキシリレン基含有ポリアミド(C)が層状に分散しているダイレクトブロー容器であって、ピンチオフ部の一部または全部に突起部を有しており、該突起部の幅(W)がパリソン厚み(T)の0.2倍以上かつ2倍未満であるダイレクトブロー容器。
(もっと読む)
ブロー成形装置の作動方法

【課題】排気エアを作動エアとして有効に再利用することができ且つ成形品の品質バラツキを抑制することができるブロー成形装置の作動方法を提供する。
【解決手段】ブローエアを中間成形品に供給して所定形状に膨張させた後、作動エアタンクに排気エアを回収し、この回収した排気エアを作動エアとして再利用するに際し、排気エアを作動エアタンクに飽和状態となるまで回収し、その時点で作動エアタンクの圧力が第1の設定圧力P1に達していない場合には、次に排気エアの回収が開始されるまでの間に、所定のタイミングでエア源から作動エアタンクにエアを圧縮供給し、作動エアタンクの圧力を所定圧力まで上昇させることで、排気エアの回収が開始される時点の作動エアタンクの圧力が第2の設定圧力P2となるようにする。
(もっと読む)
容器をブロー成形するための方法および装置
【課題】ブロー金型からのブローエアの回収によって動作される装置のブロー金型内で容器を成形するための新規な方法および装置を提供すること。
【解決手段】本発明は、動作工程が、低圧P1を伴うプレブローステージ28とそれぞれが更に高い圧力Pi、P2、P2’を伴う少なくとも2つの更なるブローステージ29、30、30’とにおいて連続的に達成され、その後、幾つかの圧力ステージを伴う回収段階32では、それぞれのブロー金型からエアが供給される方法において、少なくともプレブローステージの後の圧力ステージ29に割り当てられる容積部9への給気よりも優先して、ブロー金型からのエアが最初にプレブローステージ28に割り当てられる容積部8に供給されることを特徴とする。装置は、ブロー制御器CUと、容積部8内の圧力のための制御手段とを備える。
(もっと読む)
ブロー成形用金型およびブロー成形方法
【課題】少ない金型部品点数で、種々の成形品の仕様に応じてブロー成形することが可能なブロー成形用金型およびブロー成形方法を提供する。
【解決手段】複数のブロック金型14を装着する装着面16を有するベース金型12と、成形品の仕様に応じて選択されて、該装着面16に装着される複数のブロック金型14とを有し、複数のブロック金型14はそれぞれ、前記装着面16に当接可能な底面18と、賦形面を構成する側面20とを有し、ブロー成形すべき成形品の輪郭に適合するように、端面34を突き合わせることにより、全体として環状体28を形成し、環状頂部36がピンチオフ部38を構成するとともに、前記装着面16の前記環状体28の内側部分がキャビティ31を形成し、それにより、該キャビティ31に対向して前記ピンチオフ部38から離間して配置される溶融状態の樹脂材料をブロー成形するのに用いることを特徴とするブロー成形用金型。
(もっと読む)
プラスチックボトル、特にPETボトルを製造するためのCIPシステムを有するブロー成形機
【課題】より簡単に且つ高速で殺菌され得るブロー成形機を提供すること。
【解決手段】本発明は、プラスチックボトル、特にPETボトルを製造するためのブロー成形機に関し、このブロー成形機1は、(a)制御バルブを有するバルブブロック5と、吹き込み空気を導入し或いは排出するための吹き込みノズル17とが割り当てられた複数のブロー成形ステーション2と、このブロー成形機1を洗浄するための定置洗浄(CIP)システム20とを備える。バルブブロックは、それらをCIPプロセスに含めることができるように構成されるため、PETボトルの製造にとって衛生に関し特に重要な吹き込みノズルなどのシステム部品を分解することなく洗浄して殺菌することができる。
(もっと読む)
ブロー成形品の開口部形成方法
【課題】開口部を容易に形成し、開口部の形状が正確に形成することができるブロー成形品の開口部形成方法を提供する。
【解決手段】開口部10をブロー成形金型20内で形成するブロー成形品の開口部形成方法において、ブロー成形金型20は、キャビティー25の内外にスライド可能で開口部面に対して回転可能に円筒状の回転刃30を設け、回転刃の先端部33の一部に先端部から突出する突出部34を形成し、回転刃30の先端部33を若干キャビティー25内に張出して位置させて、ブロー成形を行い、パリソンの少なくとも表面が固化した後、回転刃30を、キャビティー25内から外側にスライドさせ、次に、回転刃30を回転させつつ突出部34がブロー成形品の外壁を切断して開口部10を形成するブロー成形品の開口部形成方法である。
(もっと読む)
中空成形機用ダイリング構造
【課題】本発明は、ダイリングを内周ダイリングと外周ダイリングに分割し、内周ダイリングを外周ダイリングに対して着脱自在とすることにより、成形条件及び経時変化により交換等を必要とする場合においても内周ダイリングのみの交換を可能とすることを目的とする。
【解決手段】本発明による中空成形機用ダイリング構造は、クロスヘッド(1)のコア(3)の外周に樹脂流路(11)を介して設けられたダイ(4)と、前記ダイ(4)の外周に対して上下摺動自在なダイリング(5)とを備え、前記ダイリング(5)は内周ダイリング(30)と外周ダイリング(31)に分割され、前記内周ダイリング(30)は外周ダイリング(31)に対して着脱自在とした構成である。
(もっと読む)
樹脂成形用金型、製造装置及び樹脂成型品の製造方法
【課題】樹脂成形により樹脂成型品を製造するときに製造効率を向上させる。
【解決手段】上型30と下型40とが成形材料80を所定形状にするときに、空気注入ノズル21aは、空気注入孔38からキャビティ22内に延び、成形材料80の第1の樹脂シート材82と第2の樹脂シート材83との間に空気を注入する。第1及び第2の樹脂シート材82,83は高温状態にあるため、空気圧によって、第1の樹脂シート材82は上型30の内面32に、第2の樹脂シート材83は下型40の内面42に張り付けられ、所望の形状の成型品89が成形される。成型品89は所定の温度まで冷却されて金型20から取り出される。上型30と下型40とが合わさったときに、針部35は表皮材85を突き抜け、第1の樹脂シート材82に所定長だけ刺さる。これによって、第1の樹脂シート材82の熱が上型30へスムーズに伝達するため、成型品89の冷却時間を短縮できる。
(もっと読む)
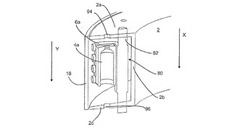
プラスチック材料からブロー成形で容器製品を形成する装置
容器製品(11)を成形する、形成型を閉鎖し、開放するために、対をなして互いに近づき、かつ互いに離れるように移動することができる、形成ライン(5)に沿って延びる個別型部分(7)を用いてプラスチック材料からブロー成形で容器製品(11)を形成する装置であって、容器製品が離型工程後に、形成ライン(5)に沿って移動される容器チェーン(9)の形式で排出され、排出される容器チェーン(9)に形成型の外部で作用する離型装置(3)が、離型工程を支援するために設けられている、装置は、離型装置(3)が、動力装置(17)を有しており、動力装置によって容器チェーン(9)が、形成ライン(5)から往復運動(5)で変位可能である。 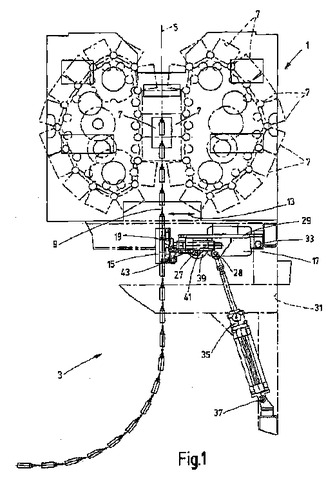 (もっと読む)
(もっと読む)
ブロー成形金型
【課題】本発明は、良好な金型温調性と製品変形防止を確保した上で、ブローエア回路抵抗の大幅な低減を図ることが出来るブロー成形金型を提供することにある。
【解決手段】
小径側取付部と大径側取付部とを備えたパリソンの内周面側に位置し、ブロー成形用のエア吹出口を備えたコア金型と、前記コア金型との間で前記パリソンを最終製品形状にブロー成形するブロー金型とからなるブロー成形金型において、前記エア吹出口が前記小径側取付部よりも小径端部側の前記コア金型の外周面に開口していることを特徴とする。
(もっと読む)
ブロー成形装置の型開閉機構
【課題】ブロー成形装置の型開閉機構を、従来のように3本以上の操作アームを用いたリンク機構から構成される型開閉機構に比べて、小型でコンパクトに構成できるようにすること。
【解決手段】複数のブロー成形型29が一定の送りピッチで円環状搬送路に沿って搬送され、各ブロー成形型が左右に開閉可能な一対の成形型部材から構成されているブロー成形装置の型開閉機構33において、複数のブロー成形型29が一定の角度間隔で搭載されたターンテーブル28と、ターンテーブル28の回転に伴って昇降する昇降軸98と、昇降軸98の昇降に伴って、ブロー成形型29の開閉方向に直交する方向にスライドするスライダ100と、スライダ100のスライド運動をブロー成形型29の開閉運動に変換する一対の操作アーム103、104とを有している。
(もっと読む)
ブロー成形ボトル、ブロー成形用金型及びダイレクトブロー成形法
【課題】ガラス小瓶の様な質感を呈し、底部の肉厚に偏りのない小型ボトルを、ダイレクトブローにより、安価に提供する。
【解決手段】割金型10,20は、ボトルの角部をピンチオフラインとする様に二分割され、キャビティ12,22には、二等辺直角三角形断面のボトル側面形成面14,24、ボトル側面形成面14,24に内接する半円を軸方向に2mm延長した窪みとして形成されたボトル底面形成面15,25、ボトル側面形成面14,24の角部16,26及び分割面11,21とボトル底面形成面15,25との間を面取り角度45度でつないだ面取り部17,27が形成されている。
(もっと読む)
押出し吸引−ブロー成形プラスチック成形部品を製造するための吸引ブローモールド
【課題】吸引ブロー成形において、製造コストを著しく増加させることがなくプラスチック溶融チューブを可塑的に変形可能であるモールド表面間の摩擦を低減した吸引モールドの提供。
【解決手段】2つの半型9によって形成される空洞を有する吸引ブローモールド1であり、プラスチック溶融チューブの形態の可塑的に変形可能な押出し予備成形物を閉じた空洞に導入し、モールド表面5上を少なくとも部分的に滑らせて空洞内に配置させる。該吸引ブローモールド1は、空洞のモールド表面5の少なくとも一部が特定の研磨処理を施すことにより滑り摩擦が低減された構造を有するブローモールド1を製造する方法、及び併せて該モールドを用いた押出し吸引−ブロー成形プラスチック成形部品10を製造するためのその使用とプラスチック成形部品10を開示する。
(もっと読む)
延伸ロッド及びブロー金型
【課題】、首曲がりボトルの延伸ブロー成形において、芯ずれ、極端な偏肉を防止する為に、延伸されたプリフォームを延伸ロッドとブロー底型の間に挟持しながらブロー成形を可能にする延伸ロッドとブロー金型を提供すること。
【解決手段】 延伸ロッドに曲折可能部を設け、さらに曲折部分を元の直棒に戻す為の円筒を組み合わせた構造の延伸ロッドにする事と、ブロー型の開閉を,製品型の首下部を中心に首曲がり方向に回転してなす構造にする事によりプリフォームの挟持をより確実のものとした。
(もっと読む)
パリソン肉厚調整装置
【課題】本発明は、フレキシブルコア及びフレキシブルダイの一方又は両方をアクチュエータによって作動させ、パリソン垂下中に肉厚をダイナミック制御することを目的とする。
【解決手段】本発明によるパリソン肉厚調整装置は、少なくともフレキシブルコア(2)及びフレキシブルダイ(22)の一方を数値制御可能なアクチュエータ(20)により作動させ、輪状隙間(5)の間隔を調整して肉厚調整する構成である。
(もっと読む)
ブロー成形用ダイス
【課題】ブロー成形機でブロー成形容器等を成形するためのパリソンの偏肉調整が偏肉調整ボルト等によらず短時間で効率良くでき、且つ、樹脂替えまたは材料替えが容易にできるブロー成形用ダイスに関する。
【解決手段】
複数本の偏肉調整ボルトによりコアとダイス穴のセンター位置を調整してパリソンの偏肉を調整するブロー成形用ダイスであって、前記ブロー成形用ダイスが上部ダイス部と下部ダイス部に形成され、前記上部ダイス部と下部ダイス部は分割可能に形成され、前記下部ダイス部のダイス穴のセンター位置がコアのセンター位置とずれているか、またはダイス穴の外周形状とコアの外周形状が異なる形状に形成されていることによりパリソンの偏肉調整がなされることを特徴とするブロー成形用ダイスである。
(もっと読む)
ブロー成形金型装置
【課題】キャビティ面接近部近傍にヒケが発生するのを防止して外観見映えのよいブロー成形品を提供する。
【解決手段】成形品表側7を成形するキャビティ面19を有する第1金型21と、成形品裏側9を成形するキャビティ面23を有する第2金型25とを型閉じ状態で、パリソン33を第1及び第2金型21,25で圧着するキャビティ面接近部31を設け、第2金型25のキャビティ面接近部31に、パリソン33を第1金型21のキャビティ面19に向けて加圧する加圧ブロック47を設ける。
(もっと読む)
コンテナを製造するための装置および方法
装置は、コンテナ(2)を得るためにプレフォーム(8)を膨張させるように配置されるブロー成形手段(4)を含む。前記ブロー成形手段(4)は、パンチ手段(7)と協働するダイ手段(9)を含み、装置は、前記プレフォーム(8)を得るようにプラスチックを圧縮成形するため、前記パンチ手段(7)と協働するさらなるダイ手段(5)を含む圧縮成形手段(3)をさらに含む。コンテナを製造するためのさらなる成形手段および方法もまた、開示される。 (もっと読む)
プリフォーム取出装置
【課題】プリフォームの移送中に姿勢を安定させて擦り傷が付きにくいプリフォームの取出装置を提供すること。
【解決手段】容器の前成形体として圧縮成形機2により形成されるプリフォーム12が圧縮成形機2からプリフォーム12の搬送コンベア3まで受け渡しされるプリフォーム取出装置1が設けられ、取出装置1は、回転アーム10によって回転可能なグリップユニット11に取付けられたプリフォーム12を支持するグリップ35を設け、グリップ35には回転半径方向へ進退可能にする手段を設けるとともに、回転アーム10に設けた揺動軸によって前記グリップを揺動可能にする手段を設け、プリフォーム12の回転軌道に一定区間追従させるように構成している。
(もっと読む)
1 - 20 / 44
[ Back to top ]