
Fターム[4F208LJ08]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品等の供給 (743) | 前段階の成形機からの直接供給 (102)
Fターム[4F208LJ08]の下位に属するFターム
Fターム[4F208LJ08]に分類される特許
1 - 14 / 14
ブロー型ユニット及びそれを用いたブロー成形機
【課題】 一対のブローキャビティと上げ底型とを一体としたブロー型ユニットの単位で金型交換が可能であって、さらに複数の上げ底型は、ブロー成形機本体側の昇降装置に固定する必要がないブロー型ユニット及びそれを用いたブロー成形機を提供すること。
【解決手段】 ブロー型ユニットは、第1,第2のブローキャビティ割型及び複数の上げ底型を有するブロー型と、型締め圧力を圧受けする第1,第2の圧受け板と、第1のブローキャビティ割型及び第1の圧受け板が固定される第1の固定板と、第2のブローキャビティ割型及び第2の圧受け板が固定される第2の固定板と、第1,第2の固定板の間に配置されて、複数の上げ底型を第1面に固定する第3の固定板と、第3の固定板の第1面と対向する第2面より垂直に延びる少なくとも一つの軸部と、第1,第2の固定板の一方に固定され、軸部を昇降案内する昇降案内ブロックと、第3の固定板の第2面より垂直に延びる昇降ロッドと、を有する。
(もっと読む)
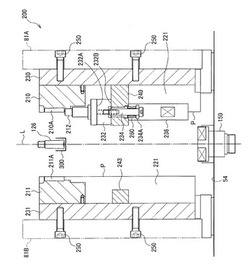
ブロー型ユニット、ブロー成形機及びブロー型ユニットの交換方法

【課題】金型交換途中の段階でブローキャビティ割型が型開きされても、上げ底型の落下防止対策を追加する必要がないブロー型ユニットを提供すること。
【解決手段】ブロー成形機の締め/型開装置により移動する第1,第2の型締め板とブロー成形機の昇降装置に連結されるブロー型ユニット200は、第1,第2のブローキャビティ割型210,211及び複数の上げ底型212を有するブロー型と、第1,第2の圧受け板220,221と、第1の固定板と第2の固定板と第3の固定板232と、第3の固定板の第2面より垂下された圧受けロッド234と、第1,第2の固定板の少なくとも一方に固定され、第1,第2のブローキャビティ割型の型閉じ時に第3の固定板が載置される載置部とを有し、圧受けロッド234は、昇降装置の昇降ロッド150に形成された嵌合部151に垂直方向にて嵌合される被嵌合部234Aを有する。
(もっと読む)
コンテナを製造するための装置
【課題】ペースト状のプラスチックから始まる、装置が制限された寸法を有するコンテナの製造のための装置の成形手段を提供する。
【解決手段】回転カルーセル(57)および該カルーセル(57)によって支持されかつ該カルーセル(57)に対して移動可能である複数の保持要素(71)を含む装置であり、該保持要素(71)がブロー成形手段(4)からコンテナ(2)を取り除くために成形される装置において、該装置が該保持要素(71)と関連する複数のさらなる保持要素(72)をさらに含み、該さらなる保持要素(72)が圧縮成形手段(5)にプラスチックの投与(37)を届けるように成形され、各々の該さらなる保持要素(72)が対応する保持要素(71)に固定される。
(もっと読む)
押出成形用ポリ乳酸含有ポリプロピレン樹脂組成物、その製造方法及びそれからなる押出成形体
【課題】優れた曲げ弾性率、耐熱性及び耐衝撃性と、優れた溶融張力を持ちブロー成形体などの押出成形体を容易に形成することができる押出成形用ポリ乳酸含有ポリプロピレン樹脂組成物、その製造方法及びそれからなる押出成形体を提供する。
【解決手段】下記成分(A)30〜89.5重量%、成分(B)0.1〜5重量%、成分(C)10〜50重量%及び成分(D)0.4〜15重量%を含有する樹脂組成物であって、MFR(230℃)5g/10分以下、曲げ弾性率1500MPa以上、190℃の溶融張力10g以上、熱変形温度80℃以上である押出成形用ポリ乳酸含有ポリプロピレン樹脂組成物など。
成分(A):MFR(230℃)10g/10分以下で曲げ弾性率1800〜2600MPaのポリプロピレン樹脂
成分(B):無水マレイン酸変性ポリオレフィン系樹脂など
成分(C):MFR(190℃)1〜7g/10分のポリ乳酸系樹脂
成分(D):エポキシ変性ポリオレフィン系樹脂
(もっと読む)
ジョイントブーツの製造方法
【課題】パリソンの加熱工程における温度ムラを低減して、蛇腹部の肉厚制御を容易にする。
【解決手段】大径側取付部3に対応する第1パリソン部分61と、小径側取付部4に対応する第2パリソン部分62と、両者を連結する非蛇腹状をなす第3パリソン部分63とを備えるパリソン6を射出成形した後、第3パリソン部分のみを径方向外方側からヒータ87で加熱し、その後、ブロー工程において蛇腹部5を成形するジョイントブーツの製造方法において、加熱工程で用いるヒータ87は、複数の発熱体89をパリソンの軸方向Xに並べて設けたものであって、ヒータ87と第3パリソン部分63との間の空間を軸方向Xで複数に区画する遮蔽板90を設ける。
(もっと読む)
圧縮成形装置及び圧縮成形方法
【課題】プリフォームのブロー成形時において、加熱装置による温度調整を軽減又は省略すること。
【解決手段】プリフォームの圧縮成形金型33におけるキャビティ金型34の測定熱移動量Qb’とスライドインサート金型36の測定熱移動量Qn’を計測し、これらの測定熱移動量比Qn’/Qb’を監視する。測定熱移動量比Qn’/Qb’が一定の範囲内になるように、監視することによって、ブロー成形時に加熱手段を必要としない。
(もっと読む)
ブロー型ユニット及びそれを用いたブロー成形機
【課題】別個の駆動装置に対してそれぞれ着脱可能な一対のキャビティ型と上げ底型とを一体化したブロー型ユニット及びそれを用いたブロー成形機を提供する。
【解決手段】ブロー成形機10の基盤72に取り付けられるブロー型ユニット300は、パーティング面同士を当接させる第1,第2のブローキャビティ割型62A,62Bと上げ底型63とを含むブロー型60を複数の有し、さらに、第1、第2のブローキャビティ割型をそれぞれ固定する第1の固定板310と、第2の固定板312と、固定板にそれぞれ固定する複数の第1の圧受板320と、固定板の間に配置されて、複数の上げ底型を第1面330Aに固定する第3の固定板330と、第3の固定板の第2面330Bより垂下された自由端部342B,344Bとする複数の軸部340(342,344)と、第3の固定板の下方にて、第1,第2の固定板にそれぞれ固定される複数の第2の圧受板330とを有する。
(もっと読む)
樹脂製容器、及び樹脂製容器の成形方法
【課題】底部のクレーズの発生が抑えられ、商品価値を維持することができる樹脂製容器、及び樹脂製容器の成形方法を提供する。
【解決手段】容器軸方向上端に位置する口部2と、この口部2から拡径された筒状の胴部4と、この胴部4の容器軸方向下端を閉塞する底部5とを備え、底部5に容器内方へ隆起する隆起部7が形成され、この隆起部7の外周側に起立状態で載置面Gに接触する環状の接地部8が形成された樹脂製容器1であり、この樹脂製容器1を構成するPETの固有粘度(IV)値を0.82(dl/g)以上とした。
(もっと読む)
溶融樹脂材料成形装置、溶融樹脂材料成形方法、多層プリフォーム用樹脂塊、および多層プリフォーム用樹脂塊を用いて成形された多層プリフォーム
【課題】圧縮成形された後に中間層用樹脂材料が均一に配置され、品質の良い多層プリフォームを製造することができる溶融樹脂材料成形装置を提供する。
【解決手段】溶融樹脂材料成形装置10は、多層プリフォーム用樹脂塊20を成形するものである。すなわち溶融樹脂材料成形装置10は、内外層用樹脂材料11を供給する第1樹脂材料導入路13と、中間層用樹脂材料12を供給する第2樹脂材料導入路14と、第1樹脂材料導入路13および第2樹脂材料導入路14に連通する排出口15とを備えている。このうち第1樹脂材料導入路13は、第2樹脂材料導入路14の外側に配置された外側通路13aと、第2樹脂材料導入路14の内側に配置された内側通路13bとからなっている。
(もっと読む)
プラスチック製品の製造方法及び製造装置
【課題】 設備費用を抑えながら、幅広い製品形状に対応できるプラスチック製品の製造方法を提供する。
【解決手段】 口型ホルダ28を装着した状態のインジェクション型12の内部に溶融した熱可塑性樹脂を射出することにより、口型ホルダ28と一体となるような状態でパリソン30成形し、次に、このパリソン30が硬化する前に、パリソン30と口型ホルダ28をインジェクション型12から離脱させ、このうちの口型ホルダ28を保持することによってパリソン30をインジェクション型12からブロー型52まで移送し、さらに、ブロー型52の入口部に口型ホルダ28を固定することによってパリソン30をブロー型52の内部に挿入状態で保持するとともに、パリソン30を密閉した状態で、パリソン30の内部にブローエアAを導入することにより、成形空間58に応じた形状の製品100を成形する。
(もっと読む)
ポリエステル樹脂プリフォーム又は容器の溶融成形方法
【課題】 ポリエステル樹脂容器の成形において、高価で容器の着色をもたらすメタキシリレン基含有ポリアミド樹脂のようなアルデヒド類低減剤を使用せずに副生物のアルデヒド類の生成を抑止する事を課題とする。
【解決手段】 ポリエステル樹脂を溶融成形するに際して、溶融成形機内の樹脂供給部12の側壁に開口部13を設け、開口部13を通じて樹脂供給部と樹脂溶融部を、減圧状態又は不活性ガス雰囲気状態による酸素濃度低減雰囲気状態にして、樹脂材料を供給し溶融してプリフォーム又は容器を成形する。
(もっと読む)
金型から成形物品を取り出す装置及び方法
成形プラスチック物品(26)を金型から取り出す射出成形方法及び装置。持上げ構造体及び/又は工程が、持上げ部(201)を設けられており、この持上げ部(201)は、持上げ方向に実質的に垂直な線に沿って成形プラスチック物品(26)の端部の少なくとも半分と接触すべく構成されている。成形プラスチック物品(201)は、それの端部によって持ち上げられるので、物品(26)は、それの内部において凝固させられている必要はなく、従って、金型からの物品のより早い取出しが、可能になり、サイクル時間が、短縮する。金型との緊密な封止部を形成して漏れを防止すべく、テーパ面(263)が、持上げ部(201)に対して鋭角を形成している。好適に、ネックリング(118a,118b)は、型開き行程の大半の間、成形プラスチック物品の外側円周方向部とのみ係合する。  (もっと読む)
(もっと読む)
プラスチックの物体を調整するための装置及び方法
プラスチック材料からなる予備成形品を調整するための装置が、回転タレット(20)からなり、その回転タレットは予備成形を挿入するための一群の調整キャビティ(22)を有し、その調整キャビティは、タレットの第1の側部(A)にある開口部及びタレットの第2の側部(B)にある開口部を部分的に通っている。第1の側部(A)上で開いている調整キャビティ(22)は、それらの長さ(L1)の一部分に渡って第2の側部(B)上に開くキャビティが並んで位置するように、配列されている。このやり方で、タレットはよりコンパクトになる。また、予備成形品を調整する方法も記載されている。  (もっと読む)
(もっと読む)
インモールドラベル容器およびその製造方法
【課題】成形加工コストが安く、また、熱湯などの高温の内容物を入れた時でも、手で持ちやすく、さらに、高い美粧性を有するインモールドラベル容器を提供する。
【解決手段】本発明は、容器の側壁となる筒状の外周壁と、該外周壁の内面に対して間隙を設けて連結された内周壁で形成された収容部とを備えた容器であって、前記外周壁の外面にラベルが一体的に形成されていることを特徴とするインモールドラベル容器およびその製造方法である。また、前記外周壁の外面に、リブ状突起が形成されていることを特徴とし、前記間隙に、前記外周壁の内面と前記内周壁の外面を連結する補強リブが形成されていることを特徴とする。
(もっと読む)
1 - 14 / 14
[ Back to top ]