
Fターム[4F208LN29]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形操作 (838) | 延伸方法、手段 (274) | 延伸条件 (42)
Fターム[4F208LN29]に分類される特許
21 - 40 / 42
射出延伸ブロー成形方法

【課題】 ホットパリソン方式の延伸ブロー成形として、射出成形したプリフォームの胴壁内の温度分布を、外部からの加熱によらずプリフォーム自体により、射出成形時の山形から緩勾配の傾斜形の温度分布に変えて、トップロード値が向上したボトルの延伸ブロー成形を可能とする。
【解決手段】 射出成形したプリフォームを高温状態で離型する。離型後のプリフォームの内側冷却を射出コアにより継続する。内側冷却を射出コアからプリフォームを離型して停止する。プリフォームを中空状態で放置する。放置時間をプリフォームの温度均し時間とする。プリフォームを外表面温度がピーク温度後の延伸ブロー成形温度に降下するまで維持する。その成形温度領域で薄肉の中空成形品の延伸ブロー成形を行う。
(もっと読む)
遮光性容器及びその製造方法

【課題】 ポリエステルの優れた特性を有しつつ充分な遮光性を得、且つ金型通りの形状
に容易にブロー成形でき、経済性及びリサイクル性に優れた遮光性容器及びその製造方法
を提供する。
【解決手段】 ポリエステル製のプリフォームを約100℃に予備加熱し、このプリフォ
ームをブロー成形機により短時間で再加熱して、プリフォームの外表面の温度を約160
℃、内表面の温度を約140℃に昇温させ、そのあと二軸延伸ブロー成形して、容器5の
少なくとも胴部3の側壁13の全厚みtの一部に球晶化部分14を生じさせ、可視光に対
する側壁13の全光線透過度40%以下に引き下げることで、上記の課題を達成できる。
(もっと読む)
二軸延伸ブロー成形方法
【課題】射出成形機を使用し成形設備が大掛かりでなく、成形された二軸延伸ブロー成形容器の品質が良好な二軸延伸ブロー成形方法を提供する。
【解決手段】射出成形機上で、順次、プリフォーム10を射出成形する第1工程と、成形したプリフォームを延伸温度に調整する第2工程と、ブロー成形用割型内で延伸温度に調整したプリフォームを縦方向へ延伸する第3工程と、縦方向へ延伸したプリフォームをブロー成形する第4工程と、成形された二軸延伸ブロー成形容器を取り出す第5工程とを同一ステーション内で行う。
(もっと読む)
軽量の延伸ブロー成形PETコポリマー容器およびそれを製造するためのプリフォーム
【課題】同じ材料から製造した標準的重量の延伸ブロー成形容器と同等、またはそれより優れた熱的特性および機械的特性の軽量延伸ブロー成形容器を生成できるようにする特定のフープ比および軸比の制限を有するプリフォームの設計を提供する。
【解決手段】約(12)から約(16)の全体的延伸倍率を有する延伸ブロー成形容器を製造するための射出成形プリフォームであって、全体的延伸倍率はフープ延伸倍率と軸延伸倍率の積であり、フープ延伸倍率が約5.6から約6.5であり、軸延伸倍率が約2.4から約2.7であり、プリフォームは、最大直径が65mmであり、高さが容器のフィニッシュの下から200mmあり、フープ延伸倍率が5.5であり、軸延伸倍率が2.6である500ml容器用に設計された25グラム重量のプリフォームを使用して、100℃および6.2バールで測定される約650から約800mlのフリーブロー容積を有するCGPETコポリマーを備える。本発明は、また、前記プリフォームから製造した延伸ブロー成形容器にも関する。
(もっと読む)
機械的特性およびサイクル時間を向上させた低IVのPET系コポリマープリフォーム、それにより作成した容器および方法
【課題】IVが低めでも、従来の高IV PETプリフォーム構成を使用して、プリフォームで容器を作成できるように、低い延伸倍率を有する低IV PETコポリマープリフォームを提供する。
【解決手段】低いIVを有し、エチレングリコールおよびジエチレングリコールからの反復単位を有するジオール成分、およびテレフタル酸およびナフタレンジカルボキシル酸からの反復単位を有する二酸成分を備えるPETコポリマーを備えるプリフォーム。ポリ(エチレンテレフタレート)コポリマー中に存在するジエチレングリコールおよびナフタレンジカルボキシル酸の総量は、約0.1モルパーセントから約2.8モルパーセント未満の量である。プリフォームは、容器の作成に有用であり、対応する方法が開示される。
(もっと読む)
耐熱性ポリエステル延伸成形容器及びその製造方法
【課題】 100℃以上の高温にも耐え得る、優れた耐熱性を有するポリエステル延伸成形容器を提供することである。
【解決手段】 少なくともポリエステル樹脂から成る層を有する延伸成形容器において、前記ポリエステル樹脂の130℃における等温結晶化の発熱量が最大値に達する時間が4.5乃至12分で、少なくとも胴部の動的粘弾性測定値がtanδ極大値が0.3以下、且つtanδ極大温度が115℃以下であることを特徴とする耐熱性ポリエステル延伸成形容器。
(もっと読む)
燃料電池用燃料カートリッジおよびその製造方法
【課題】液体燃料に対する耐食性に優れ、長期に亘って繰り返して使用した場合でも劣化や割れを発生せず優れた耐久性を発揮できる安価な燃料電池用燃料カートリッジおよびその製造方法を提供する。
【解決手段】燃料電池本体へ液体燃料を供給するカートリッジであり、液体燃料が充填されるカートリッジ容器が熱可塑性樹脂から成り、カートリッジ容器の成形時における延伸倍率が径方向で1.5倍以上であり、軸方向で1.2倍以上であることを特徴とする燃料電池用燃料カートリッジである。
(もっと読む)
一体型ハンドルを備えた容器の製造方法及びその方法によって製造される容器
本発明は、ハンドルを有する容器のブロー成形方法に関するものであり、
(i)予備成形物(2)を成形キャビティ内に導入し、延伸ロッドで予備成形物(2)を延伸する工程と、
(ii)第1のブロー工程中において、予備成形物(2)の内圧を上昇させ、前記成形キャビティ内で前記予備成形物(2)を膨張させる工程で、前記第1のブロー工程中の圧力が0.1MPa以上1MPa以下である工程と、
(iii)前記成形キャビティ内でつめ(3、4)を内向きに動かし、ハンドル領域において前記膨張する予備成形物(2)を前記つめ間で部分的に挟む工程と、
(iv)第2のブロー工程において、予備成形物(2)の内圧を引き続き上昇させ、これにより、前記予備成形物(2)が前記成形キャビティの限界まで膨張して容器を形成するよう、第2のブロー工程中の最大圧力が1MPa(10bar)を超える工程と、を含み、
前記つめ(3、4)の内向き動作は、第1のブロー工程中に完了する方法。  (もっと読む)
(もっと読む)
延伸ブロー成形によって容器を形成するプロセス、及びそのプロセスによって形成される容器
本発明は、成形キャビティ内で予備成形物を延伸し、ブロー成形することによって容器を形成するプロセスであって、
(i)前記成形キャビティに予備成形物を挿入し、延伸ロッドで前記予備成形物を延伸する工程、
(ii)ブロー工程において前記成形キャビティ内で前記予備成形物が伸張するように、前記予備成形物内部の圧力を上昇させる工程、
(iii)金型の内向き可動部によって、伸張する前記予備成形物を変形させるように、前記金型キャビティの内の少なくとも1つの金型部を内向きに移動させる工程、
を含み、
前記予備成形物の材料のガラス転移温度(Tg)が、前記成形キャビティの壁の温度よりも少なくとも10℃低い、プロセスに関するものである。
本発明は更に、熱可塑性ポリオレフィンの壁を備えた延伸ブロー成形容器であって、前記熱可塑性ポリオレフィンのガラス転移温度が30℃未満であり、容器の非対称度が少なくとも1.5である、容器に関するものである。
(もっと読む)
電子写真用シームレスベルトの製造方法
【課題】低コストで、工程数が少なく、多様性に優れたベルト状転写部材を提供し、また、転写ムラの程度が良好で、安定して回転し、蛇行による色ずれの少ない良好なカラー画像が得られる電子写真用シームレスベルトの製造方法を提供する。
【解決手段】複数の工程を有する電子写真用シームレスベルトの製造方法において、該プリフォーム内径と該延伸棒径の比M(mm)、射出容量(cm3)/射出速度(mm/sec)の比S及び該射出成形時の射出圧力P(MPa)が下記式(1)を満足することを特徴とする電子写真用シームレスベルトの製造方法。
4≦M×S×P≦400・・・(1)
1.1<M<3、1<S<15、1<P<15
M:プリフォーム径(mm)/延伸棒径(mm)
S:射出速度(mm/sec)/射出容量(cm3)
P:射出圧力(MPa)
(もっと読む)
ブロー成形品の仮想試作品形成用装置及び方法
プラスチックのプリフォームの加熱をシミュレートするための方法が提供される。プリフォーム幾何形状がプリフォーム設計プログラムに入力される。オーブン幾何形状及び少なくとも1つのオーブンにわたるプリフォームの空間位置が与えられる。加熱情報が与えられ、第1及び第2の加熱源の温度が計算される。プリフォーム幾何形状、プリフォームの空間位置、冷却空気の温度、及びプリフォームの材料の吸収スペクトルに基づいてエネルギー方程式が解かれる。最終的に加熱されたプリフォームの少なくとも1つの断面の温度特性が計算される。 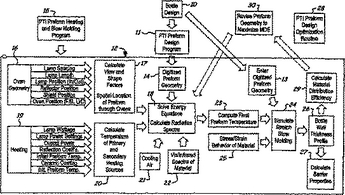 (もっと読む)
(もっと読む)
電子写真用シームレスベルトの製造方法及び、画像形成装置
【課題】 一次延伸時に使用される延伸棒を特定の形状、機能をもたせること、また、金型内の空気圧調整を行うことにより凹み発生を防ぎ、寸法精度に優れ、耐久画像特性に優れた、電子写真用シームレスベルト、の製造方法および電子写真用シームレスベルトを提供する。
【解決手段】 熱可塑性樹脂混合物を射出成形することによって、プリフォームを形成する工程と、形成されたプリフォームを加熱する工程と、プリフォームを金型内で延伸棒によって1次延伸する工程と気体を吹き込むことによって2次延伸する工程を有する射出延伸ブロー成形法により製造される電子写真用シームレスベルトにおいて、該プリフォームを一次延伸する該延伸棒の先端部径aと胴径bの比a/bが1.2以上2.5以下であることを特徴とする電子写真用シームレスベルトの製造方法。
(もっと読む)
ポリエステル樹脂からなる扁平容器
【課題】 ブロー成形により得られるポリエステル樹脂扁平容器において、扁平容器を特定化し特性を付与して、扁平容器における特有の機械的な強度や耐熱性などの向上を図り、耐熱性などの物性に優れた扁平容器を実現せしめる。
【解決手段】 ポリエステル樹脂をブロー成形した扁平容器であって、長径と短径の比である扁平比が1.3以上であり、容器の胴部の最大肉厚部と最小肉厚部の肉厚比が1.6以下であり、容器の胴部の最大延伸部と最小延伸部における95℃引張り試験での伸びの差が150%以下であり、さらに容器の胴部の結晶化度が30%以上であり、容器の胴部の最大延伸部と最小延伸部におけるTMA無荷重変化量の差が75℃と100℃において500μm以下であることを特徴とするポリエステル樹脂扁平容器。
(もっと読む)
増強された機械的特性および延伸比を有する「PETコポリマー」組成物、それで製造された製品および製法
エチレングリコールからの反復単位を有するジオール成分および非エチレングリコールのジオール成分およびテレフタル酸からの反復単位を有する二酸成分および非テレフタル酸の二酸成分を含んで成る「PETコポリマー」を含んで成るプレフォームから容器を製造する。非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量はポリ(エチレンテレフタレート)コポリマー中に約0.2モルパーセント〜約2.2モルパーセント未満までの量で存在する。容器は飲料を充填するのに有用であり、対応する方法が開示される。 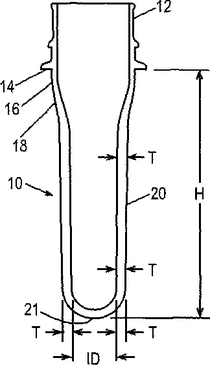 (もっと読む)
(もっと読む)
電子写真用シームレスベルトの製造方法
【課題】転写ムラを発生させることがなく、優れた耐久性を有する電子写真用シームレスベルトを提供する。
【解決手段】熱可塑性樹脂混合物を射出成形することによって、プリフォームを形成する工程と、形成されたプリフォームを加熱する工程と、プリフォームを金型内で延伸棒によって1次延伸する工程と、金型内で気体を流入することによって2次延伸する工程を有する電子写真用シームレスベルトの製造方法において、1次延伸する工程における延伸棒による延伸を、2次延伸する工程において流入させる気体の圧力の一定割合の圧力の気体を流入させながら行い、延伸棒の移動速度と延伸棒が移動を開始してから気体を流入させるまでの時間との積を一定の範囲に制御する。
(もっと読む)
ブロー成形でのエアの再利用
本発明は、熱塑性プラスチック製の容器を成形するための方法および装置に関する。加熱されたプリフォームを低圧エア供給部からの低圧ブローエアの供給により前ブローし、それに続く高圧ブローエアの供給により仕上げブローし、そしてブローが完了した容器から流出する高圧ブローエアを、切り替え過程中に切り替え装置を介して低圧エア供給部に供給する。そして、低圧エア供給部領域で圧力監視を行い、切り替え過程後に容器を大気圧に対して排気する。そのとき低圧エア供給部の圧力コントロールを、切り替え過程継続時間を変えることにより行う。  (もっと読む)
(もっと読む)
メタロセンプロピレンポリマー組成物からの延伸ブロー成形容器
メタロセン触媒を用いて製造したプロピレン組成物を含む延伸ブロー成形した容器であって、当該ポリマー組成物は:A イソタクチック指数が約80%を超える、プロピレンのホモポリマー、又は1.0wt%までの少なくとも1種のエチレン及びC4−C10α−オレフィンを含有するプロピレンのミニランダムコポリマーを、25.0wt%〜75.0wt%;及びB プロピレンとエチレン及びC4−C10α−オレフィンから選択される少なくとも1種のオレフィンとのランダムコポリマーであり、約0.3〜約30wt%の前記オレフィンを含有し、イソタクチック指数が約60%を超えるランダムコポリマーを、25.0wt%〜75.0wt%を含み、ここで、プロピレンコポリマー組成物が1〜50の溶融流量及び3.5よりも小さい分子量分布を有する。 (もっと読む)
チーグラー−ナッタプロピレンポリマー組成物からの延伸ブロー成形容器
チーグラー−ナッタ触媒を用いて製造され、
(A)約80%を超えるアイソタクチックインデックスを有する、プロピレンのホモポリマー又はエチレン及びC4〜C10−α−オレフィンの少なくとも1種を1.0重量%以下含むミニランダムコポリマー25.0重量%〜65.0重量%;及び
(B)プロピレンと、エチレン及びC4〜C10−α−オレフィンから選択される少なくとも1種のオレフィンとのランダムコポリマーであって、該オレフィン約0.3〜約30重量%を含み、60.0%を超えるアイソタクチックインデックスを有するランダムコポリマー35.0重量%〜75.0重量%;
を含み、1〜25のメルトフローレート及び3.5を超える分子量分布を有するプロピレンポリマー組成物を含む延伸ブロー成形容器に関する。
(もっと読む)
改良された赤外線昇温速度を有する透明なポリプロピレン系延伸ブロー成形容器を製造する方法
以下の工程:すなわち、(I):(A)(i)エチレンおよびC4−C10α−オレフィンのうちの少なくとも1種を1.0重量%以下含むプロピレンのホモポリマーまたはミニランダムコポリマー;(ii)プロピレンと、エチレンおよびC4−C10α−オレフィンから選択される少なくとも1種のオレフィンとのランダムコポリマー;および(iii)それらの混合物から選択される約1〜約50のメルトフローレートを有するプロピレンポリマーと;(B)プロピレンポリマーの重量を基準として約1〜約l000ppmの少なくとも1種の放射熱吸収剤とを含むプロピレンポリマー組成物を成形し、それによって、プリフォームを形成する工程;および、(II)該プリフォームを延伸ブロー成形する工程;その場合、熱は赤外放射によって供給され、得られる容器は25.0%未満のヘーズ値を有する、を含む透明な射出延伸ブロー成形された容器を製造する方法。 (もっと読む)
射出延伸吹込成形機及び方法
【課題】射出成形されたプリフォームを吹込ステーションにおいて延伸する際に、前記プリフォームを多段階に分けて延伸させるようにして、該プリフォームの温度分布や肉厚が不均一であっても、均一な肉厚の最終成形品を成形することができ、加熱ステーションを必要としないようにする。
【解決手段】固定金型13が取り付けられる射出金型支持装置と、可動金型が取り付けられる吹込金型支持装置と、射出用コア型及び吹込用ガイドを備え、前記射出金型支持装置と前記吹込金型支持装置との間に配設される中間型支持装置とを有し、射出成形によって成形された中間成形品に延伸吹込成形を行って最終成形品を成形する射出延伸吹込成形機10であって、前記中間成形品を多段階に分けて延伸させる制御装置を有する。
(もっと読む)
21 - 40 / 42
[ Back to top ]