
Fターム[4F208MC05]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 熱成形の金型による区分 (644) | ダイヤフラム(加圧バッグ)を用いるもの (16)
Fターム[4F208MC05]に分類される特許
1 - 16 / 16
真空成形のレギュレータバッグ

【課題】反復可能かつ調節可能な、発泡ブランクの熱成型の制御方法を提供する。
【解決手段】成形ブランク16を変形させるための真空成形装置40が開示される。本装置40には、金型22、及び、金型22に隣接して配設された少なくとも1つのレギュレータバッグ42が含まれる。レギュレータバッグ42には、外部及び第1の体積を有する内部を備えた密封バッグ、及び、レギュレータバッグ42の内部から外部へ規定された通路が含まれる。その通路は、レギュレータバッグ42が1つの収縮速度を有するように構成され、これにより、密封バッグの外部が一定の減圧下にある間、密封バッグが一定時間を経て第1の体積から第2の体積へ収縮する。また、本装置40には金型に結合された真空膜46も含まれ、真空膜46は、成形ブランク16、及び、少なくとも1つのレギュレータバッグ42を封入する真空空間48を形成するように構成される。
(もっと読む)
水圧又は蒸気圧を用いた成型方法及び成型装置

【課題】本発明は、金型内で均一な高圧状態を短時間内で誘導することができる水圧又は蒸気圧を用いた成型方法及び成型装置を提供することを目的とする。
【解決手段】本発明は、水圧又は蒸気圧発生器;及び前記発生器と連通された金型を含む成型装置の金型内に被成型体を固定する段階;前記水圧又は蒸気圧発生器で水圧又は蒸気圧を発生させ、これを前記金型に注入する段階;及び、前記水圧又は蒸気圧によって発生される圧力を用いて、金型に固定された被成型体を成型する段階を含む成型方法、及びこれに用いられる成型装置に関するものである。本発明の方法及び装置によると、既存の真空成型技法などでは具現することが難しかったアンダーカット部位や、繊細な成型が必要とされる部分の成型が可能であり、成型後の厚み偏差や白化現象などの問題が発生する点も解決することができる。
(もっと読む)
水圧又は蒸気圧を用いた成型方法及び成型装置
本発明は、水圧又は蒸気圧発生器;及び前記発生器と連通された金型を含む成型装置の金型内に被成型体を固定する段階;前記水圧又は蒸気圧発生器で水圧又は蒸気圧を発生させ、これを前記金型に注入する段階;及び、前記水圧又は蒸気圧によって発生される圧力を用いて、金型に固定された被成型体を成型する段階を含む成型方法、及びこれに用いられる成型装置に関するものである。本発明の方法及び装置によると、既存の真空成型技法などでは具現することが難しかったアンダーカット部位や、繊細な成型が必要とされる部分の成型が可能であり、成型後の厚み偏差や白化現象などの問題が発生する点も解決することができる。 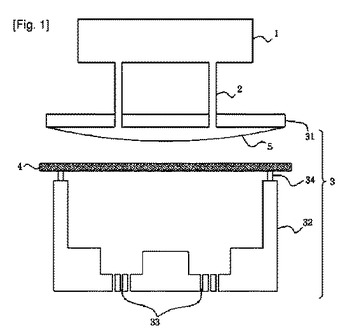 (もっと読む)
(もっと読む)
内装材の製造方法
【課題】本発明は、内装材の製造方法であって、凹状の形状をした基材の凹内部に、浮きやしわがないように表皮材を貼付する方法を提供する。
【解決手段】本発明は、基材支持型21と、型表面14及び型表面可変部材16を備える表皮材支持型22と、を用い、基材支持型21と表皮材支持型22とを互いに近接させることで、基材11に対する表皮材12の貼着を行う工程において、表皮材支持型21の型表面可変部材16により、型表面14を基材支持型21側に部分的に突出させる工程と、当該型表面14に支持された表皮材12を基材11の凹底面に先当りさせる工程と、その先当りの後、基材11の凹形状に沿って型表面14が変形することで、表皮材12を基材11の凹内面に沿って当接させる工程と、当接の後に、当該表皮材12の基材11に対する貼着を行う工程と、を含むことを特徴とする。
(もっと読む)
金型を使う成形品の製造方法および金型装置
本発明は、金型を使用して成形品を製造する方法および金型装置を対象とする。本発明に係る方式は、耐圧性の高いフレーム(1)、およびフレーム内に配置される加圧筐体(6)を含み、加圧筐体において金型が高い圧力および温度に囲繞される。高温を利用することで、オートクレーブを使った後処理を行わなくてすむ。本製造技術に適した複数の下部分を加圧筐体(6)の下部分として配設可能であり、この場合、本発明に係る方式を用いて、プラスチック成形技術として知られ真空成形金型や射出成形金型などに用いられる技術を、圧縮成形技術によって製造される成形品および金型に適用する。 (もっと読む)
積層パネルの組立及び成形
積層パネルを組み立て且つ成形する方法が提供される。中間部材が積層台に設置され、積層台の中間部材上に一連の層を載置することによって、積層体が組み立てられる。その後、中間部材及び積層体が積層台から取り外されて成形面に配置される。その後、積層成形パネルを形成するために積層体の形状を変化させる態様で、積層体が中間部材を介して成形面に対して押し付けられる。最後に、積層成形パネルが中間部材から取り外される。この結果、積層台は、組立中、可撓性のある中間部材を支持することができ、積層体が自動処理によって組み立てられるように、比較的平らにされることができる。 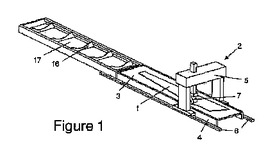 (もっと読む)
(もっと読む)
装飾部材およびその製造方法
【課題】安価でありかつ意匠性に優れる装飾部材およびその製造方法を提供すること。
【解決手段】装飾部材を、透明層1と、透明層1の後面側に形成されている第1加飾層2および第2加飾層3で構成し、第2加飾層3を樹脂を含むフィルム体で構成するとともに、第1加飾層2を透明層1の後面の一部に直接形成し、第2加飾層3を第1加飾層2および透明層1の後面全面に積層形成する。第1加飾層2を透明層1に直接形成することで、透明層1に対する第1加飾層2の位置ズレを抑制し、第2加飾層3を第1加飾層2および透明層1の後面全面に積層形成することで、第1加飾層2と第2加飾層3との見切り部の位置ズレを抑制する。
(もっと読む)
少なくとも2つのプレプレグ層を備える積層板からのFCパリソンの製造方法及びこの方法を実施するための製造装置
本発明は積層板(40)から少なくとも2つのプレプレグ層を有する繊維強化複合材料プリフォームを製造するための方法、及びこの方法により繊維強化複合材料要素を製造するために半製品を変形する製造装置に関する。方法は、運動機構により型枠に対して移動自在な第1の挟持装置(16)に積層板(40)の少なくとも1つの第1の端部区域(44)を挟持し、且つ第1の端部区域の反対側に位置される積層板(40)の第2の端部区域(44)を別の挟持装置に挟持する工程と、第2の挟持装置(17)に対して第1の挟持装置(16)により、挟持装置間に位置される積層板(40)の領域を横断して引張応力(F)を作用させると同時に第1の挟持装置(16)を所定の位置まで第2の挟持装置から離間する方向に移動させる工程とを含む。所定の位置において、丸みを帯びた表面領域(58、59)は、その長手方向にて視認されるように、第1の挟持装置(16)及び第2の挟持装置(17)の間にて積層板(40)に湾曲部を形成する。  (もっと読む)
(もっと読む)
被成形材の成形方法
複合部品の製造における被成形材を成形する製造方法に関するものである。その方法は、雄型の上に、前記雄型の頂部の上に位置する第1の部位及び該雄型の片側に突き出す第2の部位とを有する前記被成形材と隔壁を載置する工程と、前記隔壁の全域に亘って圧力差を与え、前記圧力差を与える際に前記雄型を超えて前記隔壁を広げることにより、前記雄型の側部に前記被成形材の第2の部位を接触させて次第に変形させる工程を有する。前記隔壁は、該隔壁の平面内で5MPa超の引張係数を有する。任意に、支持膜は、前記被成形材の対向する側部に載置しても良い。支持膜が使用される場合において、前記隔壁は、該隔壁の平面内で、支持膜の平面内における剛性よりも大きい剛性を有する。  (もっと読む)
(もっと読む)
形状部品の製造方法
本発明はL型断面形状の形状部品(31,32)又はT型断面形状の結合形状部品(43)の製造方法に関する。複合繊維材料からなるレイアップ体(1)を成形ツール(3)上に載置する。好ましくはU型断面形状(21)で且つ両端部にブック現象が生じた形状体(16)を形成するように成形ツールによってレイアップ体を変形する。2つの形状部品(31,32)を製造する為に形状体を長手方向(26)に沿って切断する。本発明の思想は、レイアップ体の層(2a,2b,2c)が変形工程の間においてシフトすることを許容し、その後に切断処理によって形状部品に略直角な面取り端部(24,25)を形成することである。レイアップ体にシワが形成されたり、レイアップ体に対して複雑な締結処理を行うという不都合を防止できる。 (もっと読む)
袋状クッション製造用内型膨張式成形装置。
【課題】壺状又は椀状の型を外型とし、空気の注入により膨張する風船状の膨張袋を内型として、袋状クッションを成形する成形装置を提供する。
【解決手段】碁笥を外型とし、風船状の膨張袋を内型にして、外型と内型のあいだに、クッション材を挟み込み、風船状の膨張袋を膨張させて、外型に圧着させて、外型の内側の形状、即ち、袋状のクッションを成形することを特徴とする袋状クッション成形装置並びに、袋状クッションを入れた碁笥。
(もっと読む)
プリプレグの折曲成形装置及びその折曲成形方法
【課題】積層厚の厚いものを含むプリプレグの折曲成形に際して、加温時間や折曲成形時間の延長化に起因するランニングコストの上昇を生ぜしめることなく、安定した品質を得るようにする。
【解決手段】凸型治具4及びリフタ7a,7bに配設されたヒータ8の上面にプリプレグWを載置し、このプリプレグWとともに当該プリプレグWが載置された凸型治具9及びリフタ7a,7bの上部を真空バッグ9で覆って、この真空バッグ9を箱型治具2のフランジ2d,2eに止着する。そして、真空バッグ9で覆われたところに形成される空間11とこの空間11に連通する空間12とからなる密閉空間に対し真空引きし、ヒータ8に通電してプリプレグWの、リフタ7a,7bに載置された部分を規定の温度にまで加温して軟化させる。軟化させた後、リフタ7a,7bをそれぞれ降下させて折曲成形すると、プリプレグWの折曲部にしわが生じない成形品が得られる。
(もっと読む)
真空成形型および真空成形方法
【課題】 アンダーカット形状を賦形する部位の大きさや位置による制約を受けないで、成形素材としての表皮材を所定のアンダーカット形状に確実に成形することができ、表皮材を基材と確実に密着させることができる真空成形型および真空成形方法を提供する。
【解決手段】 突出部21を形成したキャビティ型20の側面に溝22を形成し、溝22内に伸縮性のチューブ25を配設する。突出部21を挿入するようコア30に窪み部31を形成し、型閉めで溝22と対向する窪み部31の側部に断面凹形状のアンダーカット成形部32を形成する。型閉め状態でチューブ25に圧縮空気を注入してチューブ25を膨張させ、表皮材43をアンダーカット成形部32内に押圧してアンダーカット形状を確実に賦形して、コア型30に載置した基材44のアンダーカット部44aと密着させる。
(もっと読む)
プラスチック積層体の製造方法及びプラスチック積層体
【課題】本発明は、大型プラスチックミラー等の高精度なプラスチック積層体の製造方法及びプラスチック積層体に関する。
【解決手段】プラスチック積層体製造装置1は、プラスチック積層部材12にラミネートされている中間部材13のみを軟化変形させた状態で、プラスチック基材11でプラスチック積層部材12を下型部材6の鏡面8に押圧して、プラスチック積層部材12を、プラスチック基材11と密着一体化させるとともに、鏡面8の形状に補正加工するが、このとき、プラスチック基材11の裏面を、シリコーン樹脂等の弾性部材であるバックアップ部材9を介して上型部材7と接触させている。したがって、プラスチック基材11の裏面と上型部材7との間の隙間を無くして完全に密着した状態で上型部材7でプラスチック基材11を加圧することができ、鏡面8を忠実に転写することができる。
(もっと読む)
成形バッグ保持具
【課題】 真空成形に用いる二分割構成された成形バッグを保持する保持具で、バッグ下部とバッグ上部とのセッティングと固定とを容易にする。
【解決手段】 成形バッグの周縁部を支持する枠を有する本体10と、本体に架設されており、成形バッグ内の型を支持する型受ベルト21,22と、を備えており、成形バッグの周縁部に複数の孔が開設され、各孔ごとに対応して本体にボス18が設けられており、各ボスを各孔に挿入することで、成形バッグを本体にセッティングする。
(もっと読む)
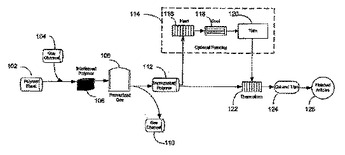
ガス含侵ポリマーから熱成形された製品を製造する方法
固体状態法は、ガス含浸を利用して、熱可塑性材料の熱成形を向上させる。ガスが可塑化性である場合、物品は熱成形のためにそのガスにより可塑化される。いくつかの態様において、本発明は、ガス曝露の間に溶解されるガスを高レベルにすることにより、熱成形の前又は熱成形の間にポリマーを発泡させることを提供する。発泡は、ガス圧力から減圧すると自発的に進行し得る。あるいは、ポリマーシート(112)をポリマーのガラス転移温度付近か又はそれを超える温度まで加熱することにより、発泡が向上され、それにより、熱成形の間に可塑化された発泡ポリマーが製造される。ポリマーが発泡していない対象物が望まれるときは、ガス飽和した物品をガス圧力の下で熱成形することにより、発泡を抑制してもよい。この方法は、従来法により発泡させた物品を含む、予め発泡させてある物品の熱成形性能を向上するために使用してもよい。いくつかの態様においては、加熱することなく成形できるように、ポリマーを十分に可塑化する。ポリマーの可塑化は可逆的である。
 (もっと読む)
(もっと読む)
1 - 16 / 16
[ Back to top ]