
Fターム[4F209PQ02]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 付属装置 (2,661) | 成形用ローラ (672) | 加熱、冷却手段を有するもの (74)
Fターム[4F209PQ02]に分類される特許
21 - 40 / 74
硬化樹脂フィルムの製造方法

【課題】光学部材等に用いるために充分光沢度が低い樹脂フィルムを効率よく製造することができる硬化樹脂フィルムの製造方法、光散乱性フィルム、遮光性フィルム、及び、該遮光性フィルムを備えるレンズユニットを提供する。
【解決手段】硬化性樹脂組成物から形成される硬化性樹脂膜3の少なくとも一方の表面に、転写により表面凹凸形状を形成し、硬化性樹脂膜3を硬化させて硬化樹脂フィルムを製造する方法であって、該製造方法は、表面凹凸形状を形成するための鋳型フィルム4を用い、硬化性樹脂膜3と鋳型フィルム4とを積層した状態で加圧及び加熱をする工程を有する硬化樹脂フィルムの製造方法である。
(もっと読む)
構造化表面を有するフィルム及びその作製方法
フィルム、及び生産方法であって、フィルム(4)は、結晶質ポリラクチドを含むものであり、フィルムは連続しており、ツールロールの構造化表面のネガインプリントの形状の構造を備えるエンボス加工された構造化表面(5、6)を有し、エンボス加工された構造化表面の構造は最高130℃までの温度でのフィルムの加熱の際に保持されるよう機能する(function)。  (もっと読む)
(もっと読む)
エンボスシートの製造装置およびエンボスシートの製造方法

【課題】転写率および生産性の高いエンボスシートの製造装置およびその方法を提供すること。
【解決手段】エンボスロール300は、外周表面にエンボスパターンが形成された回転ドラム310と、回転ドラム310の両側に取り付けられたシールリング320と、回転ドラム310およびシールリング320を支持する長手状の支持部材330と、回転ドラム310の内部で支持部材330に固定された加熱手段としての加熱装置340と、回転ドラム310の内部に貯められた冷却手段としての冷却オイル350と、冷却オイル350を循環させる循環装置360と、を備えている。
(もっと読む)
結晶性樹脂からなる賦型フィルム
【課題】結晶性樹脂製の透明性に優れ耐熱性を有する賦型フィルムを賦形性良く、製造する技術を提供する。
【解決手段】表面に規則的な形状を有する結晶性樹脂からなる賦型フィルムであり、該フィルムは、20℃/minの昇温速度にてDSCにて測定した結晶化度が50%以下であり、200℃、3分間の加熱後白化しないことを特徴とした賦型フィルム。
(もっと読む)
超撥水性材料及びその製造方法
【課題】全体が均一な撥水性を有する超撥水性材料、及び該超撥水性材料を簡単な工程で効率良く低コストで製造する方法を提供する。
【解決手段】軟化温度以上に加熱したフッ素樹脂基材の表面に熱転写により100〜8000メッシュの網目模様を形成することにより、水との接触角が140〜179°である超撥水性材料を製造する。
前記網目模様は、線径が1〜100μmで、目開きが0.1〜100μmの金網を直接フッ素樹脂材料の表面に熱転写することが好ましい。
(もっと読む)
光ナノインプリント方法及び装置
【課題】板状の型を湾曲させたロール型を用いた光ナノインプリントの生産性を改善し、且つ型固定方法に起因する凹凸間の非成形部を低減する光ナインプリント装置を提供する。
【解決手段】ロール型13、紫外線ランプ14を備え、ロール型13は、回転可能なシリンダ14と、シリンダ14の外周面に配列された微細凹凸パターン形成用の板状型13a,13b,13cを有し、板状型13a,13b,13cは、シリンダ14の周方向に延在しシリンダの外周径と一致する円弧に湾曲された一定の幅と、シリンダ14の軸と平行する方向に延在する長さを有し、板状型13a,13b,13cの幅方向の一端にシリンダ14の半径方向へ突出する係合部13g,13h,13iが板状型の長手方向に延在して設けられ、シリンダ14に設けた係合溝14a,14b,14c各板状型の係合部を係合することで各板状型をシリンダに装着する。
(もっと読む)
偏肉樹脂シートの製造方法および製造装置
【課題】成形時の幅方向の厚さ分布が大きい樹脂シートを製造した際に、反りや歪みのない樹脂シートの製造方法及び製造装置を提供する。
【解決手段】溶融した樹脂をダイ12からシート状に押し出す押出工程112と、押し出した樹脂シート14を型ローラ16とニップローラ18とでニップして偏肉成形しながら冷却して固化する成形冷却工程と、型ローラ16から剥離した樹脂シートを徐冷する徐冷工程116と、を備え、成形冷却工程112及び徐冷工程116前の少なくとも一方において、樹脂シート14の幅方向の温度分布が均一となるように、噴霧ノズル30が設けられた液体噴霧手段で液体を吹き付けて樹脂シートを冷却する噴霧冷却工程を有するようにする。
(もっと読む)
微細形状転写シートの製造方法
【課題】プレート板やニップロール及び緩衝材による傷がつかず、これらの表面粗さがシート状の樹脂基材に転写することなく微細形状が転写でき、さらに成形時のひずみによる平面性悪化を好適に抑制できる微細形状転写シートの製造方法を提供すること。
【解決手段】微細形状転写シートの製造方法は、微細形状が表面に形成された金型3の表面にシート状の樹脂基材2を供給した後、加熱された状態のシート状の樹脂基材を、加圧部材により金型に押圧し、シート状の樹脂基材の表面に微細形状を転写する微細形状転写シートの製造方法であって、加圧部材により押圧されるシート状の樹脂基材の非成形面側に保護フィルムが積層されており、該保護フィルムが基材層と粘着層との2層積層体を含み、該粘着層が該シート状の樹脂基材に面しており、該2層積層体の粘着層側から測定した弾性率が130MPa以下であることを特徴とする。
(もっと読む)
セル状構造体の製造方法、セル状構造体及び対応する装置
互いに取り付けられた熱可塑性材料の複数のシート(101)で形成されたセル状のハネカム構造体を製造するための方法であって、起伏領域(2a及び3a)が各シートに設けられ、各自由なシート(101b)は、予め間に取り付けられた異なる複数のシートによって形成された中間ブロック(21)の隣接しているシート(101a)と一緒に取り付けられ、この取り付けは、レーザ光源で、この自由なシートとこの隣接しているシートとの接触している少なくとも所定の平面領域(3a及び2b)を、前記複数のエンボスの軸線に平行な連続ライン(L)に沿って溶接することによって行われる。 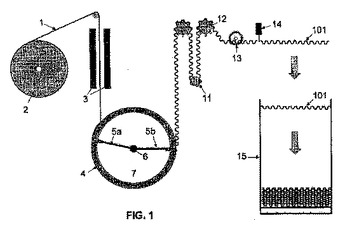 (もっと読む)
(もっと読む)
凹凸付き基板およびその製造方法ならびにパターン転写装置
【課題】太陽電池や発光装置用として好適な微細凹凸付き基板において、ポリイミド樹脂表面に凹凸パターンを形成する際に発生しやすいボイドやピンホールを抑制した凹凸付き基板とその製造方法を提供する。
【解決手段】本発明に係る凹凸付き基板の製造方法は、ポリイミド前駆体を含有する樹脂材料を長尺状の薄板表面に塗布する塗布工程と、塗布した前記樹脂材料を加熱処理する第1の加熱工程と、前記樹脂材料に凹凸形状転写用モールドを当接して加熱押圧する工程と、加熱押圧した前記凹凸形状転写用モールドを前記樹脂材料から剥離する工程と、前記凹凸形状転写用モールドを剥離した後の樹脂材料を加熱する第2の加熱工程とを含んでいることを特徴とする。
(もっと読む)
離型フィルムの製造方法
【課題】環境問題に対処することのできる安価な離型フィルムの製造方法を提供する。
【解決手段】金型により成形品を成形する際、金型に挿入される離型フィルム10の製造方法であって、ポリエステル系エラストマー100重量部に対してシリコーンゴムを1.0〜20.0重量部添加して溶融混練することにより成形材料を調製し、この成形材料により離型フィルム10を成形し、この成形した離型フィルム10を、圧着ロール22・24、金属ロール23、及びこれら22・23・24の下流に位置する巻取管26の間に巻きかけて張架するとともに、離型フィルム10を圧着ロール22と金属ロール23とに挟持させる。
(もっと読む)
転写樹脂シートの製造方法
【課題】転写ロールの表面形状を精度よく、速やかに転写しうる転写樹脂シートの製造方法を提供する。
【解決手段】加熱溶融状態でダイから連続的に押し出された連続樹脂シートを、第一押圧ロールと第二押圧ロールとの間で挟み込んで前記第二押圧ロールに密着させた状態で前記連続樹脂シートを冷却させ、その後に前記第二押圧ロールと該第二押圧ロールに隣接する転写ロールとの間で挟み込むことで、該転写ロールの表面形状を連続樹脂シートに転写する転写樹脂シートの製造方法であって、前記転写ロールと密着する面の連続樹脂シートの表面温度が前記連続樹脂シートの樹脂のビカット軟化点より20℃〜60℃高い温度である。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】転写型の表面形状を精度よく、速やかに転写して、効率よく表面形状転写樹脂シートを製造し得る方法を提供することを目的とする。
【解決手段】本発明は、樹脂を加熱溶融状態でダイから連続的に押し出して連続樹脂シートを製造するシート製造工程と、連続樹脂シートと送出しロールにより連続的に送出される転写型とを第一押圧ロールと第二押圧ロールとで挟み込む押圧工程とを含み、上記押圧工程は、転写型を、連続樹脂シートと、第一押圧ロールまたは第二押圧ロールとの間に挟み込む第1工程と、転写型と連続樹脂シートとを密着させて搬送させる第2工程と、転写型を連続樹脂シートの表面温度がビカット軟化点以下の状態で連続樹脂シートから剥離する第3工程とを含み、転写型は、有機材料で構成されていることを特徴とする表面形状転写樹脂シートの製造方法に関する。
(もっと読む)
針状体の製造方法
【課題】生産性が高く結晶性樹脂よりなる針状体を製造するのに適した針状体製造方法を提供することを目的とする。
【解決手段】本発明の針状体製造方法は、樹脂を結晶化し、結晶化された該樹脂を針状体形状に成形することを特徴とする。本発明の構成によれば、あらかじめ結晶化された樹脂に対して成形を行うため、結晶化のために金型を一定時間保持することがないこととなり、微細な構造体が熱で変形すること抑制し、成形工程のスループットを向上させることが出来る。
(もっと読む)
製造設備の温度を制御する装置及び方法
【課題】高速で連続運転できるフィルム、ウェブ等の製造に供する、ロールの温度をゾーン制御するための方法及び装置を提供する。
【解決手段】装置12は、第一の温度の表面32を有するロール30と、ロール30の表面32の少なくとも一部に隣接して配置されたベルト70とを備える。ベルト70は、接触領域Cにおいてロール表面32に接触し、ロール30の第一の温度と異なる第二の温度を有して、ここでロールが回転する時に、接触領域C内において、ベルト70が、ロール30の表面32の少なくとも一部に温度変化の影響を及ぼす。
(もっと読む)
微細モールド及びその製造方法
【課題】微細な凹凸パターン自体に歪みを発生させることなく、微細な凹凸パターンを忠実に転写可能な微細モールドを提供する。
【解決手段】ロール2と、このロール2の外周面に内周面が接する緩衝筒3と、この緩衝筒3の外周面に内周面が接し、外周面に微細な凹凸パターン4aが形成されたスタンパ筒4とを有し、緩衝筒3は、スタンパ筒4より、線膨張係数が大きく、弾性率が小さい。
(もっと読む)
ナノインプリントシートの製造装置および製造方法
【課題】ロールの外周面の凹凸パターンを高い精度で樹脂シートに転写でき、特に凹凸パターンのピッチがサブミクロン領域のナノインプリントシートを高い生産性で製造できるナノインプリントシートの製造装置を提供する。
【解決手段】本発明のナノインプリントシートの製造装置1は、凹凸パターン10bが形成された外周面10aの一部に樹脂シートAが巻き付けられて密着するインプリントロール10と、樹脂シートAのインプリントロール10に密着し始める部分を加熱するための加熱機20と、インプリントロール10の外周面10aに密着した樹脂シートAを剥離させる剥離ロール40とを具備し、インプリントロール10の外周面10aに密着した樹脂シートAに、外側から冷風または冷水を吹き付ける冷却機30をさらに具備する。
(もっと読む)
光学シートの製造方法及び光学シート
【課題】エンボス形状の高い転写精度を得つつ樹脂シートのアモルファス状態を維持できる結晶性樹脂を含む熱可塑性樹脂からなる光学シートの製造方法を提供する。
【解決手段】表面にエンボス加工が施されたアモルファス状態の透明結晶性樹脂シートからなる光学シートの製造方法であって、表面にエンボス形状が形成された金属製エンボスベルト13を加熱ロール11と冷却ロール12に巻装し、エンボスベルト13上で樹脂シート10をそのガラス転移温度以上の温度でエンボス加工を施した後、樹脂シート10をそのガラス転移温度よりも低い温度に急冷してエンボスベルト13から剥離する。これにより、樹脂シート10に対する形状転写性を維持しつつ、樹脂シート10が結晶性樹脂である場合でもその過度の結晶化による白化を阻止できる。
(もっと読む)
微細構造シート製造方法及び装置
【課題】表面に規則的な微細凹凸パターンを正確に形成することができる微細構造シート製造方法及び装置を提供する。
【解決手段】基材シートWの表面に紫外線硬化樹脂Rを塗布し、パターンローラ30に密着させて、紫外線を照射することにより、基材シートWの表面に微細凹凸パターンを転写形成する場合において、ニップ点における紫外線硬化樹脂の粘度を10mPa・s以上、100mPa・s以下にするとともに、パターンローラ30に対する紫外線硬化樹脂の接触角を40°以下にする。これにより、ニップ時にパターンローラ30の各凹部に空気が入り込むのを防止でき、パターンローラ30の表面に形成された凹凸の形状を正確に基材シートに転写することができる。
(もっと読む)
微細凹凸パターンの転写方法及び転写箔
【課題】レリーフホログラム、回折格子等に係る微細凹凸パターンを忠実かつ連続的に熱可塑性樹脂フィルムの表面に賦型できるようにした微細凹凸パターンの転写方法と、それによって得られる微細凹凸パターン形成フィルムを一部に具備してなる転写箔の提供を目的とする。
【解決手段】熱可塑性樹脂フィルムの表面に平板状の賦型原版をその微細凹凸パターンが設けられている面が密接するように重ね合わせた状態にしながら、これらを複数のローラーによって支持されながら移動する一対の耐熱性搬送ベルトの間に挟みつけて圧着させながら搬送させると共に、その過程で、加熱手段により加熱することにより賦型原版の微細凹凸パターンを熱可塑性樹脂フィルムに賦型せしめた後、冷却手段により冷却し、しかる後に賦型原版と熱可塑性樹脂フィルムの圧着状態を解放して分離し、賦型原版の微細凹凸パターンを熱可塑性樹脂フィルム面に転写・形成する。
(もっと読む)
21 - 40 / 74
[ Back to top ]