
Fターム[4F210QG08]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | 予備成形品(延伸対象成形品)及びその製造 (4,516) | その他特殊な形状のもの (11)
Fターム[4F210QG08]に分類される特許
1 - 11 / 11
スリット入り収縮チューブ、ワイヤハーネス、および、スリット入り収縮チューブの製造方法
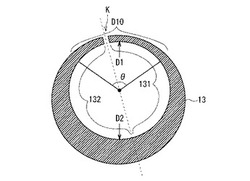
【課題】先通しでなくとも使用できる収縮チューブであって、良好な被覆性能を有するものを提供する。
【解決手段】成形材料を押し出し成形してチューブを成形し、得られたチューブを加熱した上で拡張させる。ここで、チューブを加熱する際にチューブの周方向に沿った加熱温度を偏らせて相対的に高温で加熱される高温加熱領域を形成することにより、拡張されたチューブにおいてチューブの長手方向の全体にわたって延在する薄肉部を形成する。そして、拡張されたチューブの薄肉部に、チューブの長手方向の全体にわたって延在するスリットを形成して、スリット入り収縮チューブ13を得る。
(もっと読む)
延伸光学フィルムの製造方法

【課題】高効率であって、且つ、延伸されたフィルムの幾何学的性状(例えば厚み)及び光学的特性(例えば面内方向のレターデーションRe)が、面内において均一である延伸光学フィルムの製造方法を提供する。
【解決手段】長尺の延伸前フィルムを複数の把持子で把持して移動させることにより、前記延伸前フィルムをその長手方向及び幅方向に同時に延伸することを含む、延伸光学フィルムの製造方法であって、前記延伸に供する前記延伸前フィルムの総厚み又は前記延伸前フィルムを構成する層のうち一層以上の層の厚みが、前記幅方向において、前記延伸前フィルムの端部より中央部のほうが薄い厚み勾配を有する、延伸光学フィルムの製造方法。
(もっと読む)
熱可塑性樹脂製フィルムの製造方法
【課題】ポリ塩化ビニル、ポリオレフィン等の熱可塑性樹脂、特に溶融粘度が高く溶融伸びの低い樹脂をフィルムを製造するための材料として用いた場合でも、膜厚精度の高いフィルムを製造する方法を提供する。
【解決手段】熱可塑性樹脂を含むフィルムを製造する方法であって、該方法は、熱可塑性樹脂を含有する材料であって、一対の対向する平らな部分を有する材料1を、前記熱可塑性樹脂が溶融している状態で一対のロール2の間に供給する工程と、前記一対のロール2で前記一対の平らな部分をあわせて圧延することにより、前記平らな部分同士を融着させて、一枚の一体化したフィルムを形成する工程とを有し、前記ロール2に供給される材料1が、平らな部分を有する2枚の別々のフィルム、または端辺部が接続部によって連結された一対の対向する平らな部分を有する1枚の扁平な筒状のフィルムである方法。
(もっと読む)
高靱性ポリオレフィンシート
圧伸による引き続く加工により高靱性、高配向ポリオレフィンシートを形成するのに適した、凝集した事実上最高密度のポリオレフィンを製造する方法であって、下記を含む該方法:
a)計量した量のポリオレフィン粉末を、2つの逆方向に回転する加熱したカレンダーロールの間のニップに供給し;
b)該粉末を、ポリオレフィンシートの凝集した最高密度のシートが生成するまで該ニップを通して圧延し;そして
c)凝集したポリオレフィンシートが一旦、該ニップを出ると、該ニップ内の温度を調節して、特定の靱性及び伸長性を得る。かかる方法を行うための装置もまた記載される。かかる方法は、別個の費用のかかる圧縮ステップの必要性を除くだけでなく、高い融解熱を有する高靱性、高配向ポリオレフィンシートを製造するための従来の工程に従って圧伸する準備ができた、凝集したポリオレフィンシートを生成する。
(もっと読む)
生分解性形状保持材料
【課題】本発明の目的は、成形体を構成する成分がいずれも生分解する安全な材料であり、物性安定性に優れ、かつ小さな力で変形、造形でき、しかも力を除いた後はその変形ないし造形を維持することができる生分解性形状保持材料を提供することにある。
【解決手段】乳酸系脂肪族ポリエステル(A)に対し、添加剤(B)を含む樹脂組成物を延伸することにより得られる生分解性の形状保持材料であって、該添加剤(B)が、アスパラギン酸またはこはく酸イミド骨格を主体とするセグメント(b−1)、および乳酸系脂肪族ポリエステルを主体とするセグメント(b−2)を有する樹脂であり、かつ前記樹脂組成物を少なくとも一軸方向に延伸したことを特徴とする生分解性形状保持材料。
(もっと読む)
微細なシェルによるハニカム構造体の製造方法
【課題】
独立した微少凹部を密に設けた第1基板の上面にハニカム材を塗布して薄いハニカム材層を形成し上記凹部を密閉して密閉空間にする第1工程と、
上記密閉空間内のガスを膨張させて上記ハニカム材を延伸させることで薄くて細長い無数のシェル(中空体)を一定方向に形成する第2工程と、
上記ハニカム材を乾燥させる第3工程とからなる、微細シェルによるハニカム構造体の製造方法について、
アスペクト比が5以上の微細シェル(中空体)によるハニカム構造体を製造できるように、上記微細シェルの膨張延伸工程を工夫すること。
【解決手段】
上記第1工程と第2工程と第3工程とからなる微細なシェルによるハニカム構造体の製造方法について、上記凹部が形成された面を重力の作用方向に向けた状態で、ハニカム材による塗布層を形成するとともに上記密閉空間内のガスを膨張させてハニカム材を延伸させ、さらに、ハニカム材を乾燥させること。
(もっと読む)
シートの製造方法及び加工装置
【課題】精度の高い延伸加工を施すことができ、高い伸縮特性及び強度を有するシートを製造可能なシートの製造方法及びそれに使用されるシートの加工装置を提供すること。
【解決手段】本発明のシートの製造方法は、互いに噛み合う歯溝20、30が回転軸方向に沿うように周面部に設けられた一対のロール2、3を回転させ、それらの噛み合い部分に基材シート10を供給し、基材シート10に延伸加工を施す工程を具備している。そして、一対のロール2,3を基材シート10の流れ方向に複数配置して基材シート10に延伸加工を繰り返し施すと共に、各対のロールの噛み合い部分に、基材シート10の流れ方向に張力を加えながら該基材シート10を供給する。
(もっと読む)
樹脂補強ネットおよびその製造方法
【課題】拘束バンドを切断して拘束を解除した後も種別が一目で確認できる樹脂補強ネットの提供。
【解決手段】帯状の樹脂原反11に所定形状の孔12を所定のパターンで開口させ、次いで長手方向に延伸してなる樹脂補強ネットであって、種別を示すマーク5a、5bを表面に付してなることを特徴とする樹脂補強ネット、および帯状の樹脂原反11に所定形状の孔12を所定のパターンで穿孔するとともに種別を示すマーク5a、5bを付し、次いで樹脂原反を長手方向に沿って延伸することを特徴とする樹脂補強ネットの製造方法。
(もっと読む)
シートの加工装置及びシートの製造方法
【課題】シートに高い延伸倍率で延伸加工を施すことができるシートの加工装置を提供すること。
【解決手段】本発明のシートの加工装置1は、周面部に互いに噛み合う歯溝を有する一対のロール2、3を備え、これらのロール2、3が回転されているときにその噛み合い部分に供給されたシート10に加工を施す装置である。各ロール2、3における隣接する歯20、30どうしのピッチが1.0mm〜5.0mm、前記各歯20、30の幅が前記ピッチの1/2未満、且つ前記歯20、30の高さが隣接する歯のピッチである。ロール2、3の歯20、30の噛み合いの深さが1.0mm〜歯の高さまでであることが好ましい。
(もっと読む)
射出延伸成形法とその金型
【課題】射出成形法に延伸を加えることにより、(1)0.15mm薄肉の成形品の成形、(2)分子配向による強度アップ、(3)金型代の低廉化、薄肉によるコストダウン、が可能となる金型、成形法を提供する。
【解決手段】 射出成形機を用い、一例として容器(コップ)で説明すると、先ず成形品1(原成形品)を成形し、完了と同時に金型を開き、成形品の底面10をコア−61で押さえ、側面部を確実に延伸させる周辺縁12、フランジ押さえプレ−ト22,コア−固定板23,コア−62により金型後退力を利用して延伸することによって、薄肉とする、また成形品底面10、成形品側面を更に薄肉とするためにコア−61を前進させる、と同時に適温度を選択して延伸する事により分子配向が起こり、強度アップを計ることが出来る、又(図1)に示すように金型は簡単構造であり、薄肉のためコストダウンに寄与する。
(もっと読む)
構造化表面を有する一軸配向物品
構造化表面を有する一軸配向物品が記載されている。物品は以下の寸法関係を有する。(a)本体の厚さ(Z’)対幾何学的特徴の高さ(P’)の比が少なくとも約2であり、または(b)本体厚さ対特徴高さの比(Z’:P’)が少なくとも約1でありおよび特徴高さ対特徴の離間距離の比(P’:FS’)が少なくとも約1であり、または(c)本体厚さ対特徴高さの比(Z’:P’)が少なくとも約1でありおよび特徴ベース幅対特徴の離間距離の比(BW’:FS’)が少なくとも約1であり、または(d)本体厚さ対特徴ベース幅の比(Z’:BW’)が少なくとも約3であり、または(e)本体厚さ対特徴ベース幅の比(Z’:BW’)が少なくとも約1でありおよび特徴高さ対特徴の離間距離の比(P’:FS’)が少なくとも約1であり、または(f)本体厚さ対特徴ベース幅の比(Z’:BW’)が少なくとも約1でありおよび特徴ベース幅対特徴の離間距離の比(BW’:FS’)が少なくとも約1であり、または(g)特徴ベース幅対特徴上部幅の比(BW’:TW’)が少なくとも約2でありおよび特徴ベース幅対特徴の離間距離の比(BW’:FS’)が少なくとも約1である。 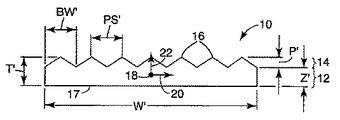 (もっと読む)
(もっと読む)
1 - 11 / 11
[ Back to top ]