
Fターム[4F210QM04]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | ローラ延伸に特有の装置、操作 (356) | 部品、付属装置、補助操作 (186) | 特殊な表面層を有するローラ (42)
Fターム[4F210QM04]の下位に属するFターム
凹凸表面を有するもの (19)
表面層の材質 (12)
Fターム[4F210QM04]に分類される特許
1 - 11 / 11
透湿性及び防水性を有するフィルム、並びにその製造方法
【課題】生分解性を有し、バイオマス度が高く且つ柔軟性の高い、透湿性及び防水性を有するフィルムを提供すること。
【解決手段】ポリ乳酸と、無機フィラーとを含む、透湿性及び防水性を有するフィルムであって、上記フィルムが、第1の方向にそれぞれ平行な高延伸領域(H1)及び低延伸領域(L1)を、第1の方向と直交する方向に交互に有し、上記フィルムが、15〜30mmの範囲の剛軟度を有し、そして上記フィルムが、2000〜4000g/m2/24時間の範囲の透湿度を有することを特徴とする上記フィルム。
(もっと読む)
偏光フィルムの製造方法

【課題】十分な製品幅を確保しつつ、良好な光学特性を有した偏光フィルムを製造する方法を提供する。
【解決手段】ポリビニルアルコール系フィルム10を膨潤処理、染色処理、ホウ酸処理、洗浄処理、乾燥処理の順に処理する工程の前または工程中に一軸延伸を行う偏光フィルムの製造方法において、前記ホウ酸処理工程で2つのニップロール30、30’間の周速差を利用して一軸延伸を行うにあたり、前記ポリビニルアルコール系フィルム10の搬送方向の上流側および下流側にそれぞれ配置された2つのニップロール30、30’間の上流側から前記ニップロール間距離の1/3を過ぎた以降に、スポンジゴム製のガイドロール2を配置したものである。
(もっと読む)
偏光フィルム製造用ニップロールおよび偏光フィルムの製造方法
【課題】 ポリビニルアルコール系フィルムの切断を抑制することができる耐久性に優れた偏光フィルム製造用ニップロール、およびこれを用いる偏光フィルムの製造方法を提供する。
【解決手段】 ニップロールの少なくとも表面が、カーボンブラックを含有しかつ過酸化物で加硫したEPDMを主成分とするゴム層である。ポリビニルアルコール系フィルムを膨潤処理、染色処理、ホウ酸処理、水洗処理および乾燥処理の順に処理し、該処理工程のうち膨潤処理、染色処理およびホウ酸処理工程の前、および/または膨潤処理、染色処理およびホウ酸処理のうち少なくとも1つの処理中に、フィルム搬送する2つのニップロール間に周速差を付与してフィルムを延伸して偏光フィルムを製造する方法において、前記ニップロールが使用される。
(もっと読む)
固体状態でフィルムを長手方向に延伸するための方法およびその方法を実施するための装置
熱可塑性フィルム材料(20)を長手方向に配向するための方法および装置が、長手方向延伸ゾーン(9、10)の上流に幅縮小ゾーンを備え、それを介して、ネッキングなしに長手方向延伸を可能にするようにフィルムの幅が徐々に縮小される。幅縮小ゾーンは、材料をひだ付けするために噛み合う溝または円板を備える少なくとも2組のひだ付けローラ(7、1)を備える。前記下流(1)ローラは、
a)波形のピッチが、頂部の中央から各隣接する頂部の中央まで測定して、20mm以下であり、
b)頂部の中央から各隣接する頂部の中央まで波形ローラ表面に沿って測定された周長を、前記ピッチで除したものが、1.10から1.80の間の範囲内にあり、
c)前記ミニローラの直径が、波形の頂部で測定して、最高で前記ピッチの4倍である大きさによって規定されるミニローラを含む。好ましくは、1対のミニローラの組が、往復運動マウントでフィルムの両側に配置され、一方のミニローラ次いで他方のミニローラの周りでフィルムが交互に巻き付くことを可能にする。該方法は、特にポリエチレンおよびポリプロピレンフィルムについて、高い引張強さ、降伏点、引裂伝播に対する抵抗、および破壊抵抗の達成を可能にする。 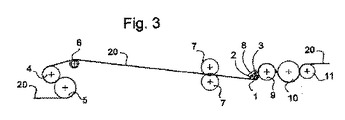 (もっと読む)
(もっと読む)
二軸延伸ポリアミドフィルムの製造方法
【課題】縦延伸機の延伸ロール上でのフィルムの滑りを抑制でき、かつ、連続製膜時でも均一押圧可能なニップロールを用いて、フィルム表面に擦り傷が発生しにくく、延伸斑が小さい(厚みの均一性に優れた)二軸延伸ポリアミドフィルムを効率的に製造する方法を提供する。
【解決手段】ポリアミド溶融樹脂膜を回転式冷却ロールで冷却固化して得た未延伸ポリアミドフィルムを逐次二軸延伸する方法において、ロール方式縦延伸機の延伸ロール上で使用するニップロールの表層を構成する弾性体の硬度が65〜85°で表面粗さ[Ra]が0.3〜1.0μm、アクロン磨耗量が0.01〜0.40cc/1000回であることを特徴とする二軸延伸ポリアミドフィルムの製造方法である。
(もっと読む)
ポリイミドフィルム及びその製造方法
【課題】長尺にわたって表面に欠点およびスリ傷の無い表面品位に優れたポリイミドフィルムを提供する。
【解決手段】フィルム表面上に存在する、粗さ0.1μm以上かつ面積0.2mm2以上の欠点の数が1000m2あたり30個以下であり、粗さ0.1μm以上かつ幅1μm以上のスリ傷の数が100m2あたり1個以下であるポリイミドフィルムであり、ポリアミド酸を含んでなるゲルフィルムを、搬送ロールを用いて延伸した後に熱処理するに際し、搬送ロールとして、フッ素樹脂層からなるロール表面を有し、該表面の中心線平均粗さが0.03〜0.55μm、最大粗さが4.0μm以下、 水接触角が80度以上であるロールを用いることにより製造できる。
(もっと読む)
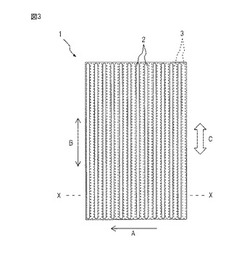
熱可塑性樹脂フィルムの縦延伸方法及び装置
【課題】加熱炉を利用した長スパン型の縦延伸方法であっても、延伸後のフィルムのスジバリが発言することのない熱可塑性樹脂フィルムの縦延伸方法及び装置を提供する。
【解決手段】熱可塑性樹脂フィルムを加熱炉18内に通過させながら該加熱炉18の入口位置19と出口位置20に設けられた一対の延伸用ローラ16、17の周速差で引っ張ることにより長手方向に延伸する熱可塑性樹脂フィルムの縦延伸方法であって、前記熱可塑性樹脂フィルムの延伸が終了する延伸終了位置Xよりも加熱炉18内の下流側においてのみ、前記熱可塑性樹脂フィルムを複数のパスローラ24に接触させることを特徴とする熱可塑性樹脂フィルムの縦延伸方法。
(もっと読む)
フィルムの延伸方法及び延伸フィルム
【課題】光学用部材として用いられるフィルムを、効率よく縦延伸して提供する。
【解決手段】熱可塑性樹脂よりなるフィルムを熱風炉3において非接触で加熱しつつ、該フィルムの移動方向8に連続的に延伸し、該フィルム7の延伸工程後に、該フィルム7の幅方向に曲率を有し、上流側の曲率が下流側の曲率よりも小さいローラ11,12を用いてのシワ伸ばし工程を行い、引き取り工程に至る。
(もっと読む)
配向させたポリマーストリップの製造方法
半結晶性ポリマーからなる配向ストリップの製造方法であって,前記ポリマーからなるフィルムが延伸時にそれぞれの線速度v1及びv2で移動する二点間の長さLにおいて長手方向に延伸され,v1,v2及びLが,(v2−v1)/L>0.22s−1の基準を満たすことを特徴とする方法。 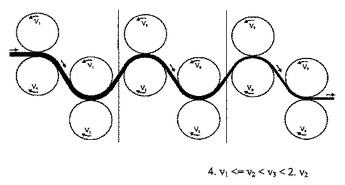 (もっと読む)
(もっと読む)
樹脂ネットの製造方法及び樹脂シート
【課題】 ロールによる延伸後に延伸幅方向のピッチ間隔がほぼ等間隔になる樹脂ネットの製造方法及び樹脂シートを得る。
【解決手段】 樹脂シート材10に複数の孔12を貫通形成し、孔12における孔縁部同士の幅方向(矢印WS方向)の間隔Dが一定で、孔幅Wが幅方向中央に比べて幅方向両側で広い延伸加工用の樹脂シート11を成形する。次に、周速が異なるロール間で樹脂シート11を幅方向(矢印WS方向)に直角な方向に延伸する。これにより、延伸後に延伸幅方向(矢印WS方向)のピッチ間隔がほぼ等間隔になる。
(もっと読む)
フィルムウェブを長手方向に引き抜く方法及び装置
【課題】
【解決手段】本発明は、速度V1にて駆動される少なくとも1つの被駆動ローラ2と、V1<V2である、速度V2にて駆動される少なくとも1つの第二の被駆動ローラ3とを備える、熱可塑性プラスチックで出来たフィルムウェブを引き抜く装置に関する。ローラ2、3は、2つのローラ2、3の間に引き抜き空隙4が具体化されるよう順次に、配置されている。引き抜き空隙4内にて長手方向に引き抜く間、フィルムウェブの幅が実質的に維持されるようフィルムウェブの両端縁を機械的に把持する幅維持装置が引き抜き空隙4内に配置されている。本発明は、上記装置によって引き抜いたフィルムを長手方向に引き抜く方法に更に関する。 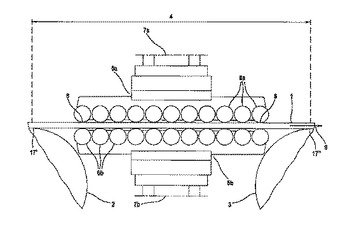 (もっと読む)
(もっと読む)
1 - 11 / 11
[ Back to top ]