
Fターム[4F210QM05]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | ローラ延伸に特有の装置、操作 (356) | 部品、付属装置、補助操作 (186) | 特殊な表面層を有するローラ (42) | 凹凸表面を有するもの (19)
Fターム[4F210QM05]に分類される特許
1 - 19 / 19
ラビングローラ及び配向フィルムの製造方法
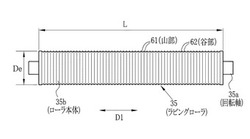
【課題】ラビング処理における異物の発生を防止する。
【解決手段】配向層となる高分子膜が層設されていない長尺のポリマーフィルム32を搬送し、このポリマーフィルム32の一方のフィルム面32aをラビングローラ35により擦ってラビング処理を行う。ラビングローラ35は、周面が金属からなる。ラビングローラは、ローラ本体35bと、このローラ本体35bの断面円形の中心に設けられた回転軸35aとを備える。ローラ本体35bの周面には、回転軸35aの長手方向に沿って山部61と谷部62とが交互に形成されている。山部61と谷部62とは、それぞれ略周方向に延びている。山部61のピッチPmは10μm以上500μm以下の範囲である。
(もっと読む)
逐次二軸延伸フィルムの製造方法
【課題】広幅で高倍率の場合にネックダウン量が不安定になりやすく、ネックダウン変化量を抑えるためにエッジ厚みを上げると、端部でのニップ力が上がるが、口金にてエッジ厚みを厚くしフィルム形状因子αを上げた場合、エッジの予熱が十分に出来ず、延伸時にフィルムが配向結晶化してしまい横延伸工程で破断してしまうが、このような問題を解決する逐次二軸延伸フィルムの製造方法を提供する。
【解決手段】フィルムエッジにエンボス加工を施すエンボス工程、ロール式の縦延伸工程をこの順に有することを特徴とする、逐次二軸延伸フィルムの製造方法。
(もっと読む)
透湿性及び防水性を有するフィルム、並びにその製造方法

【課題】生分解性を有し、バイオマス度が高く且つ柔軟性の高い、透湿性及び防水性を有するフィルムを提供すること。
【解決手段】ポリ乳酸と、無機フィラーとを含む、透湿性及び防水性を有するフィルムであって、上記フィルムが、第1の方向にそれぞれ平行な高延伸領域(H1)及び低延伸領域(L1)を、第1の方向と直交する方向に交互に有し、上記フィルムが、15〜30mmの範囲の剛軟度を有し、そして上記フィルムが、2000〜4000g/m2/24時間の範囲の透湿度を有することを特徴とする上記フィルム。
(もっと読む)
光学フィルムの製造方法
【課題】非晶性の熱可塑性樹脂からなるフィルムをロール縦延伸する光学フィルムの製造において、予熱ロールへの融着によるフィルムの破断や段状の面状欠陥(段ムラ)、延伸ムラのない平滑なフィルムを提供する。
【解決手段】非晶性の熱可塑性樹脂からなるフィルムを表面粗さRaが0.1〜0.5μmの予熱ロールを含む複数の予熱ロールを有するロール縦延伸装置で縦延伸する。
(もっと読む)
固体状態でフィルムを長手方向に延伸するための方法およびその方法を実施するための装置
熱可塑性フィルム材料(20)を長手方向に配向するための方法および装置が、長手方向延伸ゾーン(9、10)の上流に幅縮小ゾーンを備え、それを介して、ネッキングなしに長手方向延伸を可能にするようにフィルムの幅が徐々に縮小される。幅縮小ゾーンは、材料をひだ付けするために噛み合う溝または円板を備える少なくとも2組のひだ付けローラ(7、1)を備える。前記下流(1)ローラは、
a)波形のピッチが、頂部の中央から各隣接する頂部の中央まで測定して、20mm以下であり、
b)頂部の中央から各隣接する頂部の中央まで波形ローラ表面に沿って測定された周長を、前記ピッチで除したものが、1.10から1.80の間の範囲内にあり、
c)前記ミニローラの直径が、波形の頂部で測定して、最高で前記ピッチの4倍である大きさによって規定されるミニローラを含む。好ましくは、1対のミニローラの組が、往復運動マウントでフィルムの両側に配置され、一方のミニローラ次いで他方のミニローラの周りでフィルムが交互に巻き付くことを可能にする。該方法は、特にポリエチレンおよびポリプロピレンフィルムについて、高い引張強さ、降伏点、引裂伝播に対する抵抗、および破壊抵抗の達成を可能にする。 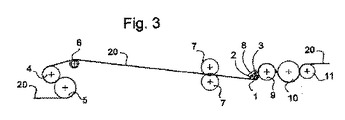 (もっと読む)
(もっと読む)
ロール状光学フィルム及びロール状光学フィルムの製造方法
【課題】リターデーションムラが良好で、光学性能を均一に確保することができ、かつ、皺やブラックバンドの発生を防止することのできるロール状光学フィルム及びロール状光学フィルムの製造方法を提供する。
【解決手段】ロール状光学フィルムは、膜厚方向のリターデーション値(Rt値)が40以上であって、幅方向中央部に巻き取り方向に沿ってナーリング加工が施されている。
(もっと読む)
延伸シートの製造方法
【課題】 本発明は、塩化ビニル系樹脂などとの接着性に優れており、雨樋などの建材に好適に用いることができる延伸シートの製造方法を提供する。
【解決手段】 本発明の延伸シートの製造方法は、一対のロール1〜4を一組のロール対A、Bとして二組のロール対A、Bの間に熱可塑性樹脂シートCを配設し、一方のロール対Aよりも他方のロール対Bの外周の線速度を大きくすることによって熱可塑性樹脂シートCを上記二組のロール対A、B間においてロール延伸して延伸シートを製造する延伸シートの製造方法において、他方のロール対Bを構成している一対のロール3、4のうちの少なくとも一方のロールの表面に凹凸を形成して延伸シートの表面に凹凸を転写することを特徴とする。
(もっと読む)
長さ方向に対して角度をなして延伸されているポリマーフィルムの製造のための方法および装置
柔軟なチューブ状のフィルム(10)が螺旋状に切断されて平坦なストリップにされる。これはタンブリング巻出機(1)により平坦な形態でチューブ状のフィルムが巻出され、平坦なフィルムチューブがチューブエクスパンジョンゾーン(17)へ進み、ここで平坦なチューブが円筒状のチューブに膨張され、膨張されたチューブの直径よりも若干小さい外径を有する中空マンドレル(14)の上を軸方向に通過し、ナイフ(18)により螺旋状に切断され、平坦なストリップとされ、マンドレルの軸と角度をなして回収される。平坦なチューブは、タンブリング巻出機により振動される延伸ローラー(107−112)により長さ方向に延伸される。装置はさらにマンドレルから引き出された後に螺旋状に切断されたフィルムストリップに、タンブリング延伸ローラーにより加えられた配向を安定化するための安定化手段を含む。 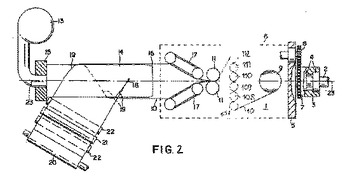 (もっと読む)
(もっと読む)
二軸延伸ポリアミドフィルムの製造装置
【課題】二軸延伸ポリアミドフィルムの製造装置において、温水槽におけるガイドローラーとポリアミドフィルムとの間のすべりを防ぐことにより、二軸延伸ポリアミドフィルムを操業性よく生産できるようにする。
【解決手段】ポリアミド樹脂からなる未延伸シートを二軸延伸工程の前に調湿処理するための温水槽が設けられる。温水槽には、未延伸シートが掛けられるガイドローラー11が設けられる。ガイドローラー11の表面に格子状パターンで溝14が設けられる。
(もっと読む)
織物の特性を示すフィルム材料、その製造のための方法および装置
熱可塑性高分子材料から作られたフィルム材料が加工され、直線的に伸びる領域(A)、およびそれと結合される直線的に伸びるウエブ(B)を含み、該ウエブ(B)と該領域(A)はそれぞれ配向され、領域(A)の主配向方向は(A)が伸びる方向と角度(V)を為し、該ウエブ(B)は、一連の直線状の畝溝(C)を含み、該畝溝は(A)が伸びる方向と(V)より大きな角度(U)を形成する。新規なフィルムを成型する方法は、配向されたフィルムを1ペアの互いに噛み合う第一の溝が彫られたローラーを通し、フィルムを主初期配向の方向に冷延伸し、ペア中の溝が彫られたローラーの少なくとも1つは、領域(A)とウエブ(B)との間に明瞭な区分を形成するに十分鋭い端を有し、延伸によりウエブ(B)を形成し、より少なく延伸するかまたは延伸し内で領域(A)を形成する。好ましくは少なくとも1つのローラーは波打った形状表面のクレストを有する。 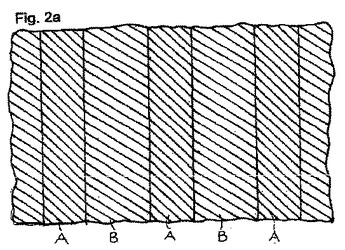 (もっと読む)
(もっと読む)
環状オレフィン系樹脂フィルム及びその製造方法
【課題】未延伸の中間ベースフィルムの脆性を改善し、安定して環状オレフィン系樹脂フィルムを製造できる方法を提供する。
【解決手段】環状オレフィン系樹脂を押出し温度230〜260℃、溶融粘度が500〜3000Pa・Sでフィルム状に押出機14でダイ16から溶融押出し、溶融押出されたフィルム12Aをキャスティングすると同時に分子配向処理し、フィルム12Aを巻取機26で巻き取る。次いで、送出機32からフィルム12Bを送出し、縦延伸部34及び横延伸部40でフィルム12Bを延伸して、レターデーションを発現させて光学フィルム12Cを製造する。
(もっと読む)
ポリイミドフィルム及びその製造方法
【課題】長尺にわたって表面に欠点およびスリ傷の無い表面品位に優れたポリイミドフィルムを提供する。
【解決手段】フィルム表面上に存在する、粗さ0.1μm以上かつ面積0.2mm2以上の欠点の数が1000m2あたり30個以下であり、粗さ0.1μm以上かつ幅1μm以上のスリ傷の数が100m2あたり1個以下であるポリイミドフィルムであり、ポリアミド酸を含んでなるゲルフィルムを、搬送ロールを用いて延伸した後に熱処理するに際し、搬送ロールとして、フッ素樹脂層からなるロール表面を有し、該表面の中心線平均粗さが0.03〜0.55μm、最大粗さが4.0μm以下、 水接触角が80度以上であるロールを用いることにより製造できる。
(もっと読む)
熱可塑性樹脂バンド
【課題】バンドを梱包機で使用する際に、粉発生量を抑制可能なシボ形状を有する熱可塑性樹脂製バンドを提供する。
【解決手段】熱可塑性樹脂を押出成形してなるバンド基材1が長手方向に延伸されると共に、その表裏両面に互いに斜交する方向に多数の平行凸条11が形成された熱可塑性樹脂バンドであって、互いに斜交する方向の平行凸条11によってひし形状に形成される斜交部分13の面積が比較的小面積化され、前記小面積化は、凸条11の両側面を形成する傾斜面14とバンド基材1の表面とがなす傾斜角度αをそれぞれ120〜150°とすることによりなされるように構成すれば、斜交部分13が平坦化されやすくなるので、梱包機3で使用する際に摩擦が低減されて粉の発生を抑えられ、梱包機3の梱包不良が起こり難くなる。
(もっと読む)
ポリアミド延伸フィルムおよび製造方法
【課題】ガスバリア性、耐ピンホール性、柔軟性、耐衝撃性に優れ、かつフィルム製造時の粘着を防止し、安定生産が可能なポリアミド延伸フィルムを得る。
【解決手段】メタキシリレンジアミンと炭素数6〜12のα,ω−脂肪族ジカルボン酸を主原料として得られたポリアミド樹脂を主成分とする層、および脂肪族ポリアミド樹脂を主成分とする層からなる多層フィルムをロール/テンター式の逐次二軸延伸法で製造するに際し、梨地加工ロールもしくはセラミック溶射ロールを用いて縦延伸を行うことを特徴とする二軸延伸フィルムの製造方法、ならびに該製造方法で得られる二軸延伸フィルム。
(もっと読む)
構造化表面を有する1軸配向物品を製造する方法
幾何学的特徴を含む構造化表面を有する1軸配向物品のためのプロセスが記載されている。そのプロセスに含まれるのは、(a)(i)第一構造化表面および第二の表面、ならびに(ii)互いに対して直交する第一および第二の面内軸、ならびにその第一および第二の面内軸と互いに直交するポリマーフィルムの厚み方向の第三の軸を有する、ポリマーフィルムを提供する工程であって、ここで、第一の構造化表面は、その上に第一の面内軸に対して実質的に平行な方向に配された幾何学的特徴を有している工程;およびそれに続く(b)ポリマーフィルムの第一の面内軸に対して実質的に平行な方向にそのポリマーフィルムを1軸配向させる工程、である。 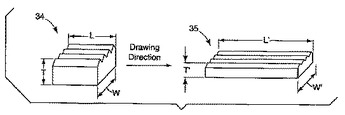 (もっと読む)
(もっと読む)
構造化表面を有する一軸配向物品
構造化表面を有する一軸配向物品が記載されている。物品は以下の寸法関係を有する。(a)本体の厚さ(Z’)対幾何学的特徴の高さ(P’)の比が少なくとも約2であり、または(b)本体厚さ対特徴高さの比(Z’:P’)が少なくとも約1でありおよび特徴高さ対特徴の離間距離の比(P’:FS’)が少なくとも約1であり、または(c)本体厚さ対特徴高さの比(Z’:P’)が少なくとも約1でありおよび特徴ベース幅対特徴の離間距離の比(BW’:FS’)が少なくとも約1であり、または(d)本体厚さ対特徴ベース幅の比(Z’:BW’)が少なくとも約3であり、または(e)本体厚さ対特徴ベース幅の比(Z’:BW’)が少なくとも約1でありおよび特徴高さ対特徴の離間距離の比(P’:FS’)が少なくとも約1であり、または(f)本体厚さ対特徴ベース幅の比(Z’:BW’)が少なくとも約1でありおよび特徴ベース幅対特徴の離間距離の比(BW’:FS’)が少なくとも約1であり、または(g)特徴ベース幅対特徴上部幅の比(BW’:TW’)が少なくとも約2でありおよび特徴ベース幅対特徴の離間距離の比(BW’:FS’)が少なくとも約1である。 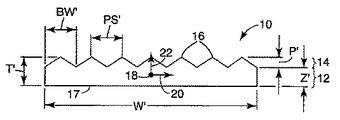 (もっと読む)
(もっと読む)
構造化表面を有する一軸配向物品
幾何学的特徴(15)を含む構造化表面を有するフィルム(9)を一軸延伸するためのプロセスが記載されている。プロセスは、延伸後の特徴(16)の断面形状が延伸前の特徴(15)の断面形状と実質的に同一であるフィルム(10)を提供する。構造化表面物品もまた記載されている。本物品は、幾何学的構造を包含するフィルム全体にわたって実質的に同一の一軸配向を有する。 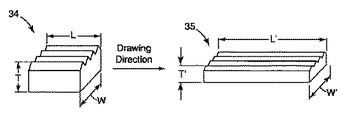 (もっと読む)
(もっと読む)
複製を介する構造化表面を有する高分子フィルムの製造方法
複製プロセスを介する高分子フィルムの製造方法が記載されている。プロセスは、所望の構造化表面のネガティブ版を有するツール(24)を提供し、ツールのネガティブ表面を高分子材料と接触させて所望の表面を高分子材料に形成し、所望の構造化表面を有する材料(34)をツールから除去し、高分子材料を一軸延伸する。 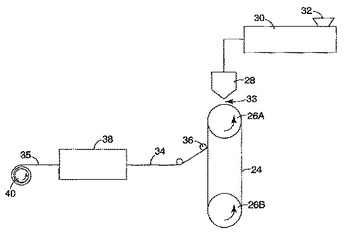 (もっと読む)
(もっと読む)
波形化伸縮性積層体の製造方法
第1の表面及び第2の表面を備える第1の支持ウェブを提供する工程、流体又は溶融状の第1のエラストマー組成物を前記支持ウェブの第1の表面に適用し、少なくとも1つの第1の伸縮部材を形成する工程、前記支持ウェブの少なくとも一部分を第1の方向へ漸増的に伸長し、伸縮性複合予備形成体を形成する工程、前記伸縮性複合予備形成体を前記第1の方向へ伸長する工程、前記伸長した伸縮性複合予備形成体へ第1の基材を接合する工程、及び前記伸長した伸縮性複合予備形成体を元の状態にし、波形化伸縮性積層体を形成する工程を含む、前記波形化伸縮性積層体の製造方法。  (もっと読む)
(もっと読む)
1 - 19 / 19
[ Back to top ]