
Fターム[4F210QM15]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | ローラ延伸に特有の装置、操作 (356) | 異常検知、制御、調整装置、方法 (87)
Fターム[4F210QM15]に分類される特許
41 - 60 / 87
延伸フィルムの製造方法
【課題】従来よりも高い遅相軸精度を有し、かつ平面性が良好な延伸フィルムを製造する方法を提供すること。
【解決手段】熱可塑性樹脂フィルムを、予熱ロールによる予熱工程、フロート方式の加熱装置による加熱工程、除熱ロールによる除熱工程をこの順に通過させ、予熱ロールと除熱ロールとの周速の差を利用して流れ方向に縦一軸延伸することにより延伸フィルムを製造する方法であって、フロート方式の加熱装置が、フィルムの流れ方向に連なる3つ以上の区画に分かれており、各区画内の温度が特定の関係を満たし、さらに前記フロート方式の加熱装置の上流からk番目の区画における温度、及びk+1番目の区画における温度が特定の関係を満たし、加熱工程と除熱工程との間にフィルムの幅方向に10〜500N/mの張力を与える工程を有し、その際のフィルム温度及び前記フロート方式の加熱装置の最下流の区画における温度が、特定の関係を満たすようにする。
(もっと読む)
二軸延伸ポリアミドフィルムの製造方法
【課題】表面欠点が少なく、厚みの均一性に優れた二軸延伸ポリアミドフィルムを効率的に製造できる方法を提供する。
【解決手段】未延伸ポリアミドフィルムを逐次二軸延伸する二軸延伸ポリアミドフィルムの製造方法において、ロール方式縦延伸機の最上流側の低速回転ロールの上流側3m以内の範囲で該未延伸ポリアミドフィルムを加熱して表面温度を30〜60℃にしてロール方式縦延伸機の最上流側の低速回転ロールに導いて縦方向に延伸した後、該一軸延伸ポリアミドフィルムをテンターに導いて横方向に延伸した後、熱固定することを特徴とする二軸延伸ポリアミドフィルムの製造方法である。
(もっと読む)
熱可塑性樹脂フィルムの製造方法
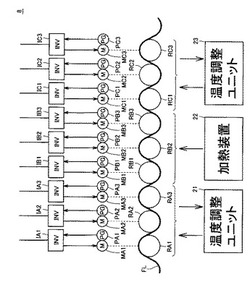
【課題】フィルムの傷の発生を抑制し、管理コストの増大を防ぎ、かつフィルム製造装置の複雑化を防ぎ、広い適用範囲を実現する、安定で効率的な熱可塑性樹脂フィルムの製造方法を提供する。
【解決手段】フィルム製造方法は、シート状熱可塑性樹脂FLを縦方向に延伸する工程と、形成されたシート状熱可塑性樹脂FLを横方向に延伸する工程と、縦方向および横方向に延伸されたシート状熱可塑性樹脂FLを熱固定する工程とを含み、シート状熱可塑性樹脂FLを縦方向に延伸する工程は、第1のロール群RA1〜RA3を比例制御により回転させてシート状熱可塑性樹脂FLを送ることにより、シート状熱可塑性樹脂FLを予熱する工程と、各々のロールの回転速度が異なる第2のロール群RB1〜RB3を比例積分制御で回転させることにより、予熱されたシート状熱可塑性樹脂FLを延伸する工程とを含む。
(もっと読む)
偏光フィルム、その製造方法および偏光板
【課題】ヒートサイクル試験において破断しない耐久性に優れた偏光フィルム、その製造方法、当該偏光フィルムを用いた偏光板を提供する。
【解決手段】ポリビニルアルコール系樹脂フィルムに二色性色素が吸着配向しており、ホウ素含有量が3〜3.9重量%であり、延伸軸方向を短辺として2mm×8mmの大きさで80℃に加熱したとき、延伸軸と直交する方向の収縮力が2.8N以下である偏光フィルムおよびそれを用いた偏光板。ポリビニルアルコール系樹脂フィルムを、膨潤処理、染色処理およびホウ酸処理の順で連続的に処理し、これらの少なくとも1つの工程で一軸延伸して偏光フィルムを製造する際、ホウ酸処理を、水100重量部あたりホウ酸を2〜5重量部含む水溶液中にて50〜70℃で行う第1ホウ酸処理と、第1ホウ酸処理に用いた水溶液よりホウ酸濃度の低い水溶液中にて第1ホウ酸処理より低い温度で行う第2ホウ酸処理とに分けて行う。
(もっと読む)
光学フィルム、及びその製造方法

【課題】 樹脂溶融物の押出し工程でフィルムの幅手方向端部に厚膜部を作ることなく、別の工程でこれらの厚膜部を作ることにより、タッチロール方式により広幅の光学フィルムを円滑に製造する。しかもフィルムをテンターでこれの幅手方向にTD延伸するとき、クリップで保持されるフィルム端部の厚みを厚くすることで、フィルム端部の延伸条件が不均一とならず、歩留まりが向上し、製造コストの低減を果たし得る、光学フィルム、及びその製造方法を提供する。
【解決手段】 溶融流延製膜法による光学フィルムの製造方法は、MD延伸工程において、未延伸フィルムを、実質延伸スパン50mm以上、300mm以下で、1.01倍以上、3.0倍以下にMD延伸して、フィルム幅手方向の両端部に厚膜部(凸部)を形成し、ついで、TD延伸工程において、該フィルムの幅手方向両端部の厚膜部を把持して、幅手方向に1.1〜3.1倍、TD延伸する。
(もっと読む)
熱可塑性のフィルム材料の長さ方向の延伸配向のための方法および装置
ネッキングを生ずることなく長さ方向での延伸を許容するために、長さ方向延伸ゾーンの上流に幅リダクションゾーンを含み、それを通ってフィルムの幅が徐々に低減される、熱可塑性フィルム材料(4)を長さ方向に延伸する方法およびそのための装置。幅リダクションゾーンは少なくとも1つ、好ましくはいくつかのペアの互いにかみ合う溝を有するプリーツ加工ローラー(16,17)、またはディスクを含み、材料をプリーツ加工する。幅リダクションゾーンの長さは好ましくはフィルムの当初の幅の3倍未満である。幅リダクションゾーンは上流ローラー(14)および下流ローラー(15)またはローラーアセンブリを含む。これらは曲がった軸を有し、任意に滑らかな幅の低減のためにコンベアベルトを有する。長さ方向の延伸は好ましくは少なくとも2つ、好ましくは2よりも多いペアの延伸ローラー(9,10,11,12)で行われこれらは互いに接近している。プリーツは数段階で設けられ、段階ごとにプリーツは増加し、ガイド手段は好ましくはすべてのプリーツを一方向に寝かせる。この方法は高い引張強度、降伏点、引き裂き伝播抵抗、および孔開け抵抗性を、特にポリエチレンおよびポリプロピレンフィルムに与える。 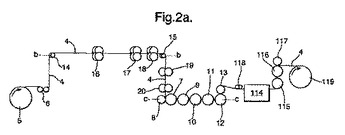 (もっと読む)
(もっと読む)
熱可塑性樹脂製位相差フィルムの製造方法
【課題】傷が少なくかつ光軸や位相差のばらつきの少ない熱可塑性樹脂製位相差フィルムの提供
【解決手段】各ノズル20のスリット20aから噴き出させた熱風を吹き付けて熱可塑性樹脂製フィルムFを加熱及びフローティングさせると共に、ニップロール30A,30B,32A,32Bの回転速度を互いに異ならせることにより熱可塑性樹脂製フィルムFを縦延伸する工程を含む。各ノズル20のスリット20aは熱可塑性樹脂フィルムFの幅方向に延在し、各ノズルの各スリットについて、スリットから噴き出される熱風の風速A(m/s)と、該スリットのスリット幅B(m)との積をC(m2/s)とし、一本のノズルに設けられている全スリットについてのCの総和をQとし、各ノズルについて、Qが3×10−2m2/s〜1×10−1m2/s、かつ、各スリットから噴出される熱風の風速Aが2m/s〜15m/sである。
(もっと読む)
環状オレフィン系樹脂フィルム及びその製造方法
【課題】未延伸の中間ベースフィルムの脆性を改善し、安定して環状オレフィン系樹脂フィルムを製造できる方法を提供する。
【解決手段】環状オレフィン系樹脂を押出し温度230〜260℃、溶融粘度が500〜3000Pa・Sでフィルム状に押出機14でダイ16から溶融押出し、溶融押出されたフィルム12Aをキャスティングすると同時に分子配向処理し、フィルム12Aを巻取機26で巻き取る。次いで、送出機32からフィルム12Bを送出し、縦延伸部34及び横延伸部40でフィルム12Bを延伸して、レターデーションを発現させて光学フィルム12Cを製造する。
(もっと読む)
延伸フィルムの製造方法
【課題】厚みムラや位相差ムラが十分に抑制され、厚みや配向が十分に均一な延伸フィルムを容易に製造する方法を提供すること。
【解決手段】オーブン100内を移動する平板状の熱可塑性樹脂フィルム20をその移動方向に平行な長手方向に延伸する縦延伸工程及びオーブン100内を移動する平板状の熱可塑性樹脂フィルム20をその移動方向に垂直な幅方向に延伸する横延伸工程の少なくとも一方を有する延伸フィルムの製造方法であって、縦延伸工程及び横延伸工程の少なくとも一方における移動方向Aが、略鉛直方向である延伸フィルム22の製造方法。
(もっと読む)
光学フィルムの製造方法、光学フィルム、液晶表示装置、画像表示装置
【課題】連結部の両サイドを切断しつつも、比較的連結部に於ける破断の虞が少ない光学フィルムの製造方法等を提供する。
【解決手段】送り入れられた帯状フィルムを把持するニップ部が間隔を空けて配され該間隔内で該帯状フィルムを長手方向に延伸するように構成されてなる延伸装置に、帯状の原反フィルムを先端側から送り入れ、且つ先行して送り入れた原反フィルムの後端側と次の原反フィルムの先端側とをヒートシールにて連結することにより、順次連続して原反フィルムを延伸装置に送り入れて延伸させる光学フィルムの製造方法であって、前記原反フィルムの後端側と次の原反フィルムの先端側との連結部を前記延伸装置に送り入れる前に、該連結部を含む領域の両サイドを弧状に切断し、切断された領域の長手方向長さRをニップ部の間隔Lの90〜105%とすることを特徴とする光学フィルムの製造方法。
(もっと読む)
透明ポリマーフィルムとその製造方法、位相差フィルム、偏光板および液晶表示装置
【課題】Reの湿度依存性が大きくて、Reが小さい透明ポリマーフィルムを提供すること。
【解決手段】セルロースアシレートフィルムを(Tc−30)≦T<Tcを満たす温度Tで延伸する[Tcは前記セルロースアシレートフィルムの結晶化温度(単位;℃)を表す。]。
(もっと読む)
熱可塑性フイルム、熱可塑性フイルムの製造方法、熱可塑性フイルムの製造装置、並びに、偏光板、液晶表示板用光学補償フイルム、反射防止フイルム及び液晶表示装置
【課題】表面の品質を向上させると共に、例えば液晶表示素子の位相差膜等に使用した場合に、縦すじがなく、液晶の表示むらも低減させる。
【解決手段】第1ニップロール37と第2ニップロール39を用いて、0.01を超え、0.3未満の縦横比で未延伸フイルムFaを縦延伸する際に、第1ニップロール37と第2ニップロール39の直径をRとしたとき、ニップロール37及び39間を搬送される熱可塑性フイルムFa’が、いずれかのニップロールと接触する際のラップ角度が1°以上、60°以下にして行う。また、いずれかのニップロールと熱可塑性フイルムFa’との接触距離が0.01R以上、0.5R以下にする。
(もっと読む)
セルロースアシレートフィルムの製造方法
【課題】Reが100nm≦Re≦400nmで、且つ、Rth/Reが0.5以下の特性を有する位相差フィルムを高い品質で製造することができるセルロースアシレートフィルムの製造方法を提供する。
【解決手段】本発明は、帯状のセルロースアシレートフィルム12を(Tg−10℃)以上(Tg+50℃)以下の温度で、長手方向に1.1倍以上2.0倍以下に縦延伸する縦延部16と、縦延伸されたセルロースアシレートフィルム12の幅方向端部を把持した状態で、セルロースアシレートフィルム12を(Tc−10℃)以上(Tc+50℃)以下の温度に加熱することにより、セルロースアシレートフィルム12を幅方向に収縮させる熱処理部18と、を経てセルロースアシレートフィルム12を製造する。
(もっと読む)
光学フィルムの製造方法
【課題】 親水性高分子を含み構成されるフィルムを破断することなく延伸することができ、スループットの向上が可能な光学フィルムの製造方法、それに用いる製造装置、その製造方法により得られる光学フィルム、及びそれを用いた画像表示装置を提供する。
【解決手段】 本発明に係る光学フィルムの製造方法は、親水性高分子を含み構成されるフィルム1を弛みなく張った状態にして、その状態でフィルム1を溶液8中に浸漬し、該溶液8中でフィルム1を延伸することを特徴とする。
(もっと読む)
熱可塑性樹脂バンド
【課題】バンドを梱包機で使用する際に、粉発生量を抑制可能なシボ形状を有する熱可塑性樹脂製バンドを提供する。
【解決手段】熱可塑性樹脂を押出成形してなるバンド基材1が長手方向に延伸されると共に、その表裏両面に互いに斜交する方向に多数の平行凸条11が形成された熱可塑性樹脂バンドであって、互いに斜交する方向の平行凸条11によってひし形状に形成される斜交部分13の面積が比較的小面積化され、前記小面積化は、凸条11の両側面を形成する傾斜面14とバンド基材1の表面とがなす傾斜角度αをそれぞれ120〜150°とすることによりなされるように構成すれば、斜交部分13が平坦化されやすくなるので、梱包機3で使用する際に摩擦が低減されて粉の発生を抑えられ、梱包機3の梱包不良が起こり難くなる。
(もっと読む)
光学フィルムを作製するプロセス
代表的な方法は、少なくとも1つのポリマー材料を含むフィルムを提供することと、第1延伸工程において、第1セットの加工条件下で、フィルムをクロスウェブ方向に沿って拡幅し、フィルム中にもたらされる面内複屈折がたとえあるとしても低いようにすることと、第2延伸工程において、第2セットの加工条件下でフィルムをクロスウェブ方向に沿って緩和させながら、フィルムをダウンウェブ方向に沿って延伸することと、を包含し、第2セットの加工条件は、少なくとも1つのポリマー材料中に面内複屈折をもたらす。  (もっと読む)
(もっと読む)
熱可塑性樹脂フィルムの縦延伸方法及びその方法で製造された縦延伸フィルム
【課題】熱可塑性樹脂フィルムを縦延伸する際にシワや擦りキズができることがなく、所望のレターデーションにすることのできる熱可塑性樹脂フィルムの縦延伸方法及びその方法で製造された縦延伸フィルムを提供する。
【解決手段】熱可塑性樹脂フィルムを一対のローラ34a、36aの周速差で引っ張ることにより長手方向に延伸する熱可塑性樹脂フィルムの縦延伸方法において、一対のローラ34a、36a間に設けた加熱炉32内の温度を、熱可塑性樹脂フィルム12のTg+50℃以上Tg+140℃以下に設定し、熱可塑性樹脂フィルム12を加熱炉32内で加熱しながら1秒以上100秒以下の加熱時間をかけて延伸を行う。
(もっと読む)
高分子成形製品
【課題】半導体ウエハ等を収納する容器等の材料である高分子材料の導電性を向上させ、容器の帯電防止や塵埃付着防止をはかること。
【解決手段】高分子材料にカーボンナノチューブ等の導電性ナノチューブを含有させる。射出成形により作製する容器において、容器を構成する高分子材料は、ゲートと容器の端までの長さLと容器の代表厚みtとの比L/tが増加すると、あるいは、シート状製品の場合には、圧延・延伸前後のシート厚さの比t1/t0が減少すると、導電率が増加する傾向にある。特にL/t比が50以上、またはt1/t0比が0.7以下において、顕著である。この理由は、高分子材料のマトリックス中に導電性ナノチューブがその長手方向に配向するためである。本発明を用いて成形した半導体ウエハなどの容器は、帯電しないので塵埃付着などがなく、半導体の超微細加工プロセスに適用できる。
(もっと読む)
異型長尺成形体の製造方法
【課題】 本発明は、長さ方向に一軸延伸されている長尺熱可塑性樹脂シートが延伸方向に沿って割れることなく、且つ、収縮することなく賦形することができる異型長尺成形体の製造方法を提供する。
【解決手段】 長さ方向に一軸延伸されている長尺熱可塑性樹脂シートをフォーミングロールで賦形する際に、長尺熱可塑性樹脂シートの変形する位置のみを変形可能に加熱し、長尺熱可塑性樹脂シートにバックテンションをかけながら、長尺熱可塑性樹脂シートの変形する位置をフォーミングロールで押圧して賦形することを特徴とする異型長尺成形体の製造方法。
(もっと読む)
延伸熱可塑性ポリエステル系樹脂シート
【課題】 本発明は、引張弾性率が優れ、線膨張係数や収縮率が小さく、肉厚で、単体で雨樋等の建材に好適に使用できる延伸熱可塑性ポリエステル系樹脂シートを提供する。
【解決手段】 引張弾性率が9.0GPa以上、線膨張係数が−0.2×10-5/℃以下、無張力下で80℃、24時間保持した際の収縮率が0.05%以下であり、幅が150mm以上、厚さが0.3mm以上であることを特徴とする延伸熱可塑性ポリエステル系樹脂シート。
(もっと読む)
41 - 60 / 87
[ Back to top ]