
Fターム[4F210QM15]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | ローラ延伸に特有の装置、操作 (356) | 異常検知、制御、調整装置、方法 (87)
Fターム[4F210QM15]に分類される特許
21 - 40 / 87
熱可塑性フィルムの製造方法
【課題】ダイから吐出されて溶融樹脂を冷却固化する際に溶融樹脂が収縮を起こしにくく、フィルムの横方向に段差ムラが発生してしまうのを防ぐことができるので、高品質が要求される光学用途に適合する良好なフィルムの製造方法を提供することを目的とする。
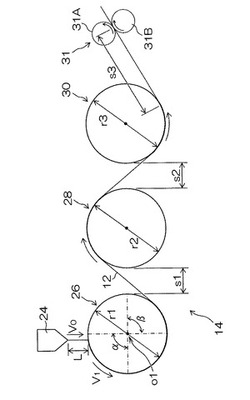
【解決手段】熱可塑性の樹脂を溶融してダイ24からシート状に吐出し、吐出した溶融樹脂12を冷却固化して製膜する製膜工程を有する熱可塑性フィルムの製造方法において、製膜工程は、ダイ24から吐出した溶融樹脂を、複数の冷却ドラム26、28、30に順に接触させて冷却するとともに、複数の冷却ドラム26、28、30は、熱可塑性フィルム12の移動方向の下流側の冷却ドラムの表面温度が上流側の冷却ドラムの表面温度以下であるようにして熱可塑性フィルム12を製造する。
(もっと読む)
偏光フィルムの製造方法

【課題】延伸時の破断が少なく、広幅の偏光フィルムを製造する方法を提供する。
【解決手段】ポリビニルアルコール系フィルム1を膨潤処理、染色処理、ホウ酸処理、洗浄処理、乾燥処理の順に処理する工程の前または工程中に一軸延伸を行う偏光フィルムの製造方法において、3段以上の連続するホウ酸処理工程を有し、該ホウ酸処理工程の3段目以降に、2つのニップロール間の周速差を利用し、且つ少なくとも1つのガイドロール3を介して1.5倍以上の一軸延伸を行う高延伸処理工程を設け、該工程におけるフィルム搬送方向の上流側のニップロール2から最初のガイドロール3に接触するまでのフィルムの滞留時間Tが4秒以下であることを特徴とする偏光フィルムの製造方法。
(もっと読む)
光学フィルムの製造方法
【課題】非晶性の熱可塑性樹脂からなるフィルムをロール縦延伸する光学フィルムの製造において、予熱ロールへの融着によるフィルムの破断や段状の面状欠陥(段ムラ)、延伸ムラのない平滑なフィルムを提供する。
【解決手段】非晶性の熱可塑性樹脂からなるフィルムを表面粗さRaが0.1〜0.5μmの予熱ロールを含む複数の予熱ロールを有するロール縦延伸装置で縦延伸する。
(もっと読む)
位相差フィルムの製造方法
【課題】非晶性の熱可塑性樹脂からなるフィルムをロール縦延伸する位相差位相差フィルムの製造において、予熱ロールへの融着によるフィルムの破断や段状の面状欠陥(段ムラ)、延伸ムラのない平滑なフィルムを提供する。
【解決手段】非晶性の熱可塑性樹脂からなるフィルムを複数の予熱ロールを有するロール延伸装置で縦延伸する位相差フィルムの製造方法であって、前記ロール延伸装置の延伸直前の予熱ロールが表面に非粘着処理を行った予熱ロールであり、予熱温度が(Tg−10℃)以上(Tg+5℃)以下[但し、Tgは前記熱可塑性樹脂のガラス転移温度(℃)]である。
(もっと読む)
配向されかつ微細な波形が設けられたフィルムを含んでなる積層体を製造する方法及び装置及び結果として得られる製品
配向されかつ波形を設けたフィルム(A)と、フィルム又はウェブ(B)との積層体を製造する方法において、少なくともフィルム(A)は、配向可能な結晶性ポリマー材料からなり、該フィルム(A)は、ローラー又はバーの間に形成された線形状のニップ(D−F)によって形成される角度に関する配置で延伸される一方、その線形状のニップに対して垂直な面に対して鋭角(u)を形成する方向でこのニップに運ばれ、そして引き続き、牽引手段(1及び2)によって、該垂直な面に対して鋭角(v)の下に引き出され、この面の対向する面で測定される際、(v)は(u)よりも大きいが85°より小さく、これによって伸張及び一軸分子配向が形成され、延伸比(GD:FE)及び角度(u)及び(v)が、延伸された上記のフィルム(A)の配向の角度が、その長手方向から15°未満逸脱し、かつ、フィルム幅の減少がもたらされるように選択され、誘導ライン(direct line)において測定されたその減少は、長手方向へ伸びる波形を形成するように長手方向の伸張によって生じた幅の減少よりも大きく、かつ、該波形が、該牽引手段(1及び2)と接触する前に安定化され、かつ、フィルム(B)が、フィルム(A)が該ニップ(D−F)を去った後に(A)の波うった溝形状を維持しながら該フィルム(A)に積層される。 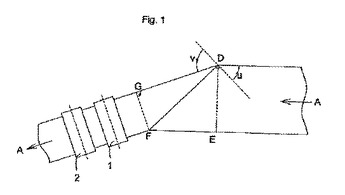 (もっと読む)
(もっと読む)
アクリル樹脂系フィルムの製造方法
【課題】光学用途の逐次二軸延伸フィルムの製造工程に関して、ロール縦延伸工程ではネックインによって、縦延伸フィルムの両端部の厚みは中央部よりも厚くなる。このような縦延伸フィルムに関して、特にアクリル系樹脂フィルムのような脆い樹脂フィルムでは、続く横延伸工程において、チャック部分からフィルムが破断しやすくなり、安定な生産が困難となる。以上の問題点を解決するために、縦延伸工程においてフィルム幅方向の厚みムラの発生を軽減し、且つ傷が無く外観美麗なフィルムを製造する方法を提供する。
【解決手段】未延伸の溶融押出アクリル系樹脂フィルムをロール縦延伸する工程において、フィルム挟持部間の距離を大きく設定し且つ、低周速ロールと高周速ロールの間において、搬送中の前記フィルム両端部の温度をTe、中央部の温度をTcとした際、Te>Tcとなるようにフィルム幅方向に温度勾配をつけながらロール縦延伸を行う。
(もっと読む)
偏光フィルム用ポリビニルアルコールフィルムおよびその製造方法、ならびにそれを用いた偏光フィルムの製造方法
【課題】高い偏光性能を有する偏光フィルムの作製に用いることができるポリビニルアルコールフィルムおよびその製造方法、ならびにそれを用いた偏光フィルムの製造方法を提供する。
【解決手段】本発明の偏光フィルム用ポリビニルアルコールフィルムは、流れ方向と光軸とがなす角度が70°〜110°の範囲にあり、幅方向の中央部における厚さ方向のレターデーションが15nm以上90nm以下である。
(もっと読む)
光学フィルムの製造方法と製造装置
【課題】フィルムの表面に擦り傷を発生させることなくフィルム内に歪み変形を与えることで、表示装置に用いても輝点欠陥がなく、フィルム内の歪み変形量のバラツキの小さい光学フィルムの製造が可能であり、かつフィルム面に傾斜方向に安定して延伸することが可能な光学フィルムの製造方法を提供する。また、当該製造方法に適した製造装置を提供する。
【解決手段】特定条件を満たす工程1及び工程2を有する、樹脂フィルムを連続的に搬送して光学フィルムを製造する光学フィルムの製造方法であって、前記工程1において当該樹脂フィルムの厚さ方向の屈折率と進行方向に直交する方向の屈折率との間に差を発生させ、前記工程2において当該樹脂フィルムの屈折率が最小の方向が、当該樹脂フィルム面の法線方向から傾斜した方向となるように調整することを特徴とする光学フィルムの製造方法。
(もっと読む)
長さ方向に対して角度をなして延伸されているポリマーフィルムの製造のための方法および装置
柔軟なチューブ状のフィルム(10)が螺旋状に切断されて平坦なストリップにされる。これはタンブリング巻出機(1)により平坦な形態でチューブ状のフィルムが巻出され、平坦なフィルムチューブがチューブエクスパンジョンゾーン(17)へ進み、ここで平坦なチューブが円筒状のチューブに膨張され、膨張されたチューブの直径よりも若干小さい外径を有する中空マンドレル(14)の上を軸方向に通過し、ナイフ(18)により螺旋状に切断され、平坦なストリップとされ、マンドレルの軸と角度をなして回収される。平坦なチューブは、タンブリング巻出機により振動される延伸ローラー(107−112)により長さ方向に延伸される。装置はさらにマンドレルから引き出された後に螺旋状に切断されたフィルムストリップに、タンブリング延伸ローラーにより加えられた配向を安定化するための安定化手段を含む。 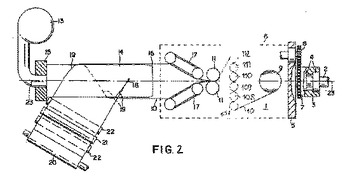 (もっと読む)
(もっと読む)
アクリルフィルム、その製造方法、偏光板、光学補償フィルム、反射防止フィルムおよび液晶表示装置
【課題】MD方向およびTD方向の熱膨張係数が低く、液晶表示装置に組み込んだ際に温度変動による色味変化が小さいアクリルフィルムおよびその製造方法を提供する。さらに、該アクリルフィルムを用いた、偏光板、光学補償フィルム、反射防止フィルムおよび液晶表示装置を提供する。
【解決手段】40℃〜90℃におけるフィルム長手方向(MD)と幅方向(TD)の熱膨張係数がともに40〜100ppm/℃であること特徴とするアクリルフィルム。
(もっと読む)
光学フィルム、光学フィルムの製造方法および光学フィルムを備える液晶表示装置
【課題】本発明は、経時での帯電防止性が良好で、溶融流延製膜によって製造されたセルロースエステルフィルムとの密着性に優れ、かつ光学特性も優れる硬化層を有する光学フィルムなどを提供することを目的とする。
【解決手段】含有溶媒量が0.01質量%以下であるセルロースエステルフィルム上に、イオン性液体、エポキシ化合物およびオキセタン化合物を含有するカチオン重合性組成物を硬化した硬化層を有することを特徴とする光学フィルム。
(もっと読む)
延伸熱可塑性ポリエステル系樹脂シートの製造方法
【課題】引抜延伸によって外観の優れた延伸熱可塑性ポリエステル系樹脂シートを安定的に製造することができる延伸熱可塑性樹脂シートの製造方法を提供する。
【解決手段】延伸熱可塑性ポリエステル系樹脂シートの製造方法は、熱可塑性樹脂シートを一対のロール間を通して引抜延伸する延伸熱可塑性樹脂シートの製造方法であって、上記熱可塑性樹脂シートを上記一対のロールの中間面と4°以上の角度を持って上記一対のロール間に供給することを特徴とする。
(もっと読む)
フローティング式縦延伸装置および熱可塑性樹脂フィルムの製造方法
【課題】 優れた厚み精度を有する熱可塑性樹脂フィルムを製造可能なフローティング式縦延伸装置を提供すること。
【解決手段】 熱可塑性樹脂シートを延伸するための一対の延伸ロールと、これら延伸ロール間に配置された加熱炉とを備えたフローティング式縦延伸装置であって、前記加熱炉は熱可塑性樹脂シートを加熱するための複数のエアーノズルを備えると共に、これらエアーノズルの少なくとも一部が対向するように配置されたフローティング式縦延伸装置とする。
(もっと読む)
白色熱収縮性ポリエステル系フィルムの製造方法、白色熱収縮性ポリエステル系フィルム及び包装体
【課題】ミシン目開封性が非常に良好で、光線カット性を有する白色熱収縮性ポリエステルフィルムとその生産性の高い製造方法を提供すること。
【解決手段】 エチレンテレフタレートを主たる構成成分とし、全ポリエステル樹脂成分中において非晶質成分となりうる1種以上のモノマー成分を15モル%以上含有しているポリエステル系樹脂を含んでなる白色熱収縮性ポリエステル系フィルムであって、特定の熱収縮特性、光線カット性と特定の力学的特性を有する白色熱収縮性ポリエステル系フィルム。また、その生産性に優れた製造方法。
(もっと読む)
延伸フィルムの製造方法
【課題】従来よりも高い遅相軸精度を有し、かつ平面性が良好な延伸フィルムを製造する方法の提供。
【解決手段】熱可塑性樹脂フィルム1を、予熱ロール2−3による予熱工程、フロート方式の加熱装置4による加熱工程、除熱ロール5−3による除熱工程をこの順に通過させ、前記予熱ロールと除熱ロールとの周速の差を利用して流れ方向に縦一軸延伸することにより延伸フィルムを製造する方法であって、前記フロート方式の加熱装置が、フィルムの流れ方向に連なる3つ以上の区画に分かれており、各区画内の温度が下流にいくに従って高くなるようにし、さらに前記フロート方式の加熱装置の上流からk番目の区画における温度とk+1番目の区画における温度との差が特定範囲となるようにし、前記フロート方式の加熱装置の最上流の区画における温度と熱可塑性樹脂フィルムを構成する熱可塑性樹脂のガラス転移温度との差が、特定範囲となるようにする。
(もっと読む)
光学フィルム加圧装置
【課題】延伸されるべき光学フィルムを安定的に保持することを可能にする光学フィルム加圧装置を提供する。
【解決手段】光学フィルム加圧装置40は、ベルトユニット52およびユニット支持部51を備える。ベルトユニット52は、中心軸80、複数のガイドローラ43〜50、無端ベルト38、および端部固定部材70を備える。中心軸80は、延伸部18において光学フィルム11の進行方向と直交するように水平に配置される。複数のガイドローラ43〜50は、中心軸80に平行に、かつ、中心軸80の周りに配置される。無端ベルト38は、複数のガイドローラ43〜50に張架されるように配置される。端部固定部材70は、無端ベルト40の端部を取り付け可能に構成されるとともに、無端ベルト40の移動に伴って中心軸80を中心に回転可能に構成される。
(もっと読む)
熱可塑性樹脂フィルムの縦延伸方法および縦延伸装置
【課題】長スパン型の縦延伸方法であっても、延伸後のフィルムにスジバリが発現することのない熱可塑性樹脂フィルムの縦延伸方法及び装置を提供する。
【解決手段】熱可塑性樹脂フィルム2を一対のローラ16、16a、17、17aの周速差で引っ張ることにより長手方向に延伸する熱可塑性樹脂フィルム2の縦延伸方法において、一対のローラ16、16a、17、17a間を、フィルム2を、気体を吐出するノズル19を有する複数の円筒状ロール18と非接触で支持し、曲率半径25mm以上150mm以下で、湾曲させながら円筒状ローラ18を通過させ、フィルム2をノズル19から吐出する熱風により長手方向に延伸する延伸工程と、長手方向に延伸したフィルム2を、ノズル19から吐出する冷風により冷却・固化する冷却・固化工程と、を有することを特徴とする熱可塑性樹脂フィルムの縦延伸方法である。
(もっと読む)
織物の特性を示すフィルム材料、その製造のための方法および装置
熱可塑性高分子材料から作られたフィルム材料が加工され、直線的に伸びる領域(A)、およびそれと結合される直線的に伸びるウエブ(B)を含み、該ウエブ(B)と該領域(A)はそれぞれ配向され、領域(A)の主配向方向は(A)が伸びる方向と角度(V)を為し、該ウエブ(B)は、一連の直線状の畝溝(C)を含み、該畝溝は(A)が伸びる方向と(V)より大きな角度(U)を形成する。新規なフィルムを成型する方法は、配向されたフィルムを1ペアの互いに噛み合う第一の溝が彫られたローラーを通し、フィルムを主初期配向の方向に冷延伸し、ペア中の溝が彫られたローラーの少なくとも1つは、領域(A)とウエブ(B)との間に明瞭な区分を形成するに十分鋭い端を有し、延伸によりウエブ(B)を形成し、より少なく延伸するかまたは延伸し内で領域(A)を形成する。好ましくは少なくとも1つのローラーは波打った形状表面のクレストを有する。 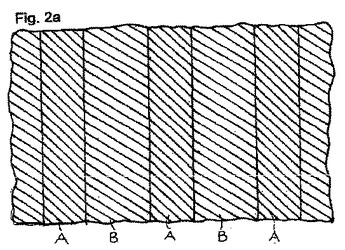 (もっと読む)
(もっと読む)
二軸延伸ポリアミドフィルムの製造方法。
【課題】ポリアミド溶融樹脂フィルムを冷却固化する回転式冷却ロールの汚れをコンパクトな装置で除去でき、かつ、安定した静電密着を実施できるため、傷が少なく、厚みの均一性に優れる二軸延伸ポリアミドフィルムを製造する方法を提供する。
【解決手段】ポリアミド溶融樹脂フィルムを回転式冷却ロール3上にキャストして、次いで表面が水分保持性材料からなるクリーニングロール6の表面に水分を補給しつつクリーニングロール6の表面を回転式冷却ロール3上にキャストされた冷却固化過程にあるポリアミドフィルムの少なくとも両端部に接触させ、次いでポリアミドフィルムを冷却固化した後、前記クリーニングロールが接触した部分にエアーを吹き付けることで付着した水分を除去して未延伸ポリアミドフィルムを得て、得た未延伸ポリアミドフィルムを二軸延伸する二軸延伸ポリアミドフィルムの製造方法である。
(もっと読む)
熱可塑性樹脂フィルムの加熱延伸方法および加熱延伸装置
【課題】延伸機が緊急停止しても、加熱器を瞬時に退避させ、余熱がフィルムを加熱しないようにし、軟化した熱可塑性樹脂フィルムが加熱器および遮熱板に接触、融着、発火を防ぐことが可能な熱可塑性樹脂フィルム加熱延伸方法および加熱延伸装置を提供する。
【解決手段】熱可塑性樹脂フィルムを加熱器および延伸機により加熱延伸する工程において、延伸機が停止した際に、加熱器をフィルムから加熱器までの距離がフィルムの延伸距離の30%以上になるように退避させることを特徴とする熱可塑性樹脂フィルムの加熱延伸方法。
(もっと読む)
21 - 40 / 87
[ Back to top ]