
Fターム[4F210QW07]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | 成形品の後処理、後加工 (1,441) | 熱処理 (1,245) | 加熱 (793) | 熱固定、ヒートセット (288)
Fターム[4F210QW07]に分類される特許
101 - 120 / 288
積層熱可塑性樹脂フィルム
【課題】両面に光学機能層を有する光学フィルムの製造において、高出力紫外線照射装置を用いても積層熱可塑性樹脂フィルムと光学機能層間の優れた密着性を有する接着性改質層を備え、耐ブロッキング性にも優れる二軸延伸熱可塑性樹脂フィルムを提供すること。
【解決手段】熱可塑性樹脂フィルムとその両面に設けられた接着性改質層とを有し、波長365nmの紫外線の透過率は70%以上85%未満であり、各々の接着性改質層は、ビスフェノールA骨格を有する共重合ポリエステル系樹脂とナフタレン骨格を有する共重合ポリエステル系樹脂との混合物、あるいは、ビスフェノールA骨格およびナフタレン骨格の両方を有する共重合ポリエステル系樹脂から主として構成され、高沸点溶媒を0.005質量%以上、0.05質量%未満含み、少なくとも1層の接着性改質層は紫外線吸収剤を含む、積層熱可塑性樹脂フィルム。
(もっと読む)
光学フィルム及びその製造方法、並びにプラズマディスプレイ用前面フィルタ
【課題】プラズマディスプレイパネルの前面フィルタ等に用いられる光学フィルムにおいて、赤外線吸収性を有しかつ密着性に優れ、更に平面性が高く、表面が平滑で、カールも少なく、面品質の良好な光学フィルムを提供する。
【解決手段】赤外吸収染料として、下記一般式(1)で示される化合物を含む樹脂フィルムを延伸して作製することを特徴とする光学フィルムの製造方法。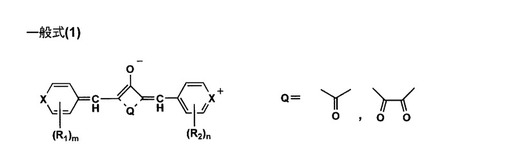
〔一般式(1)において、Xは硫黄原子又は酸素原子を表し、R1、R2は水素及び1価の任意の基を表し、m、nは0、1、2、3又は4を表す。〕
(もっと読む)
成形加工用多層積層二軸配向ポリエステルフィルム
【課題】インモールド成形などの成形加工において、より立体的または複雑な形状の成形部品への加工であっても、意匠を形成するフィルムに破れや変形が生じることなく、また厚み斑が少ないことによって意匠層、すなわちインク層に歪みや厚み斑が生じることなく、立体的な成形部品に優れた意匠性を付与することができるフィルムであって、さらに塗工時の溶剤に対する耐溶剤性を兼ね備えた、成形加工性に優れる成形加工用多層積層二軸配向ポリエステルフィルムを提供する。
【解決手段】融点が225〜275℃のポリエステル(A)を含む第1の層と、融点が210〜235℃のポリエステル(B)を含む第2の層とを31層以上交互に積層させた多層積層フィルムであって、ポリエステル(A)の融点がポリエステル(B)の融点より12℃以上高く、第1の層が結晶構造、第2の層が低結晶構造を有し、かつ第1の層が最外層を構成してなり、多層積層フィルムの総厚みに占める第1の層の総厚みの比が5〜35%である積層構造を有し、メチルエチルケトン、トルエンまたは酢酸エチルを溶剤として用いた下記式(1)で表わされる耐溶剤性試験前後のヘーズ変化量がいずれについても10%未満である成形加工用多層積層二軸配向ポリエステルフィルム。
耐溶剤性テスト前後のヘーズ変化量=(浸漬後のヘーズ(%)−浸漬前のヘーズ(%))/浸漬前のヘーズ(%)・・・(1)
(式中、浸漬後のヘーズ(%)はフィルムを溶剤中に25℃、8時間浸した後のヘーズ値、浸漬前のヘーズ(%)は初期のヘーズ値をそれぞれ表わす)
(もっと読む)
光学用ポリエチレン−2,6−ナフタレートフィルム及びその製造方法
【課題】ポリエチレン−2,6−ナフタレートを延伸配向させた、遅相軸の角度が小さく、色相、透明性などの外観に優れる光学用途に有用なポリエチレン−2,6−ナフタレートフィルムを提供する。
【解決手段】エチレン−2,6−ナフタレート単位が全繰返し単位の少なくとも80モル%を占める芳香族ポリエステルを二軸配向させたフィルムであり、そのレターデーション値が1200nm以上、遅相軸の角度がフィルム幅方向に対して±2度であることを特徴とする光学用ポリエチレン−2,6−ナフタレートフィルム。
(もっと読む)
抗菌ポリマーフィルム及び抗菌ポリマーフィルムの製造方法
抗菌ポリマーフィルムを製造する方法であって、第1のポリマー材料の第1の層および第2のポリマー材料の第2の層を含有するポリマー基材層を共押し出しする工程であって、第2のポリマー材料の結晶融解温度(TM2)は第1のポリマー材料の結晶融解温度(TM1)よりも低い工程と、共押し出し基材を第1の方向に延伸する工程と、選択的に基材層を直交する第2の方向に延伸する工程と、微粒子の抗菌化合物および液体溶媒、並びに好ましくは界面活性剤も含有する組成物をポリマーの第2の層の表面に配置する工程と、第2のポリマー材料の結晶融解温度(TM2)よりも高いが第1のポリマー材料の結晶融解温度(TM1)未満の温度で延伸されたフィルムをヒートセットする工程と、を有する方法であって、組成物は共押し出し工程の後であってヒートセット工程の前にポリマーの第2の層に塗布され、最終形態のフィルムの第2の層には、第2の層のポリマー材料の約1質量%から約80質量%の量の抗菌化合物を含有する方法が記載される。抗菌フィルムも記載される。 (もっと読む)
積層フィルムおよびその製造方法
【課題】成形性、特に熱成形性に優れたPPS積層フィルムを提供すること。
【解決手段】最外層が二軸配向ポリアリーレンスルフィドフィルムからなる積層フィルムであって、最外層以外の少なくとも1層が二軸配向共重合ポリアリーレンスルフィドフィルムからなり、最外層の二軸配向ポリアリーレンスルフィドフィルムと二軸配向共重合ポリアリーレンスルフィドフィルムが隣接し、積層フィルムの室温破断伸度(Er)と200℃破断伸度(E200)が下記式を満足する積層フィルム。
1≦E200/Er≦1.5
(もっと読む)
延伸熱可塑性ポリエステル系樹脂シートの製造方法

【課題】引抜延伸によって外観の優れた延伸熱可塑性ポリエステル系樹脂シートを安定的に製造することができる延伸熱可塑性樹脂シートの製造方法を提供する。
【解決手段】延伸熱可塑性ポリエステル系樹脂シートの製造方法は、熱可塑性樹脂シートを一対のロール間を通して引抜延伸する延伸熱可塑性樹脂シートの製造方法であって、上記熱可塑性樹脂シートを上記一対のロールの中間面と4°以上の角度を持って上記一対のロール間に供給することを特徴とする。
(もっと読む)
シート状物の延伸機、およびシート状物の延伸方法

【課題】位相差板や偏光板の打ち抜き工程における収率を向上することができるシート状物の延伸機、及び、シート状物の延伸方法を提供する。
【解決手段】熱可塑性のシート状物のを把持する複数のリンクがガイドレールに沿って案内され、前記シート状物を前記ガイドレールの入口側から出口側に搬送しつつ延伸する無端リンク装置の対を備え、前記無端リンク装置の各々は、前記入口側に配置された前記シート状物の幅を略一定に保って搬送する予熱領域と、前記予熱領域の後流側に配置され前記掴み装置の掴みピッチを徐々に拡大させてシート状物を延伸する延伸領域と、前記延伸領域の後流側に配置され延伸された前記シート状物の幅を略一定に保って搬送する熱固定領域を有し、少なくとも、連接された前記延伸領域と前記熱固定領域のユニットを複数配置した。
(もっと読む)
二軸延伸ポリエチレンテレフタレート系樹脂フィルム
【課題】積層体のベースフィルムに好適な二軸延伸ポリエチレンテレフタレート系樹脂フィルムの提供。
【解決手段】フィルムの長手方向と45度の角度をなす方向の屈折率とそれに90度の角度をなす方向の屈折率との差異Δnabが0.015以上0.060以下である下記要件(1)〜(3)を満たすポリエチレンテレフタレート系樹脂フィルム。(1)フィルムを長手方向に300mm、幅方向に210mmの試料の四隅のソリの高さがフィルムの厚み以下、(2)150℃で30分間熱処理した場合の四隅のソリの高さの平均が0.5mm以上5.0mm以下、(3)4方向の破断強度TSと破断伸度TEの比TS/TEが、いずれも0.6(MPa/%)以上2.6(MPa/%)以下
(もっと読む)
セルロースアシレートフィルムとその製造方法、位相差フィルム、偏光板および液晶表示装置
【課題】Reが高くて、Reの波長依存性が低いセルロースアシレートフィルムを製造する方法を提供する。
【解決手段】セルロースアシレートフィルムをTc≦T<Tm0を満たす温度Tにおいて、(Y+100)/(X+100)>1を満たすように延伸または収縮させなから熱処理する[Xは熱処理前後のセルロースアシレートフィルムの配向方向の寸法変化率(単位;%)を表し、Yは前記熱処理前後のセルロースアシレートフィルムの配向方向と直交する方向の寸法変化率(単位;%)を表す。]
(もっと読む)
セルロースアシレートフィルムとその製造方法、位相差フィルム、偏光板および液晶表示装置
【課題】軸ズレの発生が抑えられており、Reが大きくて、トタン板状のシワがなく、製品幅の広いセルロースアシレートフィルムを製造する方法を提供する。
【解決手段】セルロースアシレートフィルムをフィルムの搬送方向に直交する方向に延伸した後、前記延伸をした方向の寸法変化を制御しながらTc≦T<Tm0を満たす温度Tで熱処理する[Tc、Tm0は、熱処理前のセルロースアシレートフィルムの結晶化温度、融点をそれぞれ表す。]
(もっと読む)
二軸延伸ポリエチレンテレフタレート系樹脂フィルム
【課題】積層体のベースフィルムに好適な二軸延伸ポリエチレンテレフタレート系樹脂フィルムを提供する。
【解決手段】二軸延伸ポリエチレンテレフタレート系樹脂フィルムであって、下記要件(1)を満たす二軸延伸ポリエチレンテレフタレート系樹脂フィルム。(1)フィルムを製膜の長手方向に300mm、それに直角な幅方向に210mmの試料を150℃で30分間熱処理した場合の四隅のソリの高さの平均が0.5mm以上5.0mm以下であること
(もっと読む)
二軸延伸ポリエチレンテレフタレート系樹脂フィルム
【課題】積層体のベースフィルムに好適な二軸延伸ポリエチレンテレフタレート系樹脂フィルムの提供。
【解決手段】二軸延伸ポリエチレンテレフタレート系樹脂フィルムであって、下記要件(1)を満たす二軸延伸ポリエチレンテレフタレート系樹脂フィルム。(1)フィルムを製膜の長手方向に300mm、それに直角な幅方向に210mmの試料を150℃で30分間熱処理した場合の四隅のソリの高さの平均が0.5mm以上5.0mm以下であること
(もっと読む)
透明ポリマーフィルムの製造方法、該方法によって製造された位相差フィルム、並びに、これを用いた偏光板、および液晶表示装置
【課題】製造過程でのエネルギー効率に優れ、劣化が少なく高性能な位相差フィルムを製造することのできる透明ポリマーフィルムの製造方法、該方法によって製造された位相差フィルム、並びに、これを用いた偏光板、および液晶表示装置を提供する。
【解決手段】乾燥状態のフィルムの質量に対するフィルム中の揮発分が3〜30質量%である状態でポリマーフィルムを巻き取る巻取工程と、前記ポリマーフィルムを延伸する延伸工程と、延伸後の前記ポリマーフィルムに下記式(A)の条件を満たす温度T(単位;℃)で熱処理を施す熱処理工程と、を含むことを特徴とする透明ポリマーフィルムの製造方法。
式(A): Tg<T<Tm0
[式中、熱処理前のTgはポリマーフィルムのガラス転移温度(単位;℃)を表し、Tm0は前記熱処理前のポリマーフィルムの融点(単位;℃)を表す。]
(もっと読む)
二軸延伸ポリアミドフィルム
【課題】 二軸延伸ポリアミドフィルムに係り、特に成形性を付与することにより、家電、自動車部材、または建材用部材として、さらには食品等の包装にも好適に用いることにできる二軸延伸ポリアミドフィルム及び積層体を提供する。
【解決手段】 脂肪族ポリアミド85〜50重量%と半芳香族ポリアミド15〜50重量%からなるポリアミド系樹脂を含むキャストシートを、縦方向・横方向ともに2〜4倍延伸した後、95℃×5分の熱水収縮率が縦方向・横方向ともに0〜5%となるよう熱固定処理を行って得られた二軸延伸ポリアミドフィルムであって、80℃での縦方向の破断点伸びと、80℃での横方向の破断点伸びの積(Emt)が2.5〜10の範囲であることを特徴とする二軸延伸ポリアミドフィルム。
(もっと読む)
熱収縮性ポリエステル系フィルム、およびその製造方法、包装体
【課題】ミシン目開封性が非常に良好な上、きわめて生産性の高く被覆容器の補強効果に優れている熱収縮性ポリエステルフィルムを提供すること。
【解決手段】 エチレンテレフタレートを主たる構成成分とし、全ポリエステル樹脂成分中において非晶質成分となりうる1種以上のモノマー成分を15モル%以上含有しているポリエステル系樹脂からなる熱収縮性ポリエステル系フィルムであって、特定の熱収縮特性と特定の熱収縮処理後の力学的特性を有する熱収縮性ポリエステル系フィルム。
(もっと読む)
熱収縮性ポリエステル系フィルムの製造方法、熱収縮性ポリエステル系フィルム及び包装体
【課題】ミシン目開封性が非常に良好な上、きわめて生産性の高く被覆容器の補強効果に優れている熱収縮性ポリエステルフィルムを提供すること。
【解決手段】エチレンテレフタレートを主たる構成成分とし、全ポリエステル樹脂成分中において非晶質成分となりうる1種以上のモノマー成分を13モル%以上含有しているポリエステル系樹脂からなる熱収縮性ポリエステル系フィルムであって、特定の熱収縮特性と特定の熱収縮処理後の力学的特性を有する熱収縮性ポリエステル系フィルム。
(もっと読む)
延伸熱可塑性ポリエステル系樹脂シートの製造方法
【課題】引抜延伸によって外観の優れた延伸熱可塑性ポリエステル系樹脂シートを安定的に製造することができる延伸熱可塑性ポリエステル系樹脂シートの製造方法を提供する。
【解決手段】延伸熱可塑性ポリエステル系樹脂シートの製造方法は、非晶状態の熱可塑性ポリエステル系樹脂シートをガラス転移温度以上に予熱した後、シートのガラス転移温度よりも20℃低い温度以上で且つ上記シートのガラス転移温度未満に維持された一対のロール間に上記シートを供給して引抜延伸する延伸熱可塑性ポリエステル系樹脂シートの製造方法であって、上記一対のロールを、上記熱可塑性ポリエステル系樹脂シートの送り速度より大きく且つ上記熱可塑性ポリエステル系樹脂シートの送り速度の1.5倍よりも小さい回転速度で上記一対のロールの対向面が引抜方向に回転するように回転させることを特徴とする。
(もっと読む)
熱可塑性樹脂フィルムの縦延伸方法および縦延伸装置
【課題】長スパン型の縦延伸方法であっても、延伸後のフィルムにスジバリが発現することのない熱可塑性樹脂フィルムの縦延伸方法及び装置を提供する。
【解決手段】熱可塑性樹脂フィルム2を一対のローラ16、16a、17、17aの周速差で引っ張ることにより長手方向に延伸する熱可塑性樹脂フィルム2の縦延伸方法において、一対のローラ16、16a、17、17a間を、フィルム2を、気体を吐出するノズル19を有する複数の円筒状ロール18と非接触で支持し、曲率半径25mm以上150mm以下で、湾曲させながら円筒状ローラ18を通過させ、フィルム2をノズル19から吐出する熱風により長手方向に延伸する延伸工程と、長手方向に延伸したフィルム2を、ノズル19から吐出する冷風により冷却・固化する冷却・固化工程と、を有することを特徴とする熱可塑性樹脂フィルムの縦延伸方法である。
(もっと読む)
成形加工用多層積層二軸配向ポリエステルフィルム
【課題】インモールド成形などによる成形同時加飾やプレス成形などにおいて、より立体的または複雑な形状の成形部品への加工であっても、意匠を形成するフィルムに破れや変形が生じることなく、また厚み斑が少ないことによって意匠層、すなわちインク層に歪みや厚み斑が生じることなく、立体的な成形部品に優れた意匠性を付与することができる、成形加工性に優れた成形加工用多層積層二軸配向ポリエステルフィルムを提供する。
【解決手段】融点が225〜275℃のポリエステル(A)を含む第1の層と、融点が210〜235℃のポリエステル(B)を含む第2の層とを31層以上交互に積層させた多層積層フィルムであって、ポリエステル(A)の融点がポリエステル(B)の融点より12℃以上高く、第1の層が結晶構造、第2の層が低結晶構造を有し、かつ第1の層が最外層を構成してなり、多層積層フィルムの総厚みに占める第1の層の総厚みの比が5〜35%である成形加工用多層積層二軸配向ポリエステルフィルム。
(もっと読む)
101 - 120 / 288
[ Back to top ]