
Fターム[4F212AH55]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 用途物品 (2,542) | 丸形容器(←びん、ジャー、タンク) (13)
Fターム[4F212AH55]に分類される特許
1 - 13 / 13
発泡樹脂容器及びその製造方法
【課題】軽量化と、容器を複数段積み上げての使用に耐えうる座屈強度を備えた発泡樹脂容器を提供することを課題とする。
【解決手段】24万〜35万の重量平均分子量Xを有する発泡ポリスチレン系樹脂粒子が充填された金型を蒸気圧Yの蒸気により加熱成形することで、上面に開口部を有する発泡樹脂容器を製造する方法であり、前記加熱成形が、下記式4.09X×10-7−0.0582≦Y≦3.64X×10-7−0.0273を満たす前記重量平均分子量Xと蒸気圧Yとの関係のもとで行われることを特徴とする発泡樹脂容器の製造方法により上記課題を解決する。
(もっと読む)
生分解性容器の製造方法およびその方法により製造された生分解性容器
【課題】開口縁部の生焼けを防止しつつより短時間で生分解性材料を発泡・焼成することを可能とする生分解性容器の製造方法を提供すること。
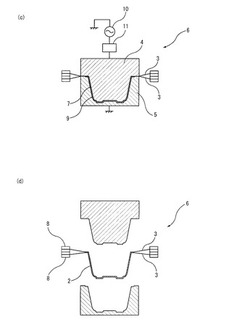
【解決手段】生分解性容器の製造方法であって、ヒータを内蔵し高周波発振器と電気的に接続された嵌合可能な一対の雄型4と雌型5からなる発泡成形用の金型6を用い、水分を含んだ生分解性材料を介在させて雄型4と雌型5を嵌合させ、ヒータからの加熱と高周波の印加による誘電加熱により生分解性材料を水蒸気発泡させ開口縁部と対応する箇所から水蒸気を外部へ放散させながら焼成して容器状の発泡基材層を成形する工程を備え、前記金型6は開口縁部1aの厚みが底部および胴部の厚みよりも薄くなる寸法を有するように形成されてなり、生分解性材料を水蒸気発泡させて容器状の発泡基材層を成形する前記工程は、厚みの薄い開口縁部1aに高周波を集中して印加し開口縁部を集中的に加熱する工程を含む。
(もっと読む)
生分解性容器の製造方法およびその製造方法により製造された生分解性容器

【課題】表面が生分解性フィルムで被覆された生分解性容器を生産性よく製造できる生分解性容器の製造方法を提供すること。
【解決手段】生分解性容器の製造方法は、ヒータを内蔵すると共に真空引きするための真空引き孔が形成された嵌合可能な一対の雄型4と雌型5とからなる発泡成形用の金型を用い、雄型4と雌型5の表面にそれぞれ生分解性フィルム3を真空引きにより密着させてプレフォームしつつ生分解性材料を介在させて前記雄型4と雌型5を嵌合させ、前記雄型4と雌型5が嵌合した金型内で生分解性材料を加熱して発泡・焼成することにより発泡基材層の成形と同時に前記基材層の表面を前記生分解性フィルム3で被覆する工程を備える。
(もっと読む)
生分解性容器の製造方法
【課題】生分解性容器を生産性よく製造することを可能とする製造方法を提供すること。
【解決手段】生分解性容器の製造方法は、ヒータを内蔵した嵌合可能な一対の雄型4と雌型5からなる発泡成形用の金型6を用い、2枚の生分解性フィルム3の間に生分解性材料7を挟んだ状態で該生分解性フィルム3を雌型5の上方に配置し、雄型4で前記生分解性フィルム3を延伸しながら雄型4と雌型5を嵌合させ、金型内で生分解性材料7を加熱して発泡・焼成することにより発泡基材層2の成形と同時に前記基材層2の表面を前記生分解性フィルム3で被覆する工程を備え、前記生分解性フィルム3はポリ乳酸からなり145〜150℃の融点を有し、前記生分解性材料7は澱粉、パルプおよび水を混練した混練物からなり、金型内6で生分解性材料7を加熱する前記工程は金型6を120〜135℃の範囲内に保ちながら前記生分解性材料7を水蒸気発泡させて焼成する工程である。
(もっと読む)
リサイクル系樹脂を一部に用いた発泡樹脂成形品
【課題】外観を見ただけで、一部にリサイクル樹脂を用いていることを見た者に認識させることができる発泡樹脂成形品を得る。
【解決手段】バージン系発泡樹脂粒子とリサイクル系発泡樹脂粒子との混合材を用いて作られた発泡樹脂成形品であって、該発泡樹脂成形品の少なくとも外表面において、バージン系発泡樹脂粒子とリサイクル系発泡樹脂粒子とが視覚的に識別可能となっていることを特徴とする。視覚的に識別可能な項目としては、バージン系発泡樹脂粒子とリサイクル系発泡樹脂粒子の気泡径の差、色調の違い、および、形状の違いが挙げられる。
(もっと読む)
カップ容器
【課題】予備発泡機、サイロ又は発泡成形機への流通過程において、被覆剤の脱落を抑え、粒子流通管の内壁面への被覆剤の付着が極めて少ない発泡性スチレン系樹脂粒子を用いたカップ容器を提供する。
【解決手段】前記発泡性スチレン系樹脂粒子は、該樹脂粒子表面を組成物によって被覆されており、当該組成物は、当該樹脂粒子表面を被覆する常温で液体の多価アルコールAと、当該樹脂粒子100重量部に対して0.01〜0.3重量部の脂肪酸モノグリセリドと、当該樹脂粒子100重量部に対して0.1〜0.8重量部の脂肪酸金属塩と、常温で液体の多価アルコールBからなり、上記多価アルコールA、Bは、当該樹脂粒子100重量部に対して0.02〜0.3重量部含有し、2回に分けて被覆されている。
(もっと読む)
農産物用容器
【課題】 予備発泡機、サイロ又は発泡成形機への流通過程において、被覆剤の脱落を抑え、粒子流通管の内壁面への被覆剤の付着が極めて少ない発泡性スチレン系樹脂粒子を用いた農産物用容器を提供する。
【解決手段】 スチレン系樹脂粒子に発泡剤を含浸させてなる発泡性スチレン系樹脂粒子を予備発泡し、この予備発泡粒子を成形して得られるポリスチレン系発泡成形体の農産物用容器であって、
前記発泡性スチレン系樹脂粒子は、該樹脂粒子表面を組成物によって被覆されており、当該組成物は、当該樹脂粒子表面を被覆する常温で液体の多価アルコールAと、当該樹脂粒子100重量部に対して0.01〜0.3重量部の脂肪酸モノグリセリドと、当該樹脂粒子100重量部に対して0.03〜0.3重量部の脂肪酸金属塩と、常温で液体の多価アルコールBからなり、上記多価アルコールA、Bは、当該樹脂粒子100重量部に対して0.02〜0.3重量部含有し、2回に分けて被覆されており、
前記ポリスチレン系発泡成形体は粒子径が600μm〜1400μmのポリスチレン系樹脂粒子であり、前記ポリスチレン系発泡成形体の密度が0.01g/cm3〜0.033g/cm3であり、前記ポリスチレン系発泡成形体の平均弦長が20μm〜150μmであり、前記ポリスチレン系発泡成形体の曲げ強度は20N/cm2〜100N/cm2であることを特徴とする。
(もっと読む)
発泡樹脂容器
【課題】発泡性原料により表面硬化層を生成し、表面硬化層が剥離し難い発泡樹脂製品を提供する。
【解決手段】発泡樹脂容器は、発泡性原料が発泡溶着された発泡層36を有する発泡樹脂容器であって、容器外部の少なくとも2つの面に形成された発泡性原料からなる溶融硬化層34と、溶融硬化層34と発泡層36との間に介在する発泡層の発泡率より小さい発泡率を有する中間層35とを備える。このように中間層35を有することにより、発泡層36と溶融硬化層34との接合強度が向上する。また、容器外部の少なくとも2つの面に溶融硬化層34を有しているので、防水性を高めることができ、容器の用途が広くなる。
(もっと読む)
食品容器用発泡性ポリスチレン系樹脂粒子
【課題】発泡性ポリスチレン系樹脂粒子の帯電を抑えることが出来、且つ予備発泡時のブロッキングを防ぐことができる発泡性ポリスチレン系樹脂粒子を提供することを課題とする。
【解決手段】平均粒子径300〜600μmの発泡性ポリスチレン系樹脂粒子において帯電防止剤0.01〜1.0wt%の存在下において0.1〜1.0wt%のステアリン酸亜鉛で粒子表面を被覆する。
(もっと読む)
断熱性紙容器の製造方法
【課題】
ガスバリア性を有する断熱性紙容器を製造する方法を提供する。
【解決手段】
紙容器2の胴部21を構成する断熱性紙容器用素材1は、低融点オレフィン系樹脂層12、ガスバリア層13、オーバーコート層14、含水澱粉粒を含む澱粉と接着剤との混合塗工層15、低融点オレフィン系樹脂からなる樹脂層16を、この順で紙製の基材11の外側表面に積層して構成されている。この断熱性紙容器用素材1の外面側が加熱、減圧吸引されて、含水澱粉と接着剤との混合塗工層15に含まれる澱粉粒中の水分の蒸発で、厚さの高い独立気泡の発泡層16aが形成される。本発明では断熱性紙容器用素材の巻取りを連続的に発泡させたブランクを作成した後に、成形加工して断熱性紙容器とする効率的な製造方法を提供する。
(もっと読む)
多層発泡高分子体及び関連方法
本明細書に開示される本発明は、内部が成層したセル構造を有する発泡熱可塑性材料体及び製造品、及びその製造方法に関する。ある実施形態において、本発明は、非積層化多層熱可塑性材料シートを備える多層発泡高分子製造品を目的とし、前記多層熱可塑性材料シートは第1及び第2の分離した外層を有し、該第1及び第2の分離した外層は複数の分離した内側発泡層を間に挟んでおり、前記2つの外層及び複数の分離した内側発泡層は互いに一体となっている。熱可塑性材料は、例えばPET(ポリエチレンテレフタラート)、PEEK(ポリエーテルエーテルケトン)、PEN(ポリエチレンナフタレート)、PBT(ポリブチレンテレフタレート)、PMMA(ポリメタクリル酸メチル)、PLA(ポリ乳酸)、ポリヒドロキシ酸(PHA)、熱可塑性ウレタン(TPU)、及びそれらの混合物等の半結晶性高分子とすることができる。二つの外層は平坦な外表面を有する非発泡のスキン層であることができ、また分離した内側発泡層はマイクロセルであることができる。 (もっと読む)
発泡樹脂成形容器及びその製造方法
【課題】容器内面に表皮層を有しかつ凹部及び凸部の少なくとも一方による段差部を有する発泡樹脂成形容器で、凸部上端の段部あるいは凹部下端の段部等においても充分な保形強度を保有できる容器を容易に成形できるようにする。
【解決手段】容器内面に合成樹脂フィルムやシートよりなる表皮層1が形成され、容器内面に凹部15及び凸部の少なくとも一方による段差部を有する発泡樹脂成形容器において、容器内面の段差部の少なくとも一部を含む所要領域に、これに対応した成形品よりなる補強部材5を表皮層1と発泡樹脂Fとの間に介設して一体化させる。
(もっと読む)
ガラス繊維強化硬質ポリウレタンフォームの製造方法
【課題】表面凹凸が小さく、裁断して所定形状のパネルとしたときに廃棄物となる裁断ロスの少ないガラス繊維強化硬質ポリウレタンフォームの製造方法を提供する。
【解決手段】下面材11Lを供給する下面材供給工程、下面材11L上にガラス繊維マット20を供給するガラス繊維マット供給工程、ガラス繊維マット20の上に網状シート41を供給する網状シート供給工程、網状シート41層を有するガラス繊維マット20に硬質ポリウレタンフォーム発泡原液5を供給する原液供給工程、及び硬質ポリウレタンフォーム発泡原液5を反応、発泡させてガラス繊維強化硬質ポリウレタンフォームBとする発泡工程を有するガラス繊維強化硬質ポリウレタンフォームの製造方法とする。
(もっと読む)
1 - 13 / 13
[ Back to top ]