
Fターム[4F212VL26]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 成形、処理の操作単位 (2,871) | 加熱 (440)
Fターム[4F212VL26]の下位に属するFターム
加硫 (362)
Fターム[4F212VL26]に分類される特許
1 - 20 / 78
タイヤ構成部材の接合装置及び製造方法
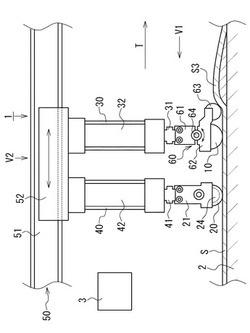
【課題】タイヤ構成部材の端部同士の接合後に、端部の表面に生じる凹凸を低減する。
【解決手段】接合装置1は、タイヤ構成部材Sの端部同士を接合する。一対の接合部材10は、タイヤ構成部材Sの端部上を転動して、互いに噛み合う歯間でタイヤ構成部材Sの端部同士を噛み込んで接合する。第1の押付手段30は、一対の接合部材10をタイヤ構成部材Sの端部に押し付ける。磨り潰しローラ20は、接合後のタイヤ構成部材Sの端部上を転動して端部の表面を磨り潰す。第2の押付手段40は、磨り潰しローラ20を接合後のタイヤ構成部材Sの端部に押し付ける。
(もっと読む)
振動騒音吸収構造を有するタイヤおよびその製造方法

【課題】路面走行中のタイヤが受ける変形により、タイヤに発生する振動や音は、乗り心地性能を損なう問題である。しかし従来のタイヤにおいて、タイヤトレッド部を振動しにくくするため、マスダンパーとなる構造や装置を配置し、その制振効果を高くすると、その分タイヤの運動性能の悪化が現れるという問題がある。また、タイヤ内の吸音部材においては高速走行時などに効果をあらわすことが難しかった。以上より安全かつ効果的にタイヤのロードノイズを低減し、自動車の乗り心地性能を向上させることを課題とする。
【解決手段】 上記課題を解決するために、本発明はダイラタントとして振る舞うように粒子とその結合材が配置された層からなる薄層構造部を有するタイヤを提案する。
(もっと読む)
空気入りタイヤの製造方法
【課題】積層体シートから形成されたインナーライナー層または補強シート層を有する空気入りタイヤを製造する方法において、製造された空気入りタイヤの走行を開始した後、積層体シートのスプライス部分付近においてクラックや剥離が発生しない方法を提供する。
【解決手段】熱可塑性樹脂または熱可塑性樹脂とエラストマーをブレンドした熱可塑性樹脂組成物からなるシートと、熱可塑性樹脂または熱可塑性樹脂組成物と加硫接着するゴムを積層した積層体シート1の端部をラップスプライスする工程を有する空気入りタイヤの製造方法において、該熱可塑性樹脂または熱可塑性樹脂組成物からなるシートをラップスプライスする工程に供する分の長さを切断した後でかつタイヤ加硫成形工程よりも前の段階で、シートの先端部を熱処理することによる先鋭化処理をする。
(もっと読む)
タイヤの処理方法及びタイヤ処理装置
【課題】熱可塑性材料と金属材料を含んで構成されたタイヤを、熱可塑性材料と金属材料とに簡単に分別可能とするタイヤの処理方法を提供すること。
【解決手段】熱可塑性材料と金属材料とを含んで構成されるタイヤ10の、金属材料を昇温させて該金属材料周辺の熱可塑性材料を溶融または軟化させる第1の工程と、第1の工程により溶融または軟化した熱可塑性材料と金属材料とを分別する第2の工程と、をタイヤの処理方法が有すること。
(もっと読む)
ブレーカーカッター装置
【課題】エネルギーを無駄に消費することなく、小さな電力消費で適切なカットを行うことができると共に、カット不良が発生した場合でも火災や火傷等が発生することなく、カッターやカートリッジヒーターの交換を容易に行うことができる安全性とメンテナンス性が向上したブレーカーカッター装置を提供する。
【解決手段】カッター刃およびカッター刃を所定の温度に加熱するヒーターが、内部に固定されたカッターホルダーと、カッターホルダーを水平方向に移動させるカッター移動手段と、カッターホルダーを上下方向に移動させるカッター昇降手段とを備えているブレーカーカッター装置。カッターホルダーがステンレス鋼板製であり、内壁に保温材が設けられている。ヒーターが、ブラケットを用いてカッターホルダーに固定することが可能なカートリッジヒーターである。
(もっと読む)
タイヤ、及びタイヤの製造方法
【課題】走行によって色が落ちることのないタイヤを簡単に製造する。
【解決手段】タイヤ10の骨格部材であるタイヤケース17を、着色剤を含んで色が付けられた第1の熱可塑性材料でインジェクション成形する。走行によって色が落ちることのないタイヤを簡単に製造できる。
(もっと読む)
空気入りタイヤの製造方法及びグリーンタイヤの予熱装置
【課題】グリーンタイヤの意図しない変形を抑えつつ、加硫成形後のタイヤの品質を向上させることができる空気入りタイヤの製造方法及びグリーンタイヤの予熱装置を提供する。
【解決手段】グリーンタイヤ2のタイヤ周方向に沿って走行可能なレーザ変位計5の測定結果及びその走行距離から、グリーンタイヤ2の外周面のスプライス部10の位置を特定し、その特定されたスプライス部10へ向けてハロゲンヒータ7を移動させ、スプライス部10を加熱した後に加硫成形を行う。
(もっと読む)
自転車用タイヤ
【課題】パンク時における副次的な損傷を防止しうる自転車用タイヤ16の提供。
【解決手段】この自転車用タイヤ16は、その外面がトレッド面26をなすトレッド18と、それぞれがこのトレッド18よりも半径方向略内側に位置する一対の補強層20と、それぞれが補強層20よりも半径方向略内側に位置する一対のビード22と、上記トレッド18及び補強層20に沿って一方のビード22と他方のビード22との間に架け渡されたカーカス24とを備えている。この補強層20は、カーカス24よりも軸方向内側に位置しており、半径方向に延在している。好ましくは、この自転車用タイヤ16では、上記ビード22の外端36から上記補強層20の外端38までの半径方向距離の、タイヤ16断面高さに対する比率は、40%以上90%以下である。より好ましくは、この比率は50%以上70%以下である。
(もっと読む)
ランフラットタイヤ及びその製造方法
【課題】優れた耐久性を有するランフラットタイヤ、及びその製造方法を提供する。
【解決手段】インサート及び/又はビードのタイヤ軸方向内側に配された高分子薄膜を有し、上記高分子薄膜の膜厚が0.1〜10mmであるランフラットタイヤに関する。
(もっと読む)
空気入りタイヤの製造方法
【課題】有機繊維コードのカーカスを、ビードコアの外周に沿って密着して巻き付ける空気入りタイヤの製造方法を提案する。
【解決手段】有機繊維コードからなる少なくとも一枚のカーカスプライからなるカーカス構成部材5を円筒状に成型し、幅方向各端部5bの外周上にそれぞれビードコア構成部材7を配置し、該カーカス構成部材5を介して半径方向内側からビードロック装置11により固定し、固定したビードコア構成部材7に対して半径方向および幅方向に可動な圧着ローラ13を用い、幅方向端部5bを、ビードコア構成部材7の幅方向外側側面S1に押し当てつつ立ち上げ、ビードコア構成部材7の半径方向外側面S2より半径方向外側に突出した部分を、圧着ローラ13によって幅方向内側に押すと同時に半径方向外側面上に押し当てて圧着することによって幅方向端部5bをビードコア構成部材7の外周に沿って巻き付ける空気入りタイヤの製造方法。
(もっと読む)
非空気式タイヤの製造方法およびそれを用いた非空気式タイヤ
【課題】押出物を切断し、円環状に形成する際の接合面を強固に接合し、その際生じる接合部の形状を再成形して所定のタイヤ性能を発揮させ、長期にわたる苛酷な使用環境でも故障することのない軽車両用の非空気式タイヤの製造方法を提供する。また、タイヤ本体のマテリアルリサイクルを可能にする非空気式タイヤを提供することを目的とする。
【解決手段】1)エラストマー組成物を所定の形状に成形する工程と、2)定尺に切断する工程と、3)切断された端面を加熱する工程と、4)加熱された端面同士を接合・保持する工程と、5)接合部を再成形する工程を設け、非空気式タイヤの組成物としては、マレイン酸変性オレフィン系エラストマー100重量部に対し、含窒素複素環化合物を0.1〜3重量部、オレフィン系樹脂を50〜150重量部、スチレン系エラストマーを20〜80重量部、パラフィンオイルを50〜150重量部配合するのがよい。
(もっと読む)
タイヤの製造方法
【課題】熱可塑性樹脂材料を用いてなり、耐熱性に優れ、且つ、転がり摩擦抵抗の良好なタイヤの製造方法を提供する。
【解決手段】少なくとも熱可塑性樹脂材料を含む材料で形成されたタイヤの製造方法であって、熱可塑性樹脂材料を含む材料を用いて、環状のタイヤ骨格体を成形するタイヤ骨格体成形工程と、得られたタイヤ骨格体を、該タイヤ骨格体に含まれる熱可塑性樹脂材料のガラス転移温度(Tg)以上Tg+200℃以下の温度で加熱する加熱工程と、を有するタイヤの製造方法である。
(もっと読む)
ラグ付きタイヤの製造方法及びタイヤ
【課題】加硫によって、タイヤ表面に現れる凹凸やカーカスプライ等のウエーブを効果的に軽減する、新規なラグ付きタイヤの製造方法を提供する。
【解決手段】本発明のラグ付きタイヤを製造する方法は、タイヤのトレッドに、タイヤの回転する向きに沿って間隔をおいて形成した複数のラグ3を備えるラグ付きタイヤ1を製造するに当たり、ラグ3に相当する加硫済みラグ部材3´をあらかじめ加硫金型4に配置し、次いでタイヤ本体部2となる生ケース2´を加硫金型4に装填し、引き続きラグ部材3´と生ケース2´とをともに加硫して相互に結合させることを特徴とする。
(もっと読む)
タイヤ、及びタイヤの製造方法
【課題】引張弾性及び破断性に優れたタイヤ、及びこのタイヤの製造方法を提供する。
【解決手段】少なくとも、熱可塑性樹脂材料で形成され且つ環状のタイヤ骨格体を有するタイヤであって、前記熱可塑性樹脂材料が、ポリアミド系熱可塑性エラストマーと、前記ポリアミド系熱可塑性エラストマー以外の熱可塑性エラストマーを酸変性してなる酸変性エラストマー又は前記ポリアミド系熱可塑性エラストマー以外の熱可塑性エラストマー及び該エラストマーを酸変性してなる酸変性エラストマーの混合物と、を含むタイヤ10である。
(もっと読む)
タイヤの空気バリア性回復方法
【課題】エチレン−ビニルアルコール共重合体などの熱可塑性樹脂のフィルムをインナーライナーとして用いた空気入りタイヤの空気バリア性が使用により低下した後に、その空気バリア性を回復する方法を提供する。
【解決手段】使用により空気バリア性が低下したタイヤを100℃以上かつ熱可塑性樹脂組成物に含まれる最も高い融点を有する熱可塑性樹脂の融点より低い温度で熱処理をすることにより、空気バリア性を回復する。熱処理には、タイヤ加硫用ブラダーおよびタイヤ加硫用モールドのうち少なくともいずれか一方、ギヤーオーブン、ヒーター、または熱風を使用することができる。
(もっと読む)
空気入りタイヤの製造方法および空気入りタイヤ
【課題】インナーライナゴム部材を有し、ゴムの酸化劣化に起因する耐久性の低下を抑制した空気入りタイヤを効率よく作製する。
【解決手段】空気入りタイヤの作製方法は、ブチルゴムを用いてインナーライナゴム部材を作製する第1工程と、前記インナーライナゴム部材を用いて、未加硫タイヤを成形する第2工程と、前記未加硫タイヤを加硫する第3工程と、前記第2工程前の前記インナーライナゴム部材あるいは、前記第3工程後の加硫済みタイヤのインナーライナゴム部材に含まれるオイルを除去する第4工程を有する。これにより、空気入りタイヤのインナーライナゴム部材におけるJIS K6229におけるアセトン抽出量が、10重量%未満に調整される。
(もっと読む)
タイヤの製造方法及びタイヤ
【課題】樹脂材料で形成されたタイヤ骨格部材とトレッドとの接合強度を確保する。
【解決手段】タイヤ骨格部材12を、円盤状の支持部材44により支持し、該支持部材44の中心に設けられた支持軸46を中心としてタイヤ骨格部材12を矢印A方向に回転させると共に、バフローラ102を矢印B方向に回転させ、タイヤ骨格部材12の外周面12Aをバフローラ102で擦ることによって、タイヤ骨格部材12の外周面12Aをバフ処理(バフ掛け)することで表面粗さ0.05μm以上2mm以下に粗化する。この結果、タイヤ骨格部材12の外周面12Aが親水性となり、接着剤の濡れ性が向上する。
(もっと読む)
タイヤの製造方法及びタイヤ
【課題】タイヤ骨格部材にトレッドゴムを接着してタイヤを製造する際に、トレッドゴムの形状を安定的に維持する。
【解決手段】タイヤ骨格部材12の外周面12Aのタイヤ直径方向外側に、加硫済み又は半加硫状態のトレッドゴム16を配置し、トレッドゴム16をタイヤ骨格部材12側に押し付けるように、トレッドゴム16と、クッションゴム14と、少なくともタイヤ骨格部材12のトレッドゴム16側とをエンベロープで覆って仮組品を構成し、仮組品を容器内に収容し、容器内を加熱して加硫を行う。エンベロープとトレッドゴム16との間には、エンベロープのバルブに対するタイヤ径方向内側の位置にウィックを挟んだ状態でエンベロープ内が吸引される。
(もっと読む)
タイヤの製造方法、及びタイヤ
【課題】熱可塑性材料で形成された複数のタイヤ構成部材を接合して構成されたタイヤにおいて、接合部分の強度を十分確保する。
【解決手段】加熱した熱鏝47で一方のタイヤ半体17Aの端部と他方のタイヤ半体17Aの端部を溶融して両者を溶着した後、溶融された溶着用熱可塑性材料43を溶着部分に供給してタイヤ半体17Aの溶融部分と溶融された溶着用熱可塑性材料43とを溶着することで、接合部分の強度が十分確保される。
(もっと読む)
タイヤの製造方法及びタイヤ
【課題】タイヤ骨格部材にトレッドゴムを接着してタイヤを製造する際に、トレッドゴムの形状を安定的に維持するタイヤ製造方法及び、タイヤを提供する。
【解決手段】タイヤ骨格部材12を形成し、タイヤ骨格部材12の外周面12Aのタイヤ直径方向外側に、加硫済み又は半加硫状態のトレッドゴム16を配置し、トレッドゴム16をタイヤ骨格部材12側に押し付けるように、トレッドゴム16と、クッションゴム14と、少なくともタイヤ骨格部材12のトレッドゴム16側とをエンベロープで覆って仮組品を構成し、仮組品を容器内に収容し、容器内を加熱して加硫を行う。エンベロープとトレッドゴム16との間には、凹み部に押付部材が収容された状態でエンベロープ内が吸引される。
(もっと読む)
1 - 20 / 78
[ Back to top ]