
Fターム[4F212VP11]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | タイヤ成形に特有の装置、部品 (1,524) | 圧着用ローラ (214)
Fターム[4F212VP11]に分類される特許
1 - 20 / 214
タイヤの成形方法及びゴムストリップの積層装置
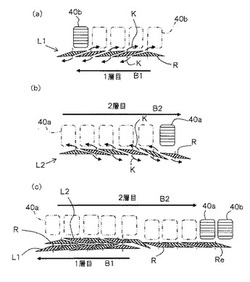
【課題】タイヤを構成するゴム部材の成形に際し、内部へのエアの残留を低減する。
【解決手段】回転支持体10と押出機20を相対的にトラバース移動させながら、押出機20から供給されるゴムストリップRを回転支持体10の外周面に巻き付けて積層する成形方法において、回転支持体周面に対するゴムストリップの巻き付き位置で押さえロール30によりゴムストリップRを押圧するとともに、その後の領域部分においてゴムストリップRに対してトラバース移動の進行方向後側の部分をステッチングロール40a又は40bにより押圧して圧着する。ゴムストリップRの最終周の巻き付けに伴い、当該最終周のゴムストリップReに対して進行方向後側の部分を押圧し圧着した後、該最終周のゴムストリップReに対し、少なくともトラバース移動の進行方向前側の部分を、ステッチングロール40b又は40aにより押圧し圧着する。
(もっと読む)
タイヤ用プライ材料の製造装置

【課題】タイヤ用プライ材料を高精度でかつ効率よく形成する。
【解決手段】第1のロボットアームの先端に、搬入位置の切断片の第1の接続用端縁部を把持する第1の把持具を設けた第1の把持移動装置と、第2のロボットアームの先端に、第2の接続用端縁部を把持する第2の把持具を設けた第2の把持移動装置とを具える。前記第1の把持具は、第1の接続用端縁部におけるコード長さ方向一方側の端部分を把持する一方の把持手段と、他方側の端部分を把持する他方の把持手段とをコード長さ方向に沿って近離移動しうる張設手段を具える。
(もっと読む)
ゴム部材の接合装置及び接合方法
【課題】ゴム部材の端部同士を重ねて接合する際に、接合面積を増大させることで従来よりも少ない接合面積で接合できるようにする。
【解決手段】ゴム部材(タイヤ構成部材)70の一方の端部71を上側に他方の端部72を下側に重ね合わせて、前記ゴム部材70の端部同士を接合するための接合装置であって、傾斜軸の回りで回転する押圧ロール(円盤状ロール)45を、前記重ね合わせたゴム部材70の上側端部71に押し付けて転動させ、その時生じるせん断力で、前記上側端部71を延伸させ、前記両端部71、72間の接合面積を増大する。
(もっと読む)
タイヤ成形用押えローラーおよびタイヤ成形用ゴム材料の押圧方法
【課題】手動式ローラーによる再度の押圧作業が不要になって作業者の負担を軽減することができ、また、ジョイント部のエア残りやジョイント離れが発生することがなく、ゴム材料にシワが発生することもないタイヤ成形用押えローラーおよびタイヤ成形用ゴム材料の押圧方法を提供する。
【解決手段】フォーマーに巻き付けられたゴム材料の両端部が重ね合わされることにより形成されたジョイント部を押圧して圧着させるためのタイヤ成形用押えローラーであって、ローラー軸方向の中央部の径が、両端部の径よりも小さな逆クラウン形状に形成されているタイヤ成形用押えローラー、および前記タイヤ成形用押えローラーを用いて、フォーマーに巻き付けられたゴム材料の両端部が重ね合わされることにより形成されたジョイント部に対して390〜590Nの押圧力で押圧することにより、ジョイント部を圧着させるタイヤ成形用ゴム材料の押圧方法。
(もっと読む)
シート部材の接合装置及び製造方法
【課題】シート部材の傾斜に対応して、シート部材の端部同士を精度よく接合する。
【解決手段】接合装置1は、シート部材Sの端部同士を接合する。移動装置3は、一対の接合部材10をシート部材Sの端部に沿って移動させる。一対の接合部材10は、シート部材Sの端部上を転動する。一対の接合部材10は、シート部材Sの端部を、所定の噛み込み位置15で互いに噛み合う歯間に噛み込む。シート部材Sの端部は、歯間で噛み込まれて接合される。変更装置20は、一対の接合部材10の噛み込み位置15を変更する。位置調整手段40は、シート部材Sの傾斜に対応して、変更装置20により一対の接合部材10の噛み込み位置15をシート部材Sの端部上に調整する。
(もっと読む)
ステッチング装置およびそれの使用方法
【課題】装置の大型化をなしに複数の部材相互を確実に密着させるステッチング装置と使用方法を提供する。
【解決手段】圧着対象物の表面に対し揺動変位可能に取り付けられ、圧着対象物の表面を自身の回転下で押圧するステッチングローラ2と、二本のトグルレバーの相互をヒンジ連結してなる屈曲変形可能なトグル継手5,6の二組を組合せ、ステッチングローラ2を揺動変位させるトグル機構3と、トグル機構に駆動力を付与する進退駆動手段4とを具え、一端側をステッチングローラに連結するとともに、他端側を取付けベース1に枢支した被動側トグル継手と、一端側を該被動側トグル継手の屈曲箇所B1にヒンジ連結するとともに、他端側を取付けベースに枢支されて、前記進退駆動手段により屈曲変形される駆動側トグル継手とで構成し、トグル継手のそれぞれを、一方のトグル継手が屈曲変形するに伴って、他方のトグル継手が直線状に変形する配置姿勢としてなる。
(もっと読む)
タイヤの製造方法、それに用いる押圧装置およびタイヤ成型機
【課題】生タイヤ成型時におけるタイヤ構成部材の接合部の凹凸を低減または消失させることで、製品不良の発生を抑制することができるタイヤの製造方法、それに用いる押圧装置およびタイヤ成型機を提供する。
【解決手段】成型ドラム10上に、タイヤ構成部材11を順次巻き付けて生タイヤを成型する工程を含むタイヤの製造方法である。タイヤ構成部材の成型ドラム上への巻付け後に、タイヤ構成部材の接合部11Aを、成型ドラムの外周面に相対して配置された押圧装置を用いて押圧するにあたり、押圧装置として、タイヤ幅方向に分割された複数の押圧部21を有するものを用いて、複数の押圧部によりタイヤ構成部材の接合部を押圧する。
(もっと読む)
タイヤ構成部材の成型方法及び成型装置
【課題】タイヤ構成部材の成型を精度高く行うことである。
【解決手段】
回転する成型ドラム20に帯状材料15を巻き付け、巻き付けた帯状材料15の端部同士を接合してタイヤ構成部材を成型する成型方法であって、帯状材料15をコンベアベルト30で成型ドラム20に向けて搬送する搬送工程と、コンベアベルト30を成型ドラム20に接近させて帯状材料15を成型ドラム20に巻き付ける第1の巻き付け工程と、成型ドラム20上で所定量帯状材料15を巻き付けたとき、コンベアベルト30を成型ドラム20から離隔させ、空けた領域で帯状材料15を切断する切断工程と、切断した帯状材料15を保持して成型ドラム20に移送して巻き付ける第2の巻き付け工程と、を有する。
(もっと読む)
タイヤ構成部材の接合装置及び製造方法
【課題】タイヤ構成部材の端部同士の接合後に、端部の表面に生じる凹凸を低減する。
【解決手段】接合装置1は、タイヤ構成部材Sの端部同士を接合する。一対の接合部材10は、タイヤ構成部材Sの端部上を転動して、互いに噛み合う歯間でタイヤ構成部材Sの端部同士を噛み込んで接合する。第1の押付手段30は、一対の接合部材10をタイヤ構成部材Sの端部に押し付ける。磨り潰しローラ20は、接合後のタイヤ構成部材Sの端部上を転動して端部の表面を磨り潰す。第2の押付手段40は、磨り潰しローラ20を接合後のタイヤ構成部材Sの端部に押し付ける。
(もっと読む)
サイドウォール貼り付け装置
【課題】SWの形状に関係なく、エア残りの発生を抑制して、外観不良の発生を十分に抑制すると共に、SW形状の変化を招くことなく、ゲージ不良の発生を十分に抑制することができるサイドウォール貼り付け装置を提供する。
【解決手段】所定の速度で回転するフォーマーに巻きつけられた下部部材の両サイドにサイドウォールを押圧して貼り付けるサイドウォール貼り付け装置であって、サイドウォールを下部部材に押圧する円筒状のガイドローラーを備えており、ガイドローラーの外周面に、複数の所定形状の略円錐形状の突起が、所定の間隔で配置されているサイドウォール貼り付け装置。
(もっと読む)
空気入りタイヤ用のカーカスプライ素材の端面接合方法及び接合装置
【課題】高効率且つ高精度の端面接合を実現し得る空気入りタイヤ用のカーカスプライ素材の端面接合方法及び接合装置を提供する。
【解決手段】本発明の空気入りタイヤ用のカーカスプライ素材の端面接合方法は、カーカスプライ素材3の巻付け始端側の端部分3aを、成型ドラム2の一方の吸着手段4aに吸着させて該成型ドラム2を回動変位させ、巻付け終端側の端部分3bを、他方の吸着手段4bに吸着させて、前記カーカスプライ素材3を巻き付け、成型ドラム2を縮径変形させて始終夫々の端部分3a,3bを相互に接近させるとともに、カーカスプライ素材3の各々の前記端部分3a,3bに撓み部8を形成した後、外側引寄せ爪6及び内側引寄せ爪5の夫々を作動させて始終の夫々の端面3c,3dを接合させる。
(もっと読む)
空気入りタイヤの製造方法
【課題】生産性及び品質に優れるタイヤの製造方法の提供。
【解決手段】本発明に係るタイヤの製造方法は、カーカス、ベルト、ビード及びサイドウォールを構成するための複数の部材を組み合わせて未加硫の第一組合せ部材26を得る工程と、この第一組合せ部材26に未加硫のトレッド部材12をステッチングするステッチング工程と、このステッチング工程で得られたローカバーが加硫成形される加硫工程とを備えている。このステッチング工程では、このトレッド部材12がベルト部材28、30の半径方向外側に位置している。このトレッド部材12は外周面に溝18、20を備えている。この溝18、20がタイヤ周方向に延びている。この溝18,20が延びる位置に対応する内周面の位置にベルト部材28、30の端部28a、30aが位置して、このトレッド部材12がステッチングされる。
(もっと読む)
空気入りタイヤの製造方法
【課題】グリーンタイヤを成型するに当り、ベルト・トレッドバンドの、グリーンケースとの圧着を容易に、かつ確実に行うことができ、相互の接着不良を有効に防止できる空気入りタイヤの製造方法を提供する。
【解決手段】ベルト素材3の外周側に、トレッドゴム素材4を貼着させて配置して、筒状のベルト・トレッドバンド2を形成するに当たり、前記ベルト・トレッドドラム1として、ドラム軸方向の各端部分から中央部分に向かうに従って外径を大きくして、ドラム軸線方向の断面で、外周側に向けて凸状に湾曲する外面形状を有するドラムを用い、該ベルト・トレッドドラム上にベルト素材及びトレッドゴム素材を形成した後、少なくとも一個のステッチャロール5,6を、トレッドゴム素材の外周面に押し当てた状態で、該ステッチャロールをドラム軸線方向に移動させて、ベルト・トレッドバンドに、ベルト・トレッドドラムの前記外面形状に対応する癖付けを施す。
(もっと読む)
カーカスバンドの嵌合装置
【課題】グリーンタイヤの成型時に、カーカスバンドを、成型ドラム等の外周側に嵌め合わせるに当り、カーカスバンド端部分への局所的な歪の発生のおそれを確実に取り除いて、製品タイヤの品質の低下を有効に防止することのできるカーカスバンドの嵌合装置を提供する。
【解決手段】円筒状に成型したカーカスバンド10を拡径変形姿勢で、成型ドラムの軸線方向の一方側から嵌め合わせて、該カーカスバンド10を、成型ドラムの外周側に直接的もしくは間接的に嵌め合せるためのカーカスバンドの嵌合装置1であって、円筒状のカーカスバンド10を内周側から拡径変形させる拡径手段2と、該拡径手段2の外周側に配設されて、成型ドラムに向けてカーカスバンド10を外周側から押圧する押圧手段3とを具え、前記拡径手段2および押圧手段3のそれぞれが、カーカスバンド10の周方向に間隔をおいて配置される、半径方向に変位可能な複数本のアーム部材4,6を有するものとする。
(もっと読む)
補強部材の製造方法および製造装置
【課題】補強繊維片同士の絡み合いの問題を生ずることなく、補強繊維片が部位ごとに異なる均一な密度を有する補強部材を製造できる補強部材の製造方法および製造装置を提供する。
【解決手段】補強部材10の製造方法であって、補強繊維14を切断して複数の補強繊維片12を作製する切断工程と、ゴムシート上に補強繊維片12を散布して補強繊維片層13を形成する散布工程と、ゴムシート上に他のゴムシートを供給して重ね合わせ、これらゴムシート間に補強繊維片層13を介装させる供給工程と、これらゴムシート同士を互いに押付けて圧着する圧着工程とを含み、切断工程と散布工程とを連続して行うとともに、散布工程において補強繊維片12を、上下方向にのみ開口するガイド体を介して散布するにあたり、ガイド体として、ゴムシートの幅方向に沿う幅が上端部より下端部で広くかつ、上方から下方に向かい漸増する部分を有する。
(もっと読む)
ビードコア被覆装置及びビードコア被覆方法
【課題】ビードコアの断面形状に依存することなくビードコアの外周面にシート部材を確実に密着させて被覆することを可能にするビードコア被覆装置及びビードコア被覆方法を提供する。
【解決手段】環状に成形されたビードコアを円周方向に沿って一方向に回転させる回転ローラと、回転するビードコアに対して当該ビードコアの表面を被覆する帯状のシート部材を供給する供給部と、ビードコアの回転方向に沿って回転し、供給部から供給されたシート部材を幅方向から包囲し、ビードコアの断面形状に沿って型付けしつつシート部材の一部をビードコアに被着する型付けローラと、型付けローラよりもビードコアの回転方向下流側に設けられ、ビードコアの表面に被着したシート部材と接触し、当該接触した位置から当該シート部材の端部方向に回転する圧着ローラとを備えるようにした。
(もっと読む)
スティフナー貼付け装置
【課題】ビードコアに装着されたスティフナーの表面に凹凸が生じるのを防止可能なスティフナー貼付け装置を提供する。
【解決手段】ビードコア支持手段と、周方向に並べられてスティフナーの一側面を支持する支持面を形成する複数の揺動羽根22と、揺動羽根22を揺動させて支持面24上に横たわったスティフナーSを起立させることにより、該スティフナーSをビードコア支持手段に支持されるビードコアBの外周面に搭載する揺動手段と、を具えるスティフナー貼付け装置であって、揺動羽根22を、水平状態のみならず傾斜状態においても支持面24が周方向に無端状に延在するよう、ビードコア支持手段の位置する側の端部とは反対側の端部に向かうに連れて周方向に沿った長さが長くなるよう形成してなるスティフナー貼付け装置。
(もっと読む)
ローラおよび該ローラを用いた帯状部材の巻付け装置
【課題】小型で静粛かつ安価でありながら、ローラ18からの帯状部材15の離脱を容易とする。
【解決手段】ローラ18が、金属からなる回転可能なローラ本体22と、該ローラ本体22に保持され前記ローラ本体22と一体的に回転する非粘着性材料からなるリング体23とを備えているため、該ローラ18に熱風を吹き付けて該ローラ18を高温に加熱しなくても、また、該ローラ18と帯状部材15との間に高圧ガスを吹き付けなくても、帯状部材15をローラ18への接触後に該ローラ18から容易かつ確実に離脱させることができ、これにより、装置を小型で安価とすることができるとともに、静粛なものとすることができる。
(もっと読む)
タイヤ構成部材の圧着装置及びタイヤ製造方法
【課題】未完成タイヤにタイヤ構成部材を簡易な構成で容易且つ確実に貼り付ける。
【解決手段】ステッチングロール11により、回転する台タイヤ2にプレキュアトレッド3を圧着する圧着装置であって、前記台タイヤ2の回転軸線と平行に配置された1本のネジ軸25と、前記ネジ軸25に螺合するナットを備えた台座12と、前記ネジ軸25を回転駆動するモータMと、前記台座12に対して前記台タイヤ2の回転軸線方向に進退自在に取り付けられ、前記台タイヤ2にプレキュアトレッド3を押圧する空気入りゴムロールから成るステッチングロール11と、前記ステッチングロール11の空気圧を調整する空気圧調整手段と、を有する。
(もっと読む)
タイヤ製造装置及びタイヤ製造方法
【課題】台タイヤに円環状トレッドを組み付けたときに、円環状トレッドに歪みが生じないようにすることを可能とするタイヤ製造装置及びタイヤ製造方法を提供する。
【解決手段】台タイヤの外周面に円環状トレッドを組み付けるタイヤ製造装置であって、台タイヤを固定する台タイヤ固定手段と、台タイヤの最大外径を測定する測定手段と、円環状トレッドの幅方向に延長し、円環状トレッドの内周面を保持する複数の保持手段と、保持手段を円環状トレッドの半径方向外側に移動させ、円環状トレッドを拡径する拡径手段と、保持手段に保持された円環状トレッドの内周面に接する仮想の内接円の直径を測定手段により測定された台タイヤの最大外径よりも大径とし、当該拡径された円環状トレッドを台タイヤの外周面において縮径するように拡径手段を制御する制御手段とを備えるようにした。
(もっと読む)
1 - 20 / 214
[ Back to top ]