
Fターム[4F213AB25]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 添加剤、配合剤 (608) | 形状 (72) | 短繊維、ウイスカー (64)
Fターム[4F213AB25]に分類される特許
21 - 40 / 64
繊維強化プラスチック製リンク構造体の製造方法、およびリンク構造体

【課題】所定の耐久性を有するリンク構造体の製造方法を提供すること。
【解決手段】リンク構造体の製造方法において、(A)繊維強化プラスチック本体8を成形する、(B)金属取付座9を作製する、(C)前記金属取付座を前記繊維強化プラスチック本体に接着する、(D)駆動部品が取り付けられる構造にするために、前記(C)の工程を経て接着された前記金属取付座と前記繊維強化プラスチック本体とを加工する工程を有し、前記(D)の工程は、前記金属取付座を、該金属取付座の軸線に対し凹凸構造に加工する工程、および/または、前記繊維強化プラスチック本体と前記金属取付座に、前記金属取付座に貫通穴を加工する工程と、前記繊維強化プラスチック本体と前記金属取付座に、前記金属取付座の軸線から略等距離になる箇所に貫通穴を加工する工程を有してなり、かつ、貫通穴を加工をする際には、前記繊維強化プラスチック本体側から加工をすること。
(もっと読む)
パンクシーリング剤
【課題】 直径が4mmを超えるような比較的太い釘などによるパンク穴であっても、迅速にシールすることができ、また、そのパンクシーリング剤による応急修理によって生じたタイヤ内部の汚れを容易に洗い流すことができるパンクシーリング剤を提供する。
【解決手段】 パンクしたタイヤの穴をシールするためのパンクシーリング剤として、水溶性アクリル樹脂、凍結防止剤、樹脂粒子および短繊維を含有させてパンクシーリング剤を構成する。
上記水溶性アクリル樹脂の含有量は0.3〜10質量%が好ましく、凍結防止剤の含有量は5〜60質量%が好ましく、樹脂粒子と短繊維の合計含有量は2〜10質量%であることが好ましい。
(もっと読む)
伝動ベルト及び伝動ベルトの製造方法

【課題】伝動ベルトの表面に短繊維をほぼ均一な密度で付着させる。
【解決手段】Vリブドベルト1は、ベルト長手方向に延在する複数のリブ部8が形成されている圧縮ゴム層2と、圧縮ゴム層2のリブ部8表面に設けられた短繊維5と、圧縮ゴム層2のリブ部8と反対側の面に設けられ、心線4が埋設された接着ゴム層3と、接着ゴム層3の圧縮ゴム層2と反対側の面を覆う帆布7とを備える。短繊維5は、プラズマが照射された圧縮ゴム層2の表面に付着されている。
(もっと読む)
VリブドベルトならびにVリブドベルト製造方法
【課題】異音防止効果の長期持続性を有するVリブドベルト、ならびに、異音防止効果の低下が抑制されたVリブドベルトを製造し得るVリブドベルト製造方法の提供を課題としている。
【解決手段】ベルト長手方向に沿って複数条のリブが設けられており、リブ形状が形成されたゴム層と、前記ゴム層の表面に被覆され、接着剤が用いられて形成された接着剤層とを有し、前記接着剤層の表面に短繊維が接着されて前記リブの表面に植毛がされているVリブドベルトであって前記リブの先端側よりも根元側の方が前記接着剤層の厚みが厚いことを特徴とするVリブドベルトならびにVリブドベルト製造方法を提供する。
(もっと読む)
伝動ベルト及びその製造方法
【課題】 比較的クラック寿命が長く、スリップ音も小さい伝動ベルト及び該伝動ベルトの製造方法を提供することを課題とする。
【解決手段】 本発明は、プーリーに巻き掛けられた際にプーリーと接触するプーリー接触表面部を有し、該プーリー接触表面部がゴム組成物で形成されてなる伝動ベルトであって、前記ゴム組成物として短繊維を含まないゴム組成物が用いられ、且つ、前記プーリー接触表面部には、部分的に露出するように低摩擦化用の微粒子が埋設されていることを特徴とする伝動ベルトを提供するものである。
(もっと読む)
繊維強化樹脂製歯車
【課題】径方向断面における繊維組織層の繊維の連続性を確保することができるとともに、繊維組織層が渦巻き状に形成された繊維強化樹脂製歯車より強度を設定する際の自由度を向上させることができる繊維強化樹脂製歯車を提供する。
【解決手段】ウォームホイールには、芯金15の外周を囲むようにして芯金15と一体的に形成された繊維強化樹脂部16が設けられている。繊維強化樹脂部16は、強化繊維が組紐状に編成されることで構成された複数の組物層R1〜R7に樹脂が含浸されることで形成されている。そして、複数の組物層R1〜R7は、歯部17に対応する部分には歯元部に達する連続繊維を有し、ウォームホイールの径方向断面において、閉じた輪状に形成されるとともに独立した状態で同心状に形成されている。
(もっと読む)
繊維複合構造部材の処理装置及び繊維複合構造部材の処理方法
繊維複合構造部材102の表面部112の上に配置された未硬化繊維層104を繊維複合構造部材に連結する連結装置100を提供する。連結装置は圧力クッション390を備え、圧力クッション390は、表面部より上に配置される圧力キャップ120,308と、圧力キャップの外周縁部107に圧密に連結された圧密キャップマット106とを備え、圧力キャップ及びキャップマットにより限定された圧力領域を形成する。連結装置は、圧力領域にキャップマットを繊維層に押付ける過圧を導入する圧力導入手段302をさらに備える。 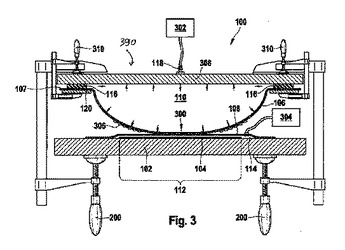 (もっと読む)
(もっと読む)
動力伝動用ベルト
【課題】ベルト製造時に発生する廃棄物をリサイクル材としてできるだけ多く使用したゴム組成物を用いて耐摩耗性を向上させ、コスト低減を図った動力伝動用ベルトを提供することを目的とする。
【解決手段】 ベルト長手方向に沿って心線を埋設し、圧縮ゴム層を配置した伝動ベルトであって、少なくとも圧縮ゴム層が新ゴム100重量部に対して、アラミド繊維を含む架橋ゴムを粉末化した粉末ゴムを30〜100重量部配合し、ベルト製造時に発生する廃棄物をリサイクル材として有効利用できる。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】成形型のコア部を移動してブロー成形体内に注入された発泡性樹脂の発泡を促進させる樹脂成形品の成形において、コア部の移動に対してブロー成形体の追従性が低下することを抑制することができる樹脂成形品の成形方法及び成形装置を提供する。
【解決手段】パリソンをブロー成形して形成される中空のブロー成形体23の内部に発泡性樹脂31の注入を開始した後に、成形型10のキャビティの容積を拡大させるように成形型のコア部13を移動し、前記発泡性樹脂の発泡を促進させて前記ブロー成形体を膨張させるようにした樹脂成形品の成形において、前記成形型のキャビティの容積を拡大させるように前記成形型の前記コア部を移動して前記ブロー成形体を膨張させた後に、前記成形型のキャビティの容積を縮小させるように前記成形型の前記コア部を所定量移動し、前記ブロー成形体を圧縮させることを特徴とする。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】成形型のコア部を移動してブロー成形体内に注入された発泡性樹脂の発泡を促進させる樹脂成形品の成形において、コア部の移動に対してブロー成形体の追従性が低下することを抑制することができる樹脂成形品の成形方法及び成形装置を提供する。
【解決手段】パリソンをブロー成形して形成される中空のブロー成形体23の内部に発泡性樹脂31の注入を開始した後に、成形型10のキャビティの容積を拡大させるように成形型のコア部13を移動し、前記発泡性樹脂の発泡を促進させて前記ブロー成形体を膨張させるようにした樹脂成形品の成形において、前記成形型のキャビティの容積を拡大させるように前記成形型の前記コア部の移動を開始した後に、前記ブロー成形体内に溶融した発泡性樹脂39を追加注入することを特徴とする。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】 成形型の型動作に基づくキャビティの増大による発泡性樹脂の発泡を図りつつ、成形型内壁に対するブロー成形体の追従性が低下することを防止する樹脂成形品の成形方法を提供する。
【解決手段】 成形型4内のブロー成形体41内に溶融発泡性樹脂70を供給し、その後、成形型4の型動作に基づきキャビティ27を増大させて、溶融発泡性樹脂70による発泡に基づきブロー成形体41を膨張させる。この成形型4の型動作に基づいてキャビティ27を増大させる前までに、ブロー成形体41のうち、成形型4の型動作に基づいてキャビティ27を増大させる際に延伸される部分の肉厚を他の部分の肉厚に比して薄くして、延性、追従性を高め、ブロー成形体41を成形型4の内壁に的確に追従させる。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】ブロー成形体の膨張が妨げられることを抑制することができる樹脂成形品の成形方法及び成形装置を提供する。
【解決手段】パリソンをブロー成形して形成される中空のブロー成形体23の内部に発泡性樹脂31を注入した後に、成形型10のキャビティの容積を拡大させるように成形型のコア部13を型開き方向に所定量移動し、前記発泡性樹脂の発泡を促進させて前記ブロー成形体を膨張させるようにした樹脂成形品の成形において、前記発泡性樹脂を前記ブロー成形体内に注入する際に、前記ブロー成形体内に注入された前記発泡性樹脂が発泡することを抑制するように前記ブロー成形体内の圧力が制御されることを特徴とする。
(もっと読む)
半導電性ベルトの製造方法
【課題】半導電性ベルトにおける電気抵抗値の電圧依存性を小さくすることが可能であるとともに、電気抵抗値の面内バラツキを抑制可能な、電気特性に優れた半導電性ベルトの製造方法を提供することを目的とする。
【解決手段】導電性フィラーを含有するポリエーテルサルホン系樹脂フィルムからなる半導電性ベルトを製造する方法であって、前記導電性フィラーを含有するポリエーテルサルホン系樹脂をフィルム状に成形した後、該フィルムの表裏面に電極対を接触させて高電圧印加処理を施す。
(もっと読む)
伝動ベルトとその製造方法
【課題】 ベルト走行時の騒音を軽減し、そして耐久性を向上させた伝動ベルトとその製造方法を提供する。
【解決手段】 未加硫ゴム表面に短繊維を固着させた第1植毛層26a、その表層に第2植毛層26bを形成した多層植毛層26で被覆したゴムスリーブ24を、可撓性ジャケット42を装着した内型41と外型46との間に配置し、可撓性ジャケット42を膨張させて外型の型部45に予備成型体21を作製する。外型46から離脱した内型41の可撓性ジャケット42面に別のスリーブ25を作製し、再度この内型41を外型46内に設置し、可撓性ジャケット42を膨張させて別のスリーブ25を予備成型体21と一体的に加硫する。通気性を保持した多層植毛層26から空気を型外へ抜き出し、平坦な型付部を形成し、上記ベルトスリーブ面に短繊維をゴム層に埋設した第1植毛層26aと、表層の第2植毛層26bからなる多層植毛層26を形成する。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】溶融発泡性樹脂を用いて成形された発泡成形体51と該発泡成形体51の周囲を覆う表皮52とからなる樹脂成形品50を成形する場合に、成形型のコアバックにより溶融発泡性樹脂の発泡を促進しつつ、表皮52を構成するブロー成形体55がコアバックにより薄肉化しても、樹脂成形品50の表面部の強度が部分的に低下するのを抑制する。
【解決手段】溶融発泡性樹脂が補強材を含有するようにし、発泡成形体51に、ブロー成形体55におけるコアバック時の膨張による被延伸部分に接して位置しかつ他の部分(補強材少量部51b)に比して単位体積当たりの補強材の数が少ない補強材多量部51aが形成されるように、溶融発泡性樹脂をブロー成形体55内に供給する。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】溶融発泡性樹脂を用いて成形された発泡成形体51と該発泡成形体51の周囲を覆う表皮52とからなる樹脂成形品50を成形する場合に、成形型のコアバックにより溶融発泡性樹脂の発泡を促進しつつ、表皮52を構成するブロー成形体55がコアバックにより薄肉化しても、樹脂成形品50の表面部の強度が部分的に低下するのを抑制する。
【解決手段】発泡成形体51に、ブロー成形体55におけるコアバック時の膨張による被延伸部分(表皮52の薄肉部52a)に接して位置しかつ他の部分(発泡セル大径部51b)に比して平均発泡セル径が小さい発泡セル小径部51aが形成されるように、溶融発泡性樹脂をブロー成形体55内に供給する。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】溶融発泡性樹脂を用いて成形された発泡成形体51と該発泡成形体51の周囲を覆う表皮52とからなる樹脂成形品50を成形する場合に、成形型のコアバックにより溶融発泡性樹脂の発泡を促進しつつ、表皮52を構成するブロー成形体55がコアバックにより薄肉化しても、樹脂成形品50の表面部の強度が部分的に低下するのを抑制する。
【解決手段】発泡成形体51に、ブロー成形体55におけるコアバック時の膨張による被延伸部分(表皮52の薄肉部52a)に接して位置しかつ他の部分(発泡セル多量部51b)に比して単位体積当たりの発泡セルの数が少ない発泡セル少量部51aが形成されるように、溶融発泡性樹脂をブロー成形体55内に供給する。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】ブロー成形体の膨張が妨げられることを抑制することができる樹脂成形品の成形方法及び成形装置を提供する。
【解決手段】パリソンをブロー成形して形成される中空のブロー成形体23の内部に発泡性樹脂31を注入した後に、成形型10のキャビティの容積を拡大させるように成形型のコア部13を移動し、前記発泡性樹脂の発泡を促進させて前記ブロー成形体を膨張させるようにした樹脂成形品の成形において、前記コア部を移動して前記ブロー成形体を膨張させる際に、前記ブロー成形体の延伸される部分23aに対応する前記成形型の型面部14bから前記ブロー成形体の延伸される部分に気体を噴射して、前記ブロー成形体の延伸される部分に対応する成形型の型面部とブロー成形体の延伸される部分との間に空間部16aを形成することにより、前記ブロー成形体から前記成形型への伝熱が抑制されている。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】金型のコアバックにより溶融樹脂の発泡を促進すると共に、パリソンの金型内壁に対する追従性の低下を抑制すること。
【解決手段】
押し出し成形された非発泡性かつ伸縮性のある筒状成形体Pが金型21、22のキャビティC内に配置されるよう金型21、22を型締めする工程と、筒状成形体PをキャビティC内で膨らませてブロー成形体を成形した状態で、キャビティC内のブロー成形体P内部に発泡性の溶融樹脂を射出する射出工程と、金型21、22をコアバックさせてキャビティCの容積を増大させながら溶融樹脂をブロー成形体P内部で発泡させる発泡工程と、を有し、発泡工程において、コアバックによるキャビティCの容積の増大に伴って延伸されるブロー成形体Pの被延伸部分に近接する部位(部分B)に充填される溶融樹脂の温度を他の部位に充填される溶融樹脂の温度に比べて高く設定することを特徴とする。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】金型のコアバックにより溶融樹脂の発泡を促進すると共に、パリソンの金型内壁に対する追従性の低下を抑制すること。
【解決手段】
押し出し成形された非発泡性かつ伸縮性のある筒状成形体が金型のキャビティ内に配置されるよう金型を型締めする工程と、前記筒状成形体を前記キャビティ内で膨らませてブロー成形体を成形した状態で、前記キャビティの前記ブロー成形体内部に発泡性の溶融樹脂を射出する射出工程と、前記金型をコアバックさせて前記キャビティの容積を増大させながら前記溶融樹脂を前記ブロー成形体内部で発泡させる発泡工程と、を有し、前記発泡工程において、前記コアバックによる前記ブロー成形体の被延伸部分に近接する部位に充填される前記溶融樹脂の発泡圧を、他の部位に充填される前記溶融樹脂の発泡圧に比べて、高く設定することを特徴とする。
(もっと読む)
21 - 40 / 64
[ Back to top ]