
Fターム[4G054BA79]の内容
プレス成形、コンベアを利用した成形 (2,780) | ラムによるプレス成形 (549) | 装置、工程の要素 (297) | 脱型 (57) | 離型剤又は離型材の利用 (15)
Fターム[4G054BA79]に分類される特許
1 - 15 / 15
プレキャストコンクリート部材とその製造方法
【課題】PC部材の表面の仕上げバリエーションの展開を容易にする。
【解決手段】コンクリートの表面に、押型10により模様付けされているPC部材及びその製造方法として、型枠1内に打設されたコンクリートの表面に、そのコンクリートの半硬化状態において押型10で模様付けし、その後に、そのコンクリートを硬化させることを特徴とするプレキャストコンクリート部材の製造方法。
(もっと読む)
カーボン凝結体成形品の脱型方法及びカーボン凝結体成形品

【課題】成形品の金型への嵌合力を抑制して脱型時の応力も小さくなり、ノックアウトピンなどによる局部的な応力負荷を軽減して成形品のクラック発生などの不具合を軽減することができるカーボン凝結成形品のを提供する。
【解決手段】この発明に係るカーボン凝結成形品の脱型方法は、金型表面に高炭素含有有機物の溶融体を塗布して圧縮成形に供することによって、金型面に薄膜を成す溶融体を成形品に転写して脱型を容易にする。タールを主体に易分解性の有機繊維を混合したものを金型内壁面に塗布する、または、易分解性有機繊維の不織紙の片面に含浸したものを金型に載置したことにより、それらが金型との嵌合力を緩和して、脱型時の金型から成形品の脱離を容易にして、亀裂の発生を抑止するものである。
(もっと読む)
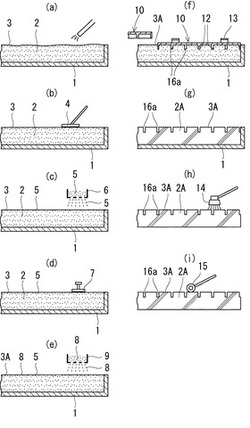
表面に微細凹凸パターンを有したセラミックス焼成体及びその製造方法
【課題】低コストで微細構造の付与が可能であるとともに、微細構造を構成する粒子結晶体を所望の組成状態に制御できる、ナノセラミックス焼成体の製造方法を提供する。
【解決手段】表面に複数の凹凸部を備えた微細凹凸パターン転写用モールド11に離型剤12を塗布した上で(工程S1及びS2)、セラミックス粉末14と有機材料13とを混合させスラリー状の複合物15を生成する工程S3と、モールド11の該表面上に複合物15を塗布してモールド11の微細凹凸パターンを複合物15に転写するようにセラミックス基板16で押圧する工程S4と、押圧状態のモールド11、複合物15及びセラミックス基板16を乾燥させる工程S5と、複合物15が表面に結合したセラミックス基板16を剥離する工程S6と、複合物15及びセラミックス基板16を焼結する工程S7と、により表面に微細凹凸パターンが形成されたセラミックス焼成体17を製造する。
(もっと読む)
大型高密度圧粉体の成形方法
【課題】金型内壁に塗布された潤滑剤の脱離を生ずることなく粉末充填して高圧成形し、抜き取り圧力の増大やかじり等の成形不良を生じない成形方法を提供する。
【解決手段】内壁2aに潤滑剤を塗布した深さ70mm以上の大型キャビティ1内へ、粉箱4から粉末Pを充填して成形する大型高密度圧粉体の成形方法において、前記粉箱4の底面に、金型2の開口部形状と相似縮小された形状を有する粉末排出口4aと開閉するシャッター5とを備え、前記金型2開口部の外接円径Dと粉末排出口4aの外接円径D0との差(D−D0)を5mm以上、隙間係数f=2t/{D(1−K)tanθ}>1を満足する様に構成し、前記粉末排出口4aと前記金型2の開口部の各中心を略一致させた状態で、キャビティ1内に粉末充填した後高圧成形する。ここで、tは前記粉末排出口と前記金型の上面との隙間、θは充填する粉末の安息角、K=D0/Dである。
(もっと読む)
粉末成形用金型
【課題】予め潤滑剤を粉末に塗布している場合、圧縮時に粉末から染み出した潤滑剤がダイのキャビティから流れ出ることを防止し、抜き出し時に成形体とダイとの摩擦に寄与する潤滑剤を増加させることで、焼き付きを防止すると共に、ダイや成形体の破損を防止する。
【解決手段】金型のダイのキャビティに粉末を充填し、該粉末を上下パンチ間で圧縮して成形体を形成する粉末成形用金型であって、前記ダイのキャビティを囲む型面と該型面と対向する前記下パンチの外周面との隙間が10〜20μmであることを特徴とする。
(もっと読む)
プレス装置
【課題】水硬性セメントの湿潤シート等の成形体に対してプレス加工を施すにあたり、離型シートを介在させて離型する際に成形体の浮き上がりを確実に防止し、成形体における変形や破損等の不良の発生を防止することができるプレス装置を提供する。
【解決手段】成形体1の表面に凹凸加工を施すプレス装置に関する。下面に凹凸形状を有する成形面3が設けられた上盤2を具備する。プレス成形時に前記上盤2と成形体1との間に介在して、離型時に成形体1を支える離型シート4を具備する。前記離型シート4の上方に配置され、離型時に前記離型シート4を成形体1に向けて押圧する押圧部材5を具備する。
(もっと読む)
プレス成形装置及びプレス成形方法
【課題】型開きの際に成形品が上型の一方の上型半体に付着したまま持ち上げられることを防いで、精度良く凹凸模様を成形することができるプレス成形装置を提供する。
【解決手段】断面逆V字形に形成されるトレー5に成形材料3をセットすると共にトレー5を下型1に載置し、上型2を型締めして成形材料3を成形面4が断面逆V字形に形成される上型2でプレスすることによって、成形品6を成形し、この後に型開きして成形品6から上型2の成形面4を離型させるプレス成形装置に関する。断面逆V字形の成形面4の頂部を境にして上型2を分割した一対の上型半体7a,7bで上型2を形成する。そして上型2の型開きの際に上型半体7a,7bを成形面4と垂直な斜め上方に移動させて成形品6から離型させる上型作動手段17と、上型2を型開きして成形品6から上型半体7a,7bの成形面4を離型させる際にトレー5の上面を押さえるトレー押圧手段18とを備える。
(もっと読む)
磁場中成形装置、金型、磁場中成形方法
【課題】フェライト磁石を形成するための成形体を得るに際し、離型剤の使用量を抑え、生産コストの低減、生産効率の向上を図ることのできる耐久性に優れた磁場中成形装置、金型、磁場中成形方法を提供することを目的とする。
【解決手段】金型12の下型12Bに、キャビティ11を形成する表面に高硬度かつ低摩擦係数を有する被膜30を形成することで、スラリーに含まれる固形成分(微粉砕粉末)による下型12Bの表面に対する耐摩耗性を高め、被膜30の耐久性を大幅に向上させるとともに、潤滑剤の使用量を削減するようにした。
(もっと読む)
プレス成形装置及びプレス成形方法
【課題】バリの除去を行なう必要なく成形材料を出隅形状に成形することができるプレス成形装置を提供する。
【解決手段】上型2を分割して形成される上型半体7a,7bと、上型半体7a,7bを当接離間させる横シリンダー8と、横シリンダー8と上型半体7a,7bを取り付けた上型保持体9を上下動させる上シリンダー10を備える。また各上型半体7a,7bと下型1とが相互に接触し合う、上型半体7a,7bの成形面4に対して垂直で且つ上型半体7a,7bの横移動方向に対して斜めに交差するスライド面11,12を、上型半体7a,7bと下型1に設ける。そして上型半体7a,7bを合体して上型2を形成した状態で、下型1に上型2を型締めして成形する。また各上型半体7a,7bを離間する横方向に移動させることによって、スライド面11に対するスライド面12のスライドで、上型半体7a,7bを成形面4と垂直な斜め上方に移動させて型開きする。
(もっと読む)
粉末成形体の成形方法及び粉末成形体の成形装置
【課題】 成形部を形成する成形型本体の上面等に残存する原料粉末による弊害を少なくする。
【解決手段】 シューボックス7の摺動路7A及び貫通孔1に臨んで摺動路7A及び貫通孔1に残存する残存原料粉末6Aの除去手段17を設ける。成形部により粉末成形体Aを成形し、さらにこの後成形部より粉末成形体Aを取り出す際、粉末成形体Aを成形部より取り出し後でかつ溶液8を付着させる前にダイ2の上面3やその近傍の上面19Aに残存する残存原料粉末6Aを除去手段17により除去することで、上面3や上面19Aを清浄な状態としてシューボックス7の摺動を良好に行うことができる。
(もっと読む)
粘土系難透水性材料の圧縮成形方法
【課題】ブロックと型枠との間に摩擦力が生じるのを防止し、ブロック表面や角部に剪断破壊が生じない粘土系難透水性材料の圧縮成形方法を提供する。
【解決手段】下部型枠板22の上端部に伸縮性膜材が被せられ、伸縮性膜材の上端部2aで固定されている。圧縮装置14を作動させることによって、粘土材料3をプレスして粘土ブロックが成形される。伸縮性膜材は、粘土ブロックと下部型枠板22との間に挟在している。従って、下部型枠板22と粘土ブロック表面との間に表面摩擦力が生じないので、粘土ブロックに剪断破壊やひび割れ、角部の欠損等を防止できる。
(もっと読む)
セメント系成形体のプレス成形装置および製造方法
【課題】 プレス成形によるセメント系成形体の製造において、プレス成形型に設けられ圧縮空気を吹き出す通気孔の詰まりを防止し、セメント成形体の型離れを良好にする。
【解決手段】 セメント系材料の押出成形体10をプレス成形してセメント系成形体を得る装置である。押出成形体10が配置される固定型32と、固定型32に対して開閉自在で、固定型32との対向面に所望の凹凸形状からなる型面を有する可動プレス型30と、可動プレス型30の型面に間隔をあけて多数が配置され、圧力空気を噴出する噴出口35と、可動プレス型30で型面の背面に配置され、多数の噴出口35を複数組に分割した分割組ごとに設けられ、一つの分割組に含まれる複数の噴出口35と連通する分割加圧室37と、分割加圧室35ごとに内部の空気を加圧する空気供給配管38などの加圧手段とを備える。
(もっと読む)
シャモットを原料とする瓦の製造方法
【課題】
瓦素地の表面に発生する筋状の微細な凹凸の抑制と乾燥キレを防止する。
【解決手段】
多量なシャモットを配合させた瓦用原料を利用してリサイクル瓦を製造する方法において、
上型と下型からなるプレス成形機により、前記の瓦用原料により、瓦素地を得るのに備えて、荒地に離型剤を塗布させることなく、金型にのみ通常の離型剤の塗布量を減量させてプレス成形する。
(もっと読む)
セメント系成形品の製造方法
【課題】セメント含有逆エマルジョン組成物からなるセメント系成形材料をプレス成形して屋根瓦等の外装建材といったセメント系成形品を得るにあたり、プレス成形後、型開き時に優れた離型性を得ることができ、且つ離型剤を用いる場合の成形性の悪化を防止することができるセメント系成形品の製造方法を提供する。
【解決手段】セメントと水と油性物質を主成分とするセメント含有逆エマルジョン組成物からなるセメント系成形材料1を用い、プレス成形にてセメント系成形品を製造する方法に関する。成形型3におけるプレス面4の少なくとも一部の領域に予め無機粉体2を付着させた状態で前記成形型3にてセメント系成形材料1をプレスして成形する。これにより、型開き時にプレス面における無機粉体を付着した領域と成形体との間の離型性が非常に良好なものとなる。またキレやシワの発生も防止される。
(もっと読む)
セメント系成形品の製造方法
【課題】 トレーが吸水して強度低下することを防ぐことができ、成形不良が発生するようなことなくセメント系成形材料をプレス成形することができるセメント系成形品の製造方法を提供する。
【解決手段】 下型1の上面にポリスチレン系の水系離型剤5を塗布し、このポリスチレン系の水系離型剤5を乾燥させる。この後に、下型1の上に吸水性を有するトレー2を載置する。そしてセメントと水と油性物質を主成分とするセメント含有逆エマルジョン組成物からなるセメント系成形材料3をトレー2の上に載せ、下型1と上型4との間でセメント系成形材料3をプレスして成形する。下型1に塗布したポリスチレン系の水系離型剤5を乾燥させた後に、離型剤5中の水分が残留していない状態で下型1の上にトレー2を載置することができ、離型剤5中の水分がトレー2に吸水されるようなことがなくなって、トレー2が強度低下することを防ぐことができる。
(もっと読む)
1 - 15 / 15
[ Back to top ]