
Fターム[4G055AB08]の内容
後処理、加工、供給、排出、その他の装置 (4,026) | 成形物品を製造する成形手段 (403) | 射出成形 (18)
Fターム[4G055AB08]に分類される特許
1 - 18 / 18
セラミックス接合体の製造方法

【課題】焼結後の接合部にクラックまたは剥離が生じることを抑制できるセラミックス接合体の製造方法を提供する。
【解決手段】セラミックス接合体3の製造方法は、互いに同種材料からなる第1および第2のセラミックス成形体1,2を個別に成形する工程(S10,S20)と、第1および第2のセラミックス成形体1,2を等方圧成形を用いて嵌合することによってセラミックス接合体3を成形する工程(S30)と、セラミックス接合体3を焼結する工程(S40)とを備えている。第1および第2のセラミックス成形体1,2を個別に成形する際のそれぞれの成形圧力は、等方圧成形の成形圧力より低い。第1および第2のセラミックス成形体1,2を個別に成形する際の第1のセラミックス成形体1の成形圧力は、第2のセラミックス成形体2の成形圧力より低い。等方圧成形の際に第1のセラミックス成形体1に第2のセラミックス成形体2が嵌合されてセラミックス接合体3が得られる。
(もっと読む)
セラミックス接合体の製造方法

【課題】焼結後の接合部にクラックまたは剥離が生じることを抑制できるセラミックス接合体の製造方法を提供する。
【解決手段】セラミックス接合体3の製造方法は、互いに同種材料からなる第1および第2のセラミックス成形体1,2を個別に成形する工程(S10,S20)と、第1および第2のセラミックス成形体1,2を等方圧成形を用いて嵌合することによってセラミックス接合体S3を成形する工程(S30)と、セラミックス接合体3を焼結する工程(S40)とを備えている。等方圧成形前の第1および第2のセラミックス成形体1,2のそれぞれは、セラミック接合体3より低い成形密度を有している。等方圧成形前の第1のセラミックス成形体1は、第2のセラミックス成形体2より低い成形密度を有している。等方圧成形の際に第1のセラミックス成形体1に第2のセラミックス成形体2が嵌合されてセラミックス接合体3が得られる。
(もっと読む)
導電性マイエナイト化合物と導体との接合体の製造方法
【課題】簡単な工程で、導電性マイエナイト化合物と導体の間に、再現性良くオーミック接合を形成することが可能な、オーミック接合形成方法を提供する。
【解決手段】オーミック接触が形成された、導電性マイエナイト化合物と導体との接合体の製造方法であって、(1)マイエナイト化合物の粉末を準備する工程と、(2)前記マイエナイト化合物の粉末およびバインダを含む成形体を準備する工程と、(3)前記成形体を導体と組み合わせて、組立体を得る工程と、(4)前記組立体を加熱しバインダを除去して、脱脂体を得る工程と、(5)前記脱脂体を、還元性雰囲気下で、1230℃〜1415℃の範囲の温度に保持して、導電性マイエナイト化合物と導体との接合体を得る工程と、を含むことを特徴とする製造方法。
(もっと読む)
非酸化物セラミックス製品の製造方法
【課題】サイアロン粉末を用いて高密度且つ三次元複雑形状のセラミックス製品を射出成形法により製造する方法を提供する。
【解決手段】サイアロン粉末A、焼結助剤B、および有機バインダCを含有する成形材料であって、前記サイアロン粉末Aは、平均粒径0.01μm〜3.0μmの粉末であり、前記焼結助剤Bは、Y、Yb、Al及びZrよりなる群から選択される元素の酸化物であり、サイアロン粉末Aと焼結助剤Bの合計量に占める割合が0.5〜15重量%となる量で含有されており、前記有機バインダCは、成形材料全量に占める割合が30〜70体積%となる量で含有されている、成形材料を調製し、当該成形材料を射出成形して成形体を得、当該成形体を加熱脱脂し、焼結する工程を含むことを特徴とする。
(もっと読む)
セラミック鋳物中子をバリ取りする方法
本発明は、金型の中に所定のガラス転移温度を有するバインダーを含むセラミックペーストを射出し、除去されるべきバリ(B)を形成する余剰材料のある少なくとも1つの表面部分を有することによって得られるセラミック鋳物中子(10)をバリ取りする方法に関する。この方法は、a)取り付け台(300)の上に、成形された未焼成の鋳物中子(10)を配置し、取り付ける段階と、b)工具ホルダの上に、ねじれ切刃を持っている細長形状を有するフライス工具(100)を配置する段階と、c)工具をその軸の周りに回転させ、フライス工具をバリ取りされるべき前記表面部分に接触させる段階と、d)バリ取り作業中に前記ガラス転移温度よりも低い温度に鋳物中子が保たれるように、バリ取りされるべき表面部分を冷却する(400)段階とを含むことを特徴とする。 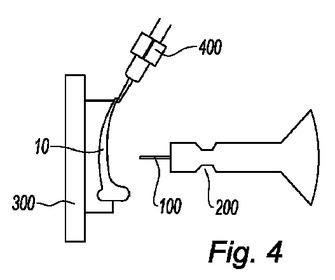 (もっと読む)
(もっと読む)
セラミックス構造体
【課題】セラミックス構造体としての、機械的強度等に優れるという基本的な特性を保持し、高温環境下における使用に好適であることに加え、複雑、多様な形状が要求される場合であっても、製造が簡易で低コストなセラミックス構造体を提供する。
【解決手段】セラミックス原料を含有する成形体の複数が、所定の構造に組み立てられた後、焼成されてなるセラミックス構造体10であって、成形体1が、セラミックス原料に加えて弾性化剤を含有し、その少なくとも一部分が弾性変形可能な性質を有するものであり、かつ所定の構造への組み立てが、成形体1の弾性変形を利用した成形体1相互の連結加工によるものであることを特徴とするセラミックス構造体。
(もっと読む)
セラミックス焼結体の製造方法
【課題】バインダを含むセラミックス粉末の粉末射出成形後、脱脂、焼成を経てセラミックス焼結体を得るにあたり、バインダの含有量を増大させることなく、或いはバインダの含有量を低減しても、射出成形時のセラミックス粉末の流動性を向上することができて、薄肉部分や複雑形状を有する焼結体を得る場合であっても未充填を抑制すると共に緻密なセラミックス焼結体を得ることができ、且つ脱脂時間を短縮して製造効率を向上することができるセラミックス焼結体の製造方法を提供する。
【解決手段】セラミックス粉末1とバインダ2とを含む成形材料3を射出成形し、得られた成形体4を加熱脱脂した後に焼成するセラミックス焼結体7の製造方法に関する。前記成形材料3に微細気泡5を混入することを特徴とする。
(もっと読む)
焼結体の製造方法および焼結体
【課題】優れた特性(寸法精度、機械的特性、外観等)を有する焼結体を、安全、容易かつ安価に製造し得る焼結体の製造方法、および、かかる焼結体の製造方法で得られ、優れた特性を有する焼結体を提供すること。
【解決手段】無機材料粉末と、脂肪族炭酸エステル系樹脂と、この脂肪族炭酸エステル系樹脂の融点より熱分解温度が高い第2の樹脂とを含む結合材とを含有する組成物を成形し、成形体を得る成形体形成工程と、この成形体を、アルカリ性ガス含有雰囲気に曝すことにより、前記成形体中から脂肪族炭酸エステル系樹脂を分解・除去して、第1の脱脂体を得る第1の脱脂工程と、第1の脱脂体を前記アルカリ性ガス含有雰囲気よりアルカリ性ガス濃度が低い低アルカリ性ガス含有雰囲気に曝して中間脱脂体を得る中間工程と、中間脱脂体を加熱して第2の脱脂体を得る第2の脱脂工程と、第2の脱脂体を焼結させて焼結体を得る焼結工程とを有する。
(もっと読む)
成形体形成用組成物、脱脂体および焼結体
【課題】優れた特性(寸法精度、機械的特性、外観等)を有する焼結体を製造可能な脱脂体および成形体を、安全、容易かつ安価に製造するのに用いられる成形体形成用組成物、およびかかる成形体形成用組成物を用いて製造され、優れた特性を有する脱脂体および焼結体を提供すること。
【解決手段】成形体形成用組成物10は、主に無機材料で構成された粉末1と、アルカリ性ガスの作用により分解可能な第1の樹脂3と、この第1の樹脂3に遅れて分解する第2の樹脂4と、分散剤(添加剤)5とを含有する結合材2とを含むものであって、この組成物10を成形してなる成形体を、アルカリ性ガス含有雰囲気に曝すことにより、第1の樹脂3を分解・除去した後、前記アルカリ性ガス含有雰囲気よりアルカリ性ガス濃度が低い低アルカリ性ガス含有雰囲気に曝し、その後、加熱することにより第2の樹脂4を分解・除去して、脱脂体を得るのに用いられることを特徴とする。
(もっと読む)
未焼結状態のセラミック放電容器部品
【課題】未焼結状態の放電容器部品の組立てを容易にする。
【解決手段】未焼結状態における第1の放電容器部品40と、未焼結状態における第2の放電容器部品42とが設けられており、第1及び第2の放電容器部品が、放電容器を形成するように接合されるように配置及び適合されており、第1の放電容器部品40に一時的にかつ取外し可能に取り付けられた第1の取外し可能なハンドル44が設けられており、取外し可能なハンドルが、第1の放電容器部品を操作するように配置及び適合されており、第2の放電容器部品42に一時的にかつ取外し可能に取り付けられた第2の取外し可能なハンドル46が設けられており、取外し可能なハンドルが、第2の放電容器部品を操作するように配置及び適合されている。
(もっと読む)
多層セメント系生成品を生成するための方法および装置
多層石膏ボード生成品を製造するための方法であって、
混合容器内でセメント系材料を水と混合し水溶性スラリーを形成するステップと、
スラリーを前記混合容器から排水口を通って支持部へ排出するステップと、
凝固促進剤を混合容器の前記排水口でまたはその近傍で前記スラリー内へ注入するとともに、混合機から前記スラリーの出口へ注入して、促進剤をスラリーの乱流状態においてスラリーと混合させるステップと、を含む多層石膏ボード生成品を製造するための方法。
(もっと読む)
未硬化状態の屋根瓦に水止めを製造する装置と方法
【課題】
より多い製造工程数に適していて、同時に水止めの改良され且つ永続的機能性を保証する水止めを備えるコンクリート屋根瓦を製造する方法と装置を創作すること。
【解決手段】
この発明は、未硬化状態の屋根瓦における水止めを製造する装置に関する。この装置は、屋根瓦の一端の上に配置された窪みをもつ成形部材を有する。この成形部材は屋根瓦の端部の上部に配置されている。この場合に、ドロップハンマーは未加工屋根瓦の後辺を全体に或いは部分的に上方へ押圧される。引き続いて、未加工屋根瓦が乾燥される。 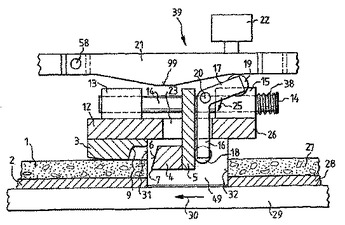 (もっと読む)
(もっと読む)
無機質成形体の製造方法
【課題】セメント、水、油性物質を含むセメント含有逆エマルジョン組成物からなるセメント系成形材料の成形体を養生硬化するにあたり、成形条件の不均一化を防止し、且つ養生硬化時の水や油性物質の揮散を充分に抑制してドライアウトの発生を防止し、更に多品種生産時の生産設備の共通化を図る。
【解決手段】成形体1を密閉容器2内に配置する。密閉容器2内における成形体1が配置されていない空間に充填部材3を配置する。この密閉容器2を加熱して成形体1を養生硬化する。成形体1の周囲の空間4の容積を低減した状態で養生硬化を行い、成形体1の面積あたりの揮散量を抑制できる。また密閉容器2の外部の雰囲気が成形体1の養生硬化に影響することを防止できる。また同一の密閉容器2を用い成形体1の寸法等を変更する場合、充填材の寸法等を変更すれば、成形体1の周囲の空間4の容積を十分に低減できる。
(もっと読む)
未焼結体を成形する方法及び当該方法により製造された物
未焼結体の成形方法は多数の焼結可能粒子と有機結合剤とからなる未焼結成形体を提供する。この方法は(1)焼結可能粒子と有機結合剤との混合物を初期段階の未焼結体若しくは中間物の形状に成型するステップと、(2)未焼結体中間物をエネルギ流若しくは物質流の少なくとも一方により成形するステップとを含む。焼結可能粒子は金属粒子若しくはセラミック粒子の少なくとも一方を含んでいる。当該成形は望まれた形状を有する未焼結体を生じる。未焼結成形体は未焼結成形体のほぼ形状を有する硬化した物体を提供するために焼結される。当該処置は歯列矯正具の製造に特に役立つ。 (もっと読む)
ポリマー複合セメント板の製造方法
【課題】 自然で複雑な意匠表現で凹凸模様を形成することができ、しかも複数の色で表面を形成することができるようにする。
【解決手段】 セメントと水と油性物質とを主成分とするセメント含有逆エマルジョン組成物からなる異色のセメント系成形材料を複数層積層して板状に成形する。この成形板1の表面を密閉しない状態で養生することによって、表面に硬化不良を生じさせながら硬化させる。この後、表面の硬化不良部分2を除去して凹凸模様3を形成する。成形板1を養生硬化する過程において成形体1の表面から水が蒸発すると、表層部分の水和硬化が充分に進行しなくなり、成形板1の表面に硬化不良部分2が生じ、硬化不良部分2の除去で凹凸模様3を形成することができる。また複数層に跨って硬化不良部分2を形成させることによって、凹凸模様3の部分に異色の複数層を露出させることができ、複数の色で表面を形成することができる。
(もっと読む)
円筒成形体用成形装置とこれを用いた円筒成形体の成形方法
【課題】円筒成形体の内外径の寸法精度が向上でき、機械仕上げ加工が殆ど必要なく製品作製時間大幅に削減され、コストの低減を実現できた。
【解決手段】セラミック原料を成形して得られた軸方向に貫通孔を有する予備円筒成形体10を成形して円筒成形体を得るための円筒成形体用成形装置であって、上記予備円筒成形体10を載置し、回転させることにより予備円筒成形体10の外周10aを成形するための複数の第1ロール20と、予備円筒成形体10の貫通孔10b内に挿入することにより予備円筒形成体10の内周を成形するための第2ロール40とからなる。
(もっと読む)
樹脂含有積層体の製造方法
【課題】充てん材の性質が十分に残された層を有して充てん材濃度を異ならせた複数の層が形成された新規の樹脂含有積層体を製造可能とすることを課題とする。
【解決手段】少なくとも充てん材M1と当該充てん材と等重量以下の溶融状態の樹脂M2とを含むペレット用素材を第一の押出機構A4にて混合しながら不定形の状態で押し出して不定形のまま所定の導入部A5に導入してペレットを形成し、充てん材M1の各配合割合の一つ以上を樹脂M2の配合割合以上とした各積層用素材を別々に混練する際、少なくとも充てん材の配合割合が樹脂の配合割合以上の積層用素材については同形成されたペレットを少なくとも原料として混練し、各混練された積層用素材M21〜M23を別々に第二の押出機構A11〜A13にて押し出して積層し、積層された状態の積層用素材M24を成形して樹脂含有積層体M25を形成する。
(もっと読む)
焼成用成形体の製造方法、焼成体の製造方法および焼成体
【課題】単位時間当たりの焼成用成形体の生産量を向上させ、保形性に優れた焼成用成形体を形成して焼成体を製造可能とすることを課題とする。
【解決手段】少なくとも、微粒状の無機、金属または木質系材料からなる充てん材M1と、当該充てん材M1と等重量以下の溶融状態の樹脂M2と、を含む素材を押出機構A1にて混合して不定形の状態で押し出し、押出機構A1から押し出された素材を不定形のまま所定の導入部A2に導入し、焼成して焼成体を形成するための焼成用成形体の形状に所定の成形機構にて成形可能とする成形用素材M5を同導入部A2に導入された不定形の素材M4から生成し、生成した成形用素材M6を成形機構A4にて成形して焼成用成形体M7を形成し、形成した焼成用成形体M7を焼成して焼成体M8を製造する。
(もっと読む)
1 - 18 / 18
[ Back to top ]